Изобретение относится к обработке металлов давлением, а именно к производству гнутых профилей на профилегибочных станах, и могут быть использованы для производства облицовочных панелей.
Известен способ изготовления гофрированных профилей плоскими участками между гофрами по авторскому свидетельству №897329, опубликованному 15.01.82. Способ заключается в последовательной подгибке элементов профиля по переходам, начиная с профилирования среднего участка, с последующим профилированием периферийных участков. Рельеф профиля, изготовленного согласно данному способу, имеет только продольные гофры.
Наиболее близким к предлагаемому изобретению, относящемуся к способу изготовления гофрированных панелей, является способ изготовления гофрированных профилей по авторскому свидетельству SU 867457, 30.09.1981, B21D 5/08.
Этот способ включает одновременное профилирование на первом переходе двух продольных гофров и расположенных между ними с периодическим шагом поперечных гофров.
По авторскому свидетельству SU 1516174, 23.10.89, B21D 5/06 известен формовочный стан для производства гофрированных полос, наиболее близкий к предлагаемому. Этот известный стан содержит последовательно расположенные рабочие двухвалковые клети с калибрами профилирующего инструмента, при этом нижние валки связаны с приводом. Стан позволяет получать гофрированные профили с продольными гофрами.
Известен разматыватель рулонов металла, содержащий два горизонтальных несущих приводных ролика, на которые устанавливают рулон и щеки, служащие боковыми ограничителями, авторское свидетельство SU 1423217, 15.09.1988, B21D 5/06.
Данный разматыватель не обеспечивает согласования скорости подачи полосы с разматывателя и скорости профилирования.
Предлагаемым изобретением решается задача увеличения ассортимента выпускаемых профилей за счет получения нового рельефа профиля и упрощения системы управления стана.
Для получения указанного технического результата в предлагаемом способе изготовления гофрированных профилей, включающем одновременное профилирование на первом переходе одновременно с двумя продольными гофрами расположенных между ними с периодическим шагом поперечных гофров, на втором и последующих переходах увеличивают число гофров путем одновременного профилирования с каждой стороны готового профиля поперечных гофров, расположенных с периодическим шагом и по одному продольному гофру.
При этом поперечные гофры в смежных переходах профилируют через 1/2 шага.
Для получения указанного технического результата предлагаемый профилирующий стан для изготовления гофрированных профилей, содержащий последовательно расположенные рабочие двухвалковые клети с калибрами профилирующего инструмента, при этом нижние валки связаны с приводом, снабжен разматывателем рулонов металла, калибр первой клети выполнен в виде попарно установленных двух верхних и нижних профилирующих роликов, двух верхних и нижних боковых калибрующих роликов и одной пары центральных калибрующих роликов - верхнего и нижнего, установленных между профилирующими роликами, верхний центральный калибрующий ролик имеет два вставных профилирующих пуансона, а нижний центральный калибрующий ролик - соответствующие им канавки, калибры второй и последующих клетей выполнены в виде попарно установленных двух верхних и нижних профилирующих роликов, двух верхних и нижних центральных калибрующих роликов двух дополнительных верхних и нижних центральных калибрующих роликов, двух верхних и нижних боковых калибрующих роликов и одной пары дистанционных втулок - верхней и нижней, верхний центральный калибрующий ролик имеет два вставных профилирующих пуансона, а нижний центральный калибрующий ролик - соответствующие им канавки, дополнительные нижние центральные калибрующие ролики имеют канавки под отформованный в калибре предыдущей клети поперечный гофр, дистанционные втулки в соответствующих клетях установлены между дополнительными центральными калибрующими роликами, верхние валки выполнены приводными, нижние валки связаны с приводом посредством консольно расположенных приводных шестерен, причем вращение нижних и верхних валков клетей синхронизировано посредством зубчатой передачи.
При этом пуансоны на верхних калибрующих роликах ориентированы относительно друг друга на 180°.
Для получения указанного технического результата в предлагаемом разматывателе рулонов металла, содержащем два горизонтальных несущих приводных катка и боковые ограничители, катки имеют наружный диаметр, соответствующий наружному диаметру калибрующих роликов калибров рабочих клетей.
