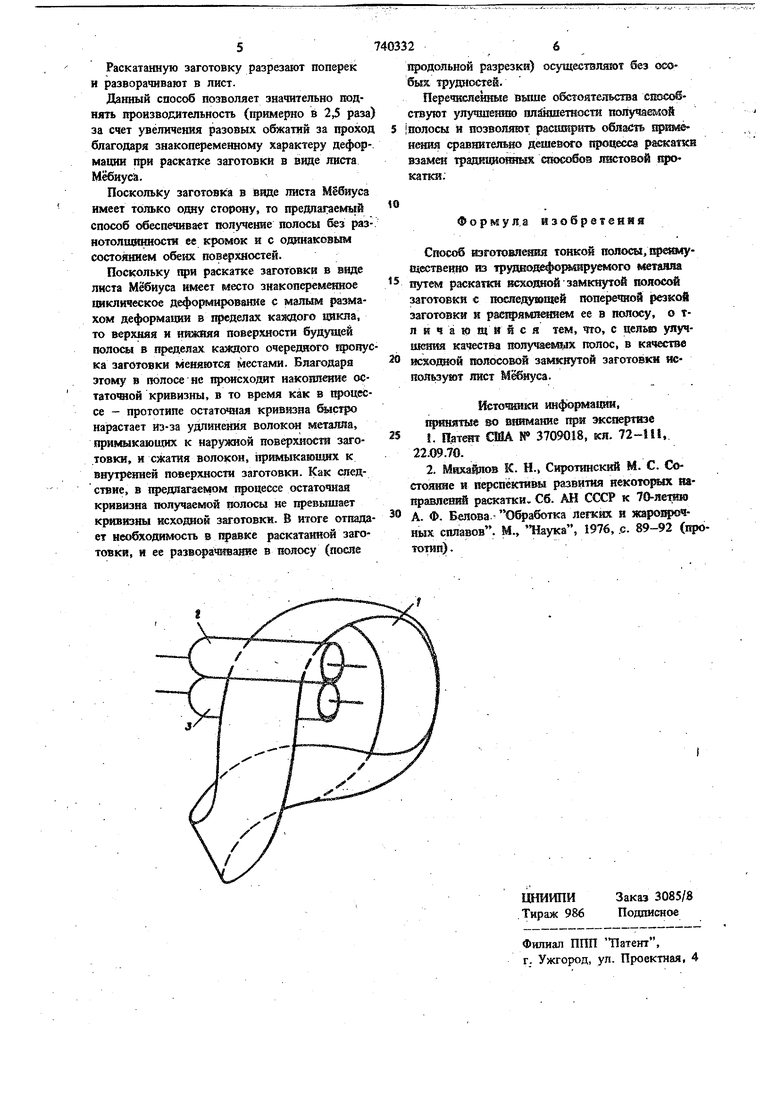
Изобретение относится к обработке мегаллов давлением, а именно к способам изготовления тонкого листового материала, и может быть ист1ользовано при производстве полос, преимущественно из труднодеформируемого металла на листовом прокатном стане, оборуд ованном натяжными роликами и устройством для попорепюй резки. Известен способ, при котором длинную петлеобра-1ную полосу раскатывают до получения требуемых размеров, разрезают в поперечном напра8лсн|1и и сматывают в рулон 11 . Однако этот способ не обеспечивает вые. кого качества изготавливаемых листов. Известен способ изготовления тонкой полосы , преимущественно из труднодеформируемого материала путем раскатки исходной замкнутой полосовой заготовки с йоследующей поперечной резкой заготовки и распрямлением ее в полосу 2. Недостаток способа заключается в различных условиях прокатки наружной н внутренней поверхностей замкнутой заготовки, а также в различных условиях прокатки левой и правой ее кромок. Если при прокатке одинарной заготовки (так называемой сутунки или карточки) из труднодеформируемсго. металла последствия асимметрии указанных условий преодолевают, переворачивая заготовку после каждого очередного пропуска, то при прокатке замкнутой заготовки, используемой в обычных процессах раскатки, перевороты невозможны, вследствие чего различия на поверхностях контакта заготовки и валков приводят к различиям в состоянии верхней и нижней поверхностей получаемой полос1ы, а различия в деформации левой и правой кромок заготовки порождают поперечную разнотолщинность кромок получаемой полосы, что ведет к снижению качества листов. Цель изобретения -- улучшение качества получаемых полбе. Это достигается тем, что в предлагаемой конструкции в качестве исходной полосовой замкнутой заготовки используют лист Мёбиуса. На чертеже изображена схема осуществления способа. 3 Заготовка 1, выполие шая в виде листа Мёбиуса, раскатывается постепенно сближагощн мися валками 2 и 3. Для фиксации положени заготовки в пространстве используется систем натяжных роликов (на чертеже они не показа ны из-за отсутствия принтщпиальных отличий от натяжных роликов, используемых при раскатке кольцевых заготовок в обычном исполнении). Наличие у заготовки, выполненной в виде листа Мёбиуса, только одной поверхности, попеременно контактирующей с обоими валками, обеспечивает одинаковое состояние верхней и нижней поверхностей готовой полосы, получаемой после поперечной разрезки заготовки, отсутствие разнотолщинности кромок этой полосы и резкое уменьшение ее остаточной кривизны. Следствием является существен ное повышение качества полуисмой полосы и ликвидация трудностей, связанных с ее правкой. Благодаря периодическим переворотам поверхности заготовки в виде листа Мебиуса при раскатке imeer место знакопереме1шое (циклическое) деформирование по толщине заготовки, причем размах деформаций в пределах каждого цикла невелик (так как разовые обжатия составляют лииш несколько проц тов) , а число циклов деформирования значительно. В этом заключается преимущество предлагаемого способа, так как при большом числе циклов деформирования и малом разма хе деформаций пластичность металла повьпыена Увеличегше пластичности металла позволяет вести раскатку с повышенными разовыми об5катиям 1, то есть с меньцшм числом проходов и большей производительностью. Повышение производительности при раскатке заготовки, выполненной в виде