Способ обработки длинномерных железнодорожных рельсов.
Изобретение относится к производству железнодорожных рельсов широкой колеи и может быть использовано при обработке концов рельсов на поточных линиях отделки с двусторонним (по габариту линии) размещением технологического оборудования и поперечной позиционной передачей.
Технологическая схема отечественного производства рельсового профиля предусматривает после прокатки мерный порез на пилах горячей резки с припуском на последующую механическую обработку концов заготовок, которую осуществляют на линиях отделки ("Технология прокатного производства", Справочник, кн. 1, М. "Металлургия", 1991, с.358 359). Задача этой операции обеспечить качество торцов и мерность рельсов в соответствии с требованиями стандартов.
Обработку концов рельса на таких линиях отделки ведут поочередно с последовательной передачей рельса на позиции обработки в ориентированном поперечном положении с помощью шагового шлеппера и осевой (противоположно направленной) подачей в рабочие зоны обрабатывающих агрегатов посредством индивидуальных механизмов (задавателей) с зажимными приспособлениями (ТИ 103-П. С. 2168.-88, Новокузнецк, 1988, с.14 20). Величина подачи обусловлена заданным размером рельса и величиной приходящегося на данный торец припуска.
Основной недостаток известной технологии обработки нестабильность параметров получаемых изделий по длине.
Колебания размеров обусловлены влиянием на точность позиционирования относительного проскальзывания рельсов в захватах шлеппера и зажимах механизмов подачи.
Заявляемое решение направлено на обеспечение технологической стабильности параметров, получаемых на поточных линиях отделки при использовании обработки со снятием стружки торцов исходного профиля для придания ему заданного размера, при котором рельс на линии обрабатывающих агрегатов передают последовательно, ориентируя его в поперечном положении, с помощью шагового шлеппера, а подачу его в зоны обработки осуществляют продольным перемещением с использованием индивидуальных механизмов подачи с зажимными приспособлениями, устанавливая рельс в рабочую зону, по меньшей мере, первого агрегата, со смещением его торца относительно базовой плоскости, соответствующей конечному рабочему положению режущего инструмента, на величину припуска. Для этого в рабочую зону второго агрегата рельс устанавливают двумя последовательными подачами, вначале в промежуточную позицию со смещением обрабатываемого торца на величину, не превышающую (меньшую) припуск, затем к обработанному торцу прикладывают фиксированное осевое усилие, смещая его в позицию, отстоящую от базовой плоскости агрегата на расстояние, равное заданному размеру рельса.
При этом для создания фиксированного осевого усилия может быть использован толкатель с фиксированным в заданной позиции смещения рабочим ходом.
Такое позиционирование рельсов позволяет учитывать фактор относительного проскальзывания в припуске на второй торец на каждом рельсе, что дает возможность повысить стабильность размерных параметров получаемых рельсов и уменьшить допуски на размер. Кроме того, использование способа позволит без переоборудования отечественных линий отделки получать профиль, соответствующий зарубежным стандартам (24 м).
На фиг.1 изображен вид в плане поточной линии отделки, на которой может быть осуществлен предлагаемый способ; на фиг.2 пример выполнения толкателя; на фиг. 3 процесс установки рельса на втором агрегате, с недоходом по припуску; на фиг.4 процесс установки рельса на втором агрегате, концевая часть которого соответствует фактическому припуску.
В приведенной на фиг.1 компоновке показано только технологическое оборудование, предназначенное для механической обработки торцов рельсов, количество которого (для простоты) ограничено парой агрегатов. Позиции, относящиеся к другим технологическим операциям, и выходная часть линии не показаны.
Линия содержит шаговый шлеппер 1 с кантователями, встроенный в стационарный стеллаж, обрабатывающие агрегаты 2.1 и 2.2, разнесенные по сторонам стеллажа с взаимным смещением, механизмы подачи 3.1 и 3.2 и толкатель 4, установленные на соответствующих линиях агрегатов 2.1 и 2.2, и центрователь 5 на входной стороне стеллажа. Подводящий рольганг 6 оборудован механическим упором 7 для ориентирования поступающих рельсов передними (левыми) торцами относительно фронта обработки (по габаритам металла с учетом припуска). Для перемещения рельсов с подводящего рольганга 6 на передаточный стеллаж используется реечный сталкиватель 8.
В качестве обрабатывающих агрегатов могут быть использованы, например, фрезерные станки или агрегаты, оборудованные отрезными дисками.
Стационарные балки стеллажа на линиях обрабатывающих агрегатов 2 оборудованы рольгангами 9.1 и 9.2. На линии 2.1 рольганг выполнен приводным и оборудован концевым упором (для ориентирования укороченных рельсов). Ориентирование стандартного длинномерного профиля (при необходимости располовинивания припуска) выполняется относительно оси поточной линии центрователем 5.
Центрователь 5 представляет собой механизм из двух встречно направленных силовых цилиндров (разнесенных по габаритам стеллажа), штоки которых имеют синхронное перемещение.
Механизмы 3.1 и 3.2 подачи идентичны по конструкции и состоят каждый из подающей тележки с регулируемым ходом, несущей зажимное приспособление, утапливающееся в нерабочем состоянии ниже уровня стеллажа.
