Изобретение относится к оборудованию для обработки металлов давлением, а именно к станам для производства гнутых гофрированных профилей из полосового материала.
Цель изобретения - повышение качества изделий за счет повышения надежности центрирования полосы.
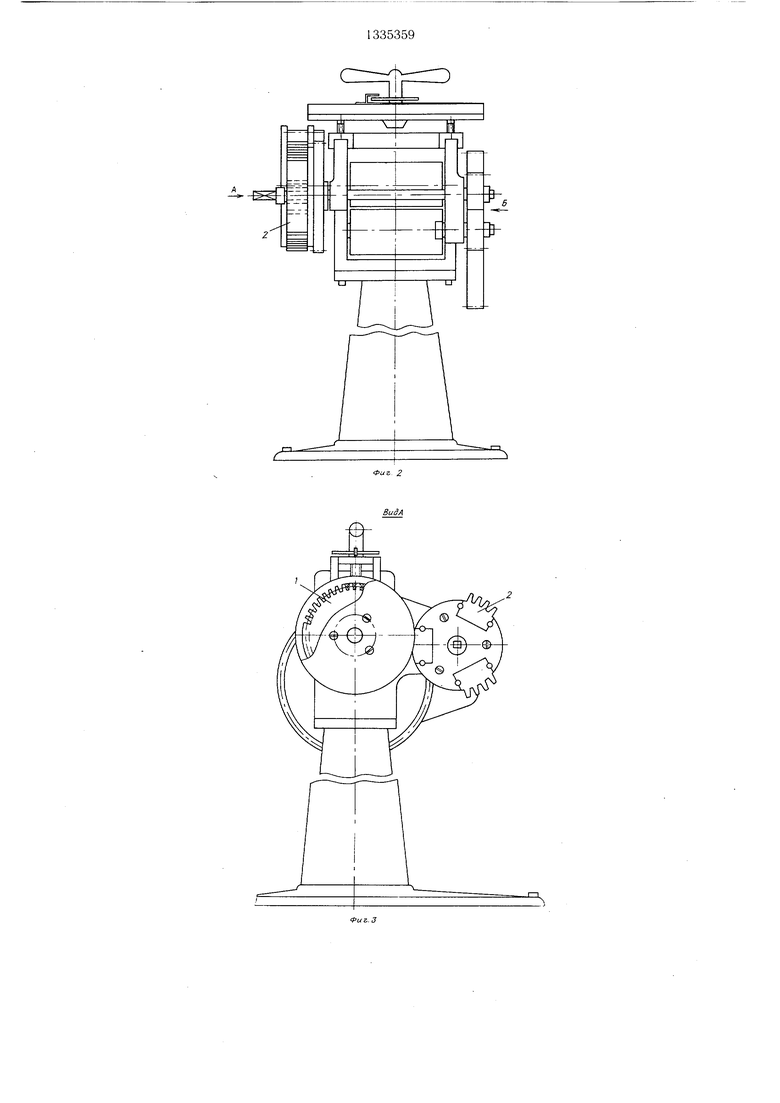
На фиг. 1 представлено устройство для изготовления полос в разрезе; на фиг. 2 - расположение устройства в составе двухвалкового полосового стана; на фиг. 3 - вид по стрелке А на фиг. 2; на фиг. 4 - вид по стрелке Б на фиг. 2; на фиг. 5 - расположение устройства в составе двухвалкового полосового стана, вид сверху.
Устройство для изготовления полос с поперечными гофрами содержит два кинематически связанных между собой валка-1 и 2, каждый из которых снабжен ограничительным элементом 3 и 4 соответственно.
На рабочей поверхности валков расположены зубчатые элементы, форма и расположение которых соответствует форме и расположению гофров на изготавливаемых полосах. Валки снабжены механизмом изменения межосевого расстояния (на фиг. 1 не показан) известного типа (типа нажимного устройства, применяемого в прокатных станах).
Валок 1 установлен с возможностью осевого настроечного перемещения на его оси 5, снабженной шпоночным соединением 6. Ограничительные элементы 3 и 4 снабжены установочными гайками 7 и 8 соответственно, имеют полости и бурты 9 и 10 с плоскими наружными торцами, причем форма и размеры каждого из буртов 9 и 10 соответствуют форме и размерам зубчатых элементов на рабочей поверхности каждого из валков, т. е. внутренняя поверхность ограничительных элементов выполнена ответной рабочей поверхности валков.
0
Устройство работает следуюш.им образом.