листа Мебиуса, может быть весьма значительным. Процесс раскатки обычной заготовки (выполненной в виде полого цилиндра) эффективен, когда допустимое относительное обжатие за пропуск составляет примерно 2%. Большее обжатие нецелесообразно потому, что при этом раскатка связана с появлением дефектов планшетности, связанных с чрезмерной остаточной кривизной полосы. Использование же заготовки в виде листа Мёбиуса уменьшает опасность появления дефектов планшетности, благодаря чему обжатия за пропуск могут быть доведены, по крайней мере, до 5%, как это имеет место при прокатке труднодеформи руемых титановых сплавов. Пусть Ьд и h --начальная и конечная толщина полосы, t - относительное обжатие за пропуск, X -соответствующий коэффициент вытяжки, п - количество пропусков. обеспечивающих уменьшение толщины полосы с h до hj. Из теории листовой прокатки известно, что -x x-ij Л .А - J с Тогда Пусть S.Q и Cj - относительные обжатия за пропуск при раскатке заготовки в обычном исполиеюш и заготовки в виде листа Мёбиуса соответственно, а По и соответствующее количество необходимых пропусков. Ь„ h d а. п h V 1 частности, если 0,02 и , 0,05, то количество необходимых пропусков при прокатке заготовки в ввде листа Мёбиуса уменьшается примерно в 2,5 раза и во столько же раз увеличивается производительность. В качестве принтера реализации предлагаемого способа рассмотрим процесс получения тонкой волосы щ титанового сплава. Размеры полосы таковы: толищса Ь. ; 0,3 мм, ширина 620мм, длина Lj 8(ЮО мм; толщина заготовки Ь 1,2 мм, ши{жиа 620 мм, длина LQ - 2000 мм. Общая вытяжка металла в указанных условиях составляет : 4,(Ю 1 Ь I о Процесс получения {юлосы указанных выше размеров сводится к следующе му. В качестве исходного материала используют теплокатаный травленый лист толццшой 1,2мм и агариной 2СЮО мм. Этому листу придают конфигурацию листа Мёбиуса, т.е. перекруЧ1.вают лист относительиЪ продольной оси на полвитка и затем соединяют в кольцо. Для соединения используют сварку или пайку (титановые сплавы обладают хорошей свариваемостью и позволяют обеспечить надежную твердую пайку). Заготовку в виде листа Мёбиуса раскатывают по схеме, представленной на фиг. 1, на листопрокатном стане с длиной бочки порядка 800 мм, оборудованном натяжными роликами, постепенно сближая валки прокатного стана. При среднем обжатии за проход порядка 5% средняя вытяжка равна 1,05 и общее количество щ)оходов при раскатке составляет ,o5

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЛИСТА | 2011 |
|
RU2494829C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЛИСТОВ | 1998 |
|
RU2146568C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И ЗАГОТОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389567C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ ГИЛЬЗ С ПОВЫШЕННОЙ КРИВИЗНОЙ | 2012 |
|
RU2502570C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 2011 |
|
RU2484907C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ РАЗМЕРОМ ВН.346Х40 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2547054C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТОНКИХ ЛИСТОВ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛЕЙ | 2020 |
|
RU2748006C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426х23-25 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2615926C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426Х17-19 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2614478C1 |
