D1
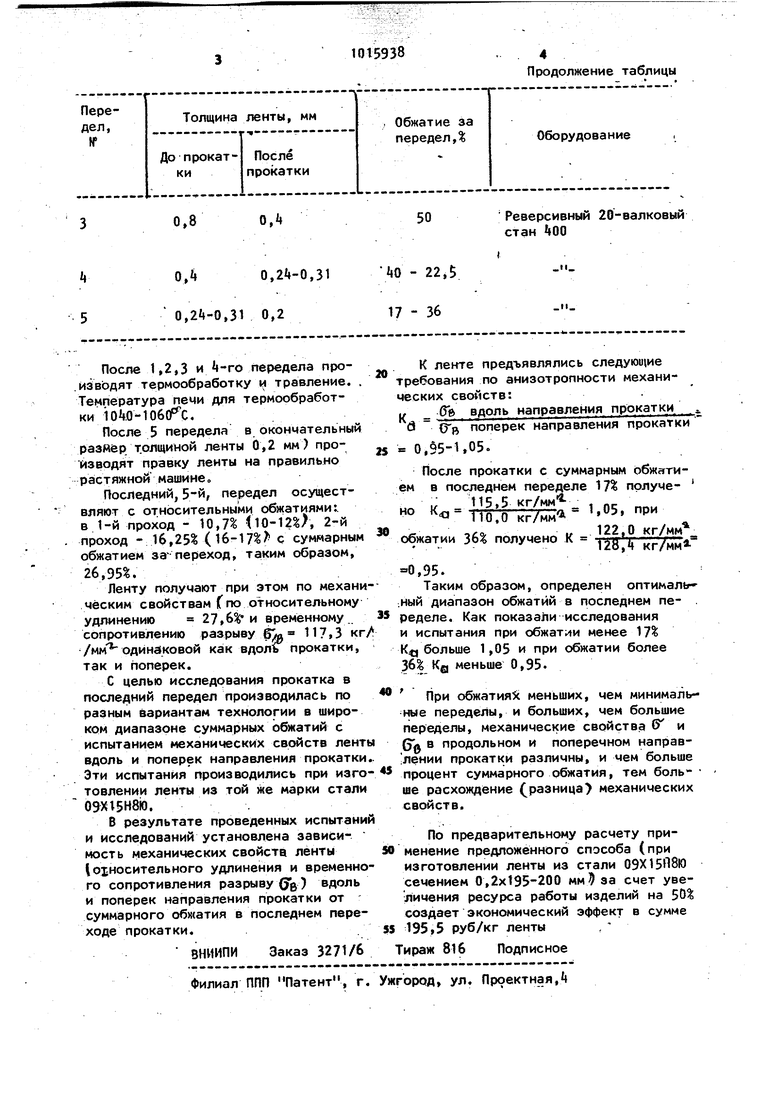
СлЭ ЭО Изобретение относится к металлур гии, конкретнее к холодной прокатке лент и листов. Известные технологические процес сы изготовления холодно-катэнной ленты и листов имеют тенденцию использования максимально возможных обжатий в пределах прочностных характеристик оборудования и пластических свойств металла, но при этом встает проблема обеспечения изотроп ности механических свойств ленты ил листа в продольном или поперечном направлении прокатки, так как изделия из ленты и листов с анизотропными свойствами имеют пониженные эксплуатационные характеристики, ос бенно при знакопеременных нагрузках Известен способ получения листовой низкоуглеродистой электротехнической стали, включающий холодную прокатку в несколько этапов, промеж точный и окончательный отжиг с суммарным обжатием в первом пределе 52-60 и во втором переделе 7085%. ГО. Этот способ позволяет получать металл с особыми свойствами: нагарт ванную структуру с требуемым отноше нием длины зерна к ее ширине { по-ви димому, изотропность ) , но совершен непригоден для получения ленточной и листовой нержавеющей мартенситностареющей стали переходного класса с изотропными свойствами. Известен также способ производст .нагартованной ленты из нержавеющих сталей заустенитного класса , включающей холодную прокатку с относительным обжатием 60-70, окончатель ную термообработку при 800-900 С с выдержкой равной 0,5-0,6 от времени выдержки, требуемЪго для полного снятия нагартовки L2 J. 38 Этот способ не позволяет получать ленту с изотропными механическими свойствами. Известен также способ производства металлической ленты из нержавеющей мартенситно-стареющей стали переходного класса, включакицей холодную прокатку в несколько проходов с суммарным обжатием 50-75 с термообработкой и правкой, согласно которому правку осуществляют дополнительно после каждых 15-25% обжатия и после термообработки готовой ленты ГЗ. Этот способ также не обеспечивает получения ленты с изотропными механическими свойствами в продольном и поперечном направлении прокат ки. Цель изобретения - получение нагартованных листов и лент с изотропными механическими свойствами вдоль и поперек направления прокатки. Поставленная цель достигается тем, что согласно способу, включающему холодную прокатку в несколько переделов заготовки, термообработку, травление и правку, последний передел осуществляют с суммарным обжатием 7-36%. Пример, Холоднокатанную ленту из стали марки 09Х15Н8Ю изготовляют из холоднокатанного, отожженного и травленного подката толщиной 2,8-3,0 мм и шириной 195-200 мм. Прокатку осуществляют в 5 переделов, причем первый передел в 5 проходов и второй передел в k прохода осуществляют на прокатном стане Кварто 150/500x 100, а 3, и 5-й переделы соответственно в,2 и 2 прохода осуществляют на 2-х валковом стане tOO. Маршрут прокатки ленты приведен в аблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки лент из нержавеющих мартенситно-стареющих сталей | 1986 |
|
SU1335351A1 |
| Способ изготовления нагартованной ленты из нержавеющих сталей аустенитного класса | 1979 |
|
SU929718A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОЙ НИЗКОУГЛЕРОДИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1970 |
|
SU277697A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ НАГАРТОВАННОЙ ЛЕНТЫ | 2008 |
|
RU2369649C1 |
| Способ изготовления ленты из нержавеющей мартенситно-стареющей стали | 1981 |
|
SU998521A1 |
| Способ производства нагартованной ленты из нержавеющих сталей аустенитного класса | 1974 |
|
SU655736A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НАГАРТОВАННОЙ ЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2480299C1 |
| Способ получения биметаллических лент для электротехнических устройств | 1989 |
|
SU1703335A1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2220212C1 |
| Способ изготовления холоднокатаной нагартованной ленты для производства биметаллических ленточных пил | 1991 |
|
SU1780884A1 |

2,8-3,5 . 1,6
0,8
1,6
42,8 - 5,3
Реверсивный стан KeapToV 150/500Х xijOO
50
О,
0,8
Продолжение таблицы
Реверсивный 20-валковый
50 стан lOO
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОЙ НИЗКОУГЛЕРОДИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 0 |
|
SU277697A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР, № 655736, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Авторское -свидетельство СССР № , «л | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
