Известна технология производства прессованных слоистых пластиков па многоэтажных гидравлических прессах с прокладочными листами из нержавеющей стали, ири которой все операции по разборке спрессованных пакетов, сортировке листов по толщине и укладке их в стеллажи производятся вручную.
Предложенный способ разборки пакетов после прессования и CODтировки листов по толщине с укладкой их в соответствующие магазины исключает ручной труд и предусматривает полную механизацию и автоматизацию этих процессов.
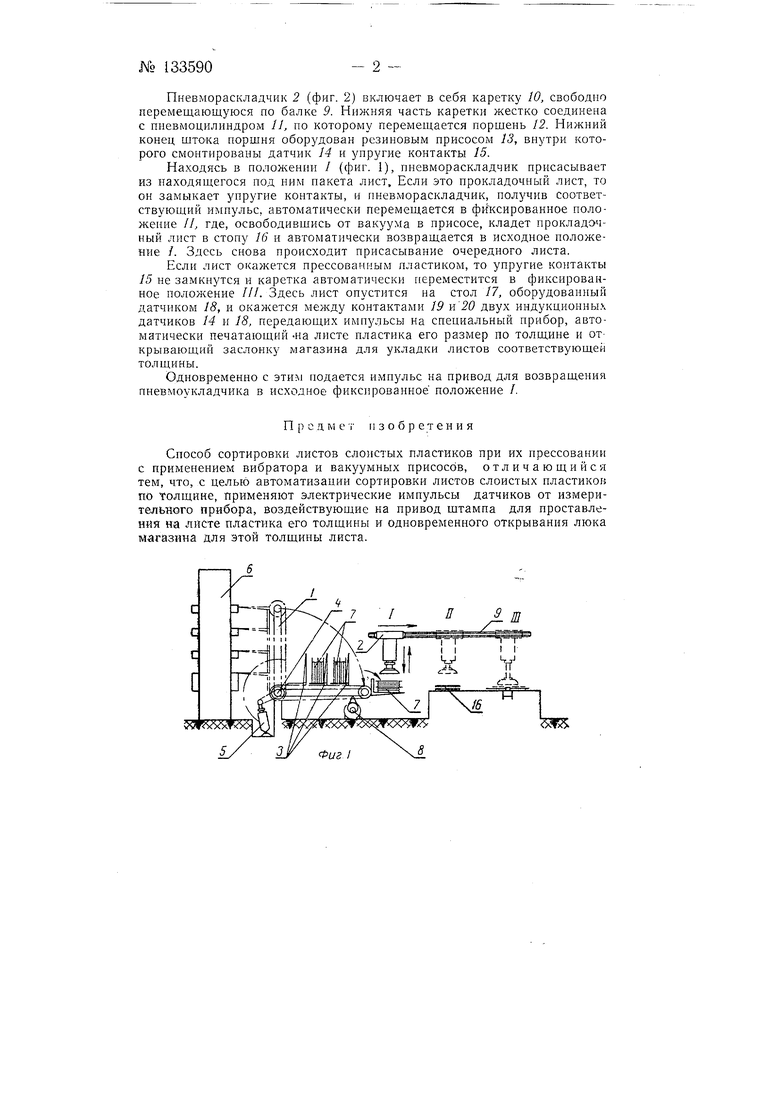
На фиг. 1 схематически изображен агрегат, служащий для осуществления описываемого способа; на фиг. 2 - пневмораскладчик листов.
Основными узлами агрегата являются приемник У и пневмораскладчик 2 (фиг. 1). Приемник представляет собой обычный двухцепной транспортер, оборудованный вилочными захватами 3. Имея возможность поворачиваться на оси 4 посредством пневмопривода 5, приемник попеременно занимает либо вертикальное, либо горизонтальное положение.
Спрессованные совместно с прокладочными листами из нержавеющей стали на гидравлическом многоэтажном прессе 5 пакеты 7 листов пластика выталкиваются на приемник /, находящийся в этот момент в вертикальном положении. Затем приемник посредством пневмопривода 5 вместе с пакетами переводится в горизонтальное положение и подвергается вибрированию вибратором 8. Находясь между вилочными захватами в вертикальном положении под воздействием вибрации, пакеты листов пластика отслаиваются от прокладочных листов. После вибрации пакеты поочередно перемещают приемником под пневмораскладчик 2.
Пневмораскладчик 2 свободно перемещается по балке 9 и останавливается в трех фиксированных положениях /, // и ///.
Пневмораскладчик 2 (фиг. 2) включает в себя каретку 10, свободно перемещающуюся по балке 9. Нижняя часть каретки жестко соединена с пневмоцилиндром 11, по которому перемещается поршень 12. Нижний конец штока порщня оборудован резиновым присосом 13, внутри которого смонтированы датчик 14 и упругие контакты 15.
Находясь в положении / (фиг. 1), пневмораскладчик присасывает из находящегося под ним пакета лист. Если это прокладочный лист, то он замыкает упругие контакты, и пнев.мораскладчик, получив соответствующий импульс, автоматически перемещается в фиксированное положение /Л где, освободивщись от вакуума в присосе, кладет прокладочный лист в стопу 16 и автоматически возвращается в исходное положение /. Здесь снова происходит присасывание очередного листа.
Если лист окажется прессованным пластиком, то упругие контакты 15 не замкнутся и каретка автоматически переместится в фиксированное положение ///. Здесь лист опустится на стол П, оборудованный датчиком 18, и окажется между контактами 19 к20 двух индукционны.ч датчиков 14 и 18, передающих импульсы на спепиальный прибор, автоматически печатающий -на листе пластика его размер по толщине и открывающий заслонку магазина для укладки листов соответствующей толщины.
Одновременно с этим подается импульс на привод для возвращения пневмоукладчика в исходное фиксированное положение /.
Предмет и 3 о б р е т е н и я
Способ сортировки листов слоистых пластиков при их прессовании с применением вибратора и вакуумных присосов, отличающийся тем, что, с целью автоматизации сортировки листов слоистых пластиков по толщине, применяют электрические импульсы датчиков от измерительного прибора, воздействующие на привод штампа для проставления на листе пластика его толщины и одновременного открывания люка магазина для этой толщины листа.
Фиг I
1ш
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ укладки бумаги, ткани и тому подобных материалов в пакет при производстве листовых слоистых пластиков | 1960 |
|
SU133335A1 |
| Способ лакировки бумаги при изготовлении намоточных изделий для трансформаторов | 1959 |
|
SU133084A1 |
| СПОСОБ ОБРАБОТКИ ДЛИННОМЕРНЫХ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1992 |
|
RU2096140C1 |
| Крышкоделательная машина | 2022 |
|
RU2798245C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1992 |
|
RU2021874C1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| УСТРОЙСТВО ДЛЯ ЧТЕНИЯ СЛЕПЫМИ ПЕЧАТНОГО ТЕКСТА | 1972 |
|
SU351231A1 |
| БЕЗГИЛЬЗОВОЕ ОРУЖИЕ | 2013 |
|
RU2549599C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
| Система коммуникаций здания | 2022 |
|
RU2785231C1 |