Предлагаемые изобретения иллюстрируются чертежами, на которых изображены:
на фиг.1 - схема технологических переходов формообразования гофрированного профиля;
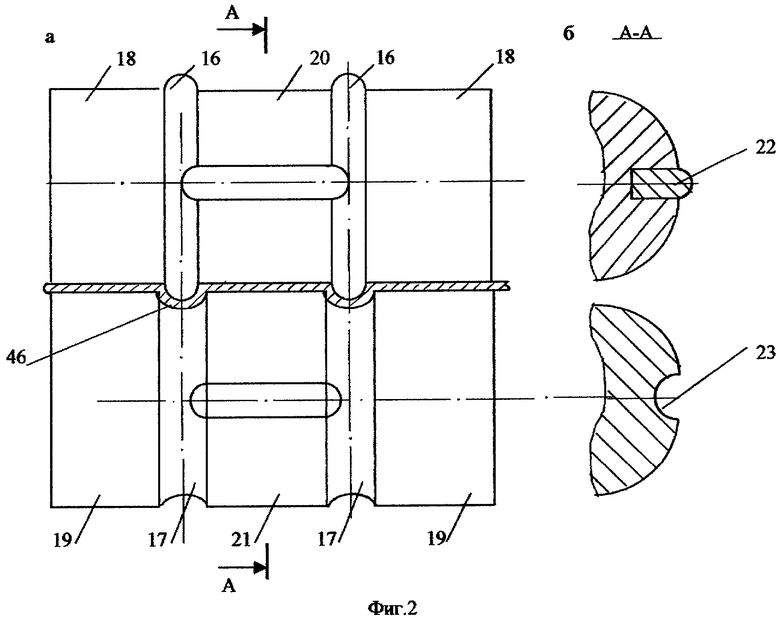
на фиг.2 (а, б) - калибр профилирующего инструмента первого технологического перехода, общий вид, разрез А-А;
на фиг.3 (а, б) - калибр профилирующего инструмента второго и последующих технологических переходов, общий вид, вид А;
на фиг.4 (а, б) - профилирующий стан, общий вид, вид сверху;
на фиг.5 (а, б) - разматыватель рулонов, общий вид, вид сверху;
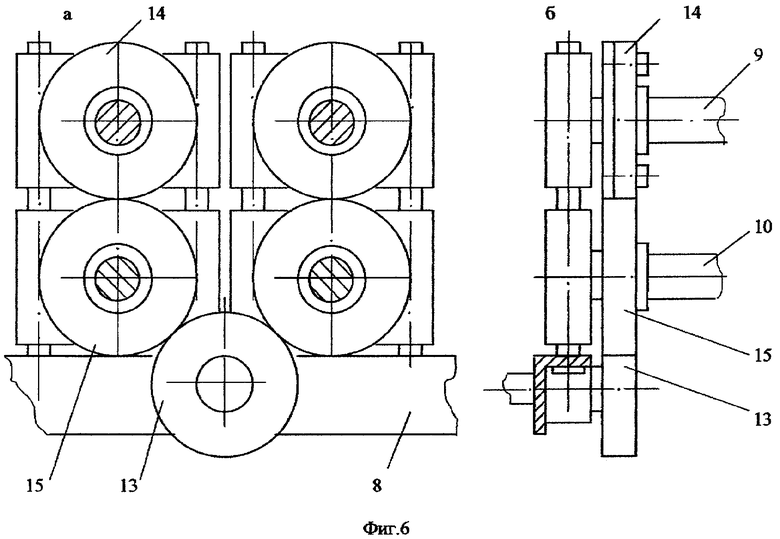
на фиг.6 (а, б) - зубчатые передачи привода клетей и валков, общий вид, вид сбоку.
Профилирующий стан состоит из последовательно расположенных рабочих двухвалковых клетей 1-7, которые установлены на станине 8 и выполнены полноприводными. Вращение верхних 9 и нижних 10 валков, несущих калибры профилирующего инструмента, осуществляется от общего привода, включающего редуктор 11 и электродвигатель 12, на одну из средних приводных шестерен 13, расположенных консольно с внутренней стороны станины 8. Передача крутящего момента на другие клети осуществляется шестернями 13. Для осуществления технологического процесса профилирования поперечных периодических гофров вращение верхних валков 9 и нижних валков 10 синхронизировано за счет зубчатой передачи (зубчатое колесо 14, шестерня 15).
Калибр профилирующего инструмента первой клети содержит попарно установленные два верхних 16 и нижних 17 профилирующих ролика, два верхних 18 и нижних 19 боковых калибрующих ролика, один верхний 20 и нижний 21 центральные калибрующие ролики. Ролики 20, 21 соответственно установлены между профилирующими верхним и нижним роликами 16, 17. Верхний центральный калибрующий ролик 20 имеет два вставных профилирующих пуансона 22 (второй пуансон не показан), ориентированных относительно друг друга на 180°, а нижний центральный калибрующий ролик 21 имеет соответствующие им канавки 23 (вторая канавка не показана). В процессе профилирования совмещение пуансонов 22 с канавками 23 обеспечивается синхронным вращением верхнего и нижнего валков 9, 10.