В зазор, образуемый рабочими поверхностями валков 1 и 2, втягивается плоская полоса, при этом вследствие изгибов меж- ду зубчатыми элементами на ней получаются поперечные гофры. При враш,ении валков 1 и 2 ограничительные элементы 3 и 4 вра- ш,аются синхронно с валками и надежно центрируют полосу относительно калибра. При этом исключается попадаь1ме боковых частей задаваемой полосы в промежутки между зубьями вне зоны калибра, что повышает надежность центрирования и качество изготавливаемых изделий.
При необходимости перехода на изго- 5 товление гофрированных полос другой ширины осуществляют настроечное перемещение валка 1 относительно оси 5, производят одновременно настроечное перемещение ограничительных элементов 3 и 4 так, чтобы в результате регулировки наружные плоские 0 торцы буртов 9 и 10 прилегали с небольшим технологическим зазором к соответствующим торцам валков 1 и 2.
Формула изобретения
Устройство для изготовления полос с по- 5 перечными гофрами, содержащее два кинематически связанных между собой валка с деформирующими зубчатыми элементами на рабочей поверхности и механизм изменения межосевого расстояния валков, отличающееся тем, что, с целью повыщения качества 0 изделий, валки снабжены средствами для предотвращения поперечного сдвига полосы, выполненными в виде ограничительных элементов, один из которых установлен на одном валке, а другой - на втором, имеющих внутренние поверхности, ответные рабочим 5 поверхностям валков, и установленных с возможностью осевого перемещения и фиксации, причем один из валков установлен с возможностью осевого настроечного перемещения.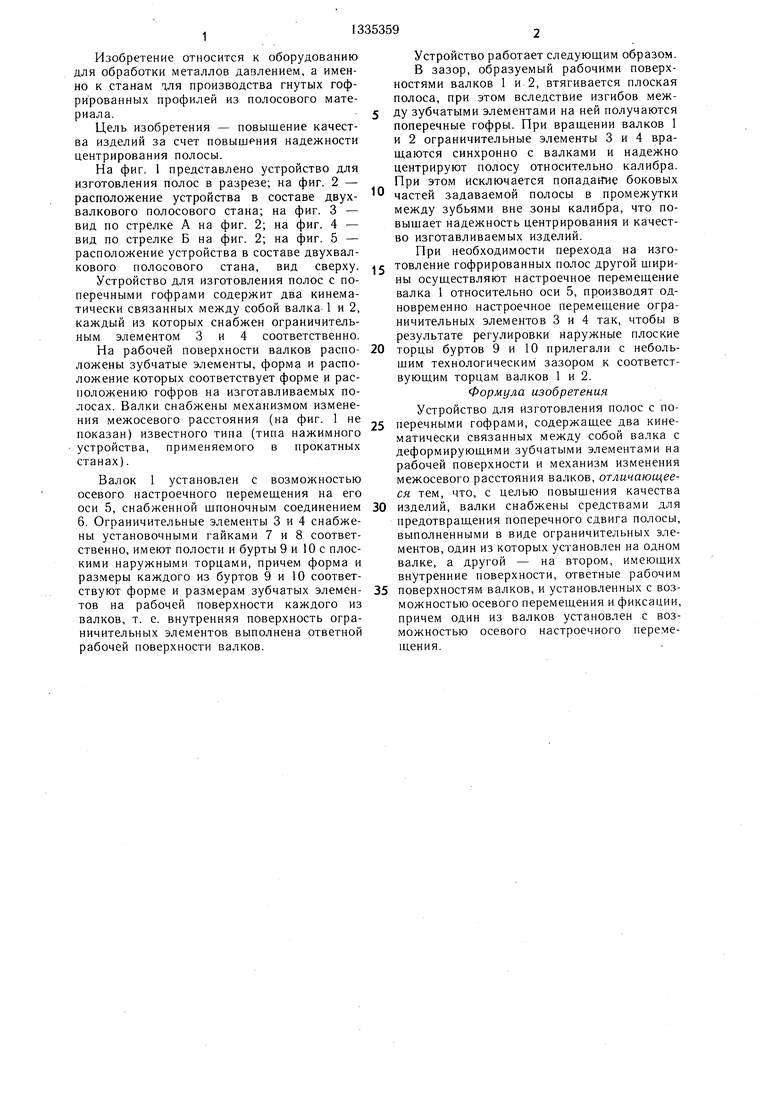
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ И ПРОФИЛИРУЮЩИЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335367C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ, ПРОФИЛИРУЮЩИЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И РАЗМАТЫВАТЕЛЬ РУЛОНОВ МЕТАЛЛА | 2006 |