Калибры второй и последующих клетей содержат попарно установленные два верхних 16 и нижних 17 профилирующих ролика, два верхних 20 и нижних 21 центральных калибрующих ролика, два дополнительных верхних 24 и нижних 25 центральных калибрующих ролика, два верхних 18 и нижних 19 боковых калибрующих ролика и одну верхнюю 26 и нижнюю 27 дистанционные втулки, при этом верхний 20 и нижний 21 центральные калибрующие ролики имеют пуансоны 22 и соответствующие им канавки 23 аналогично, как в калибре первой клети. Дополнительные центральные калибрующие нижние ролики 25 имеют канавки 28 под отформованный в калибре предыдущей клети поперечный гофр 29. Дистанционные втулки 26, 27 в соответствующих клетях установлены между дополнительными центральными калибрующими роликами 24, 25.
В процессе профилирования совмещение пуансонов 22 с канавками 23 обеспечивается синхронным вращением верхнего и нижнего валков 9, 10 рабочих клетей 1-7.
Разматыватель рулонов 30 металла содержит два горизонтальных несущих приводных катка 31 и боковые ограничители 32 осевого смещения рулона металла. Наружный диаметр несущих катков 31 соответствует наружному диаметру калибрующих роликов (18-21) калибров профилирующего инструмента рабочих клетей. Привод разматывателя рулонов металла состоит из редуктора 33, электродвигателя 34 и цепной передачи 35.
Вводное устройство состоит из валков 36, стола 37 с боковыми направляющими призмами 38.
Рабочие клети 1-7 установлены на станине 8 с возможностью смены при настройке на другой вид профиля за счет базирования их на направляющие колонки 39, опоры 40 и закрепления болтами 41.
Для регулирования зазора между профилирующими роликами 16, 17 в процессе наладки профилирующего стана предусмотрено устройство, включающее клин 42 и регулировочный винт 43.
Предусмотрена регулировка бокового зазора в зубчатом зацеплении (шестерня 15, зубчатое колесо 14).
Предлагаемый способ осуществляется в следующей последовательности. Сначала на первом переходе 1п одновременно с двумя продольными гофрами 45 профилируют между ними с периодическим шагом поперечные гофры 29. Профилирование поперечного гофра и начало профилирования продольных гофров производят на недеформированном участке листа, что обеспечивает набор металла на образование рельефа, уменьшает местное растяжение материала, сопровождающееся уменьшением толщины, предотвращает повреждение покрытия листа (антикоррозионного и декоративного). Затем на втором 2п и последующих переходах увеличивают число гофров путем одновременного профилирования с каждой стороны готового профиля периодических поперечных гофров 29 и по одному продольному гофру 45. Профилирование продольных гофров от предыдущего поперечного гофра до последующего поперечного гофра обеспечивается подтягиванием материала с периферии.
Профилирующий стан для изготовления гофрированных профилей работает следующим образом. Рулон 30 металла устанавливают на несущие катки 31 разматывателя рулона металла и включают привод (редуктор 33, электродвигатель 34, цепная передача 35). За счет трения между вращающимися катками и поверхностью рулона происходит его размотка в направлении подачи. Через валки 36 и призмы 38 стола 37 вводного устройства полосу задают в профилирующий стан.
Затем включают привод клетей 1-7 (редуктор 11, электродвигатель 12, шестерня 13) и задают полосу в клеть 1, где профилируют центральную часть полосы. Профилирующими роликами 16, 17 профилируют два продольных гофра 45, а между ними пуансонами 22 профилируют периодические поперечные гофры 29. При этом центральные калибрующие ролики 20, 21 заглаживают плоские участки между продольными и поперечными гофрами, а боковые калибрующие ролики 18, 19 заглаживают плоские участки по обеим сторонам от спрофилированного рельефа.
За счет равенства диаметров несущих катков 31 разматывателя рулона металла, боковых калибрующих роликов 18, 19 и центральных калибрующих роликов 20, 21 обеспечивается согласование скорости подачи полосы с разматывателя со скоростью профилирования полосы.
Затем полосу подают в клеть 2, в которой одновременно по обеим сторонам от готового профиля профилируют периодические поперечные гофры 29 и по одному продольному гофру 45. Как и в клети 1, боковые калибрующие ролики 18, 19 заглаживают плоские участки, примыкающие по краям к готовому профилю, а центральные калибрующие ролики 20, 21 заглаживают плоские участки в зонах между двумя продольными гофрами 45 и поперечными гофрами 29. Дополнительными центральными калибрующими роликами 24, 25 калибруют продольные гофры 45, отформованные в клети 1. При этом наличие канавки 28 на ролике 25 исключает повреждение поперечного гофра 29, также отформованного в клети 1.
Поперечные гофры в смежных клетях профилируют через 1/2 шага.
Дальнейшее профилирование полосы от клети к клети повторяют, постепенно увеличивая число гофров.
Окончательное профилирование гофров производят в клети 7, где на боковых полках 46 готового профиля профилируют поперечные гофры.
Предлагаемый профилирующий стан приведен для варианта получения профиля с шагом продольных гофров 100 мм. Профилирующий стан позволяет получить профиль с шагом продольных гофров 77 мм путем увеличения количества рабочих клетей до 9.