|
RU2314173C2 |
| СПОСОБ ФОРМОВКИ ГНУТОГО ЛИСТОВОГО ПРОФИЛЯ | 2006 |
|
RU2335366C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 1994 |
|
RU2062670C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1998 |
|
RU2147955C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2003 |
|
RU2243841C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВЫХ ГНУТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2040997C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 2006 |
|
RU2330742C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ СТАЛЬНЫХ ПОЛОС | 1998 |
|
RU2149072C1 |
Изобретение относится к оборудованию для обработки металлов давлением, а именно к станам для производства гнутых гофрированных профилей из полосового материала. Цель изобретения - повышение качества изделий. Указанная цель достигается тем, что рабочие валки 1 и 2 устройства с зубчатыми формующими элементами снабжены ограничительными элементами 3 и 4, которые имеют возможность осевого смещения относительно валков. В ограничительных элементах 3 и 4 имеются полости, ограниченные буртами 9 и 10, внутренняя поверхность которых соответствует по форме наружной поверхности рабочих валков. При работе устройства плоская полоса, втягиваясь в зазор между рабочими валками 1 и 2, получает поперечные гофры и при этом надежно центрируется в калибре. Исключается попадание боковых частей полосы в промежутки между зубьями валков вне зоны очага деформации. При необходимости перехода на изготовление гофрированных полос другой ширины осуществляют относительное осевое смещение валка 1, одновременно перемещая ограничительные элементы 3 и 4 в положение, соответствующее гарантированному центрированию полосы в калибре. 5 ил. S (Л со со сд со ел о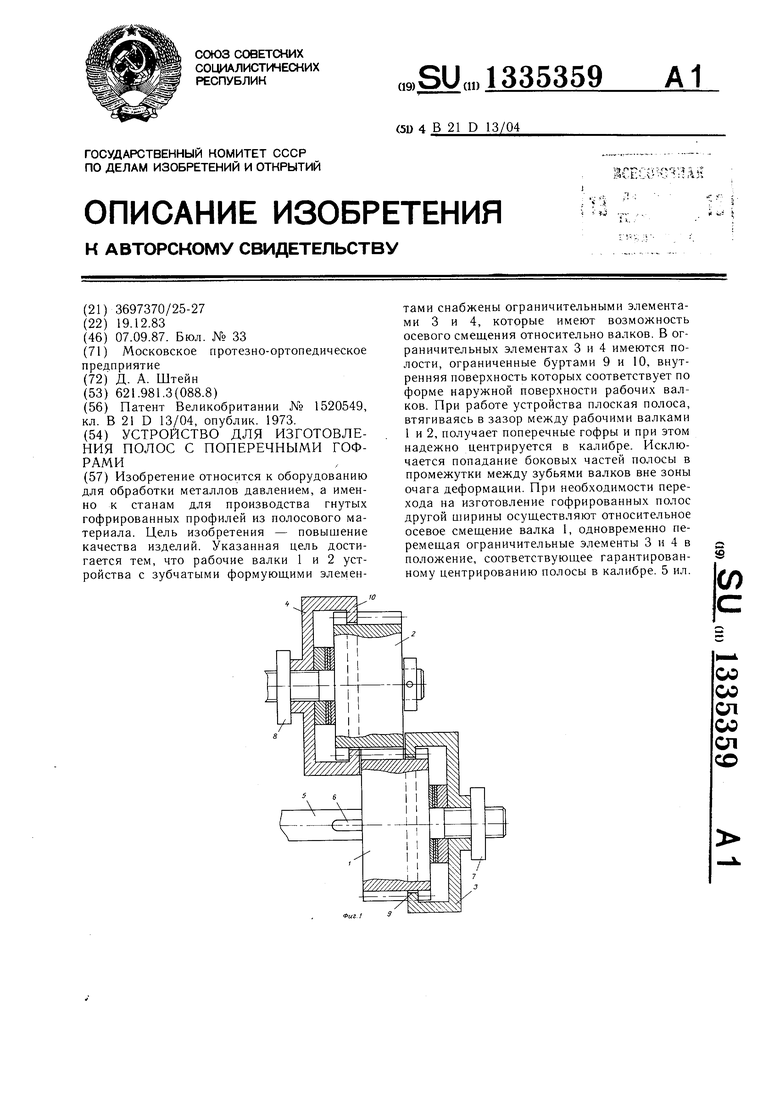
| Корректирующее устройство | 1987 |
|
SU1520549A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