Кроме того, набор калибра клети, в которой производят окончательное профилирование гофров, может быть уменьшен за счет исключения из него профилирующих роликов 16, 17 и боковых калибрующих роликов 18, 19.
Профили, изготовленные согласно предлагаемому изобретению, характеризуются высоким качеством, а также позволяют получать гофрированные профили с другой комбинацией рельефа, имитирующего кирпичную кладку (трапециевидных продольных гофров и галтельных поперечных гофров).
Использование изобретения возможно с применением известных технических средств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ И ПРОФИЛИРУЮЩИЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335367C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 2006 |
|
RU2323794C2 |
| КОНСТРУКЦИЯ КЛЕТИ ДЛЯ НЕПРЕРЫВНОЙ ПРОДОЛЬНОЙ ГИБКИ ЛИСТОВОГО МАТЕРИАЛА | 2003 |
|
RU2259247C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| РОЛИКОГИБОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ С-ОБРАЗНОГО ПРОФИЛЯ ДЛЯ СБОРНОЙ КАРКАСНОЙ КОНСТРУКЦИИ ИЗ РУЛОННОЙ СТАЛИ | 2014 |
|
RU2587701C2 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 2006 |
|
RU2330741C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПРОФИЛЕЙ И ЛИНИЯ АВТОМАТИЧЕСКАЯ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2337783C2 |
| ПРОФИЛИРУЮЩИЙ СТАНОК | 1991 |
|
RU2008114C1 |



Изобретение относится к области обработки металлов давлением и может быть использовано для производства облицовочных панелей. При изготовлении гофрированных профилей на втором и последующих переходах увеличивают число гофров путем одновременного профилирования с каждой стороны готового профиля поперечных гофров, расположенных с периодическим шагом и по одному продольному гофру. Используют стан, калибр клетей которого выполнен в виде попарно установленных двух верхних и нижних профилирующих роликов, двух верхних и нижних боковых калибрующих роликов и одной пары центральных калибрующих роликов - верхнего и нижнего, установленных между профилирующими роликами. При этом калибры второй и последующих клетей содержат два дополнительных верхних и нижних центральных калибрующих ролика, два верхних и нижних боковых калибрующих ролика и одну пару дистанционных втулок. Верхние центральные калибрующие ролики имеют два вставных профилирующих пуансона, а нижний центральный калибрующий ролик - соответствующие им канавки, дополнительные нижние центральные калибрующие ролики имеют канавки под отформованный в калибре предыдущей клети поперечный гофр. Дистанционные втулки в соответствующих клетях установлены между дополнительными центральными калибрующими роликами. Верхние валки выполнены приводными, нижние валки связаны с приводом посредством консольно расположенных приводных шестерен. Катки разматывателя рулонов металла имеют наружный диаметр, соответствующий наружному диаметру калибрующих роликов калибров рабочих клетей. Увеличивается ассортимент выпускаемых профилей и упрощается система управления стана. 3 н. и 2 з.п. ф-лы, 6 ил.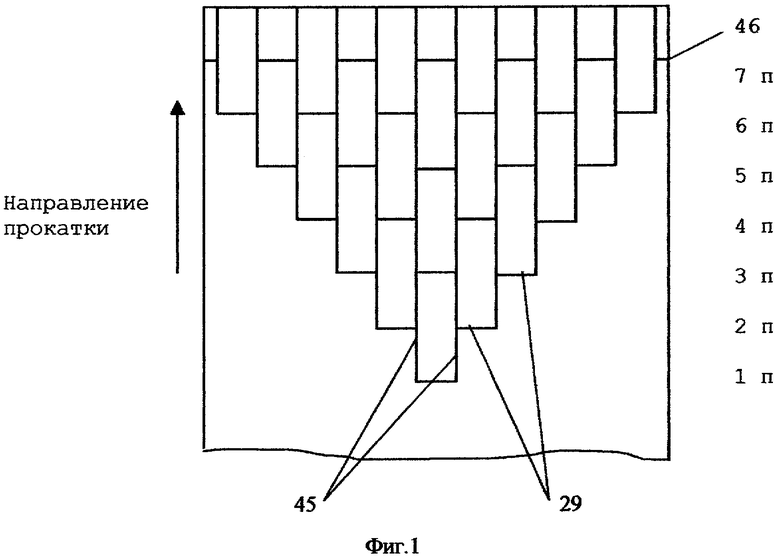
| Способ изготовления профилей высокой жесткости | 1980 |
|
SU867457A1 |
| Формовочный стан для производства гофрированных полос | 1988 |
|
SU1516174A1 |
| Профилегибочный агрегат | 1986 |
|
SU1423217A1 |
| US 4176539 A, 04.12.1979. | |||