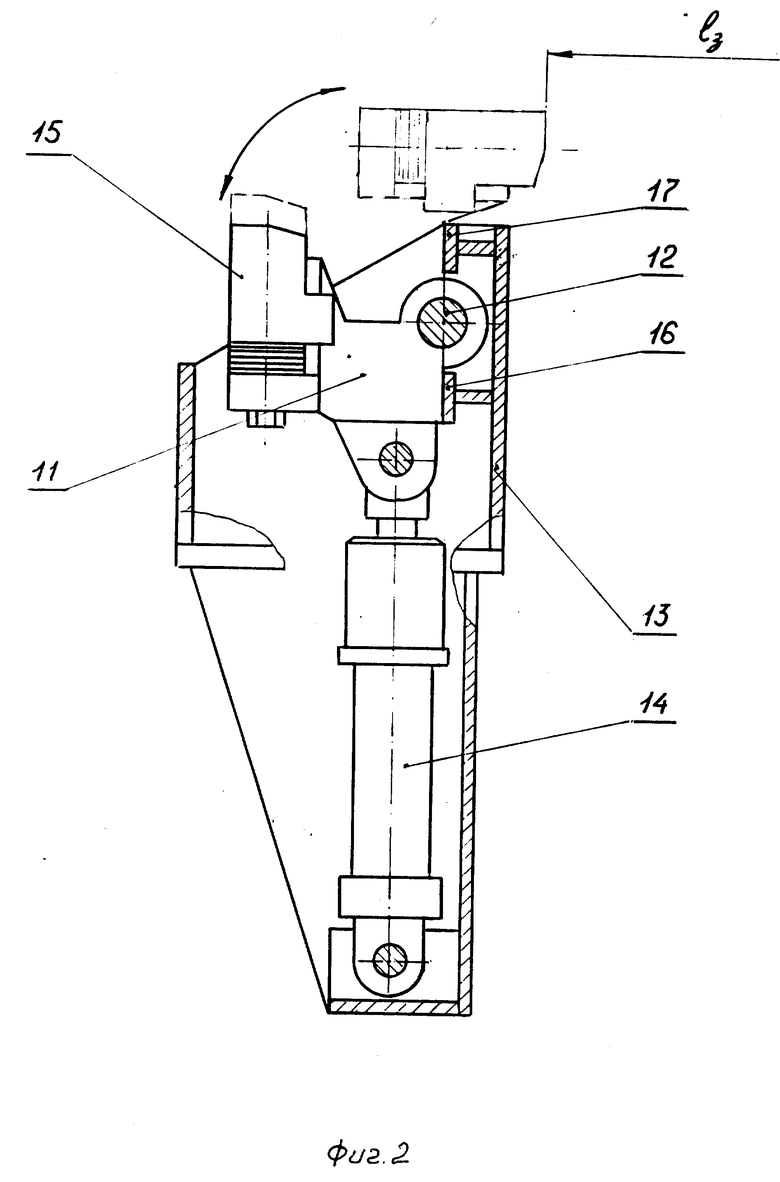
Толкатель 4 (фиг.2) содержит двуплечий рычаг 11, жестко смонтированный на оси 12, установленной с возможностью вращения в верхней части рамы 13. С одним плечом рычага 11 шарнирно связан шток силового цилиндра 14, корпус которого шарнирно закреплен на основании рамы 13. На втором плече рычага 11 закреплена рабочая головка 15. На верхней выступающей части рамы выполнен фиксирующий упор 16, а по другую сторону узла 11-12 второй фиксирующий упор 17. С упором 16 взаимодействует рычаг 11 при обратном ходе штока цилиндра 14. Упор 17 фиксирует рабочий поворот рычага 11.
Толкатель 4 на линии агрегата 2.2 монтируется с возможностью переустановки. Установочный параметр определяется заданным размером (Lз) профиля, а толкатель устанавливается таким образом, чтобы расстояние между рабочей поверхностью головки 15 в зафиксированном упором 17 положении и базовой плоскостью агрегата, зафиксированной по положению режущего инструмента в конце рабочего хода, было равно Lз. Для окончательной подстройки головка 15 толкателя имеет регулировочный паз и предусмотрен набор прокладок.
Обработку рельсов в процессе работы поточной линии с использованием заявляемого способа осуществляют следующим образом.
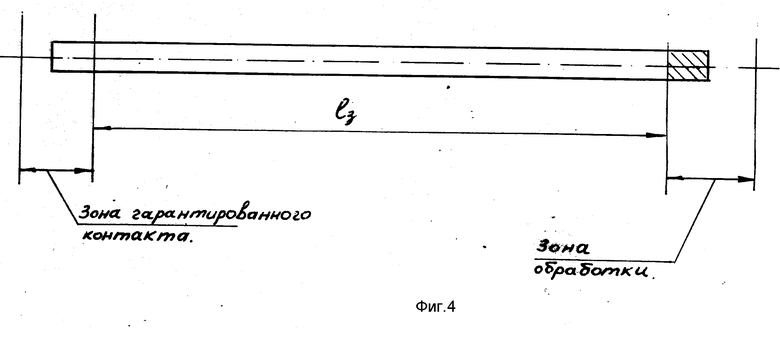
Предварительно при настройке линии на обрабатывающих агрегатах 2 фиксируют базовой отметкой положение режущих инструментов в конце рабочего прохода и определяют в соответствии с заданным параметром Lз установочное положение толкателя 4. Далее опытным путем получают (на отдельно взятом рельсе исходного профиля) величины подачи механизмов 3 (величину хода тележек). Причем промежуточную позицию для второго торца в зоне обработки выбирают из условия гарантированного контакта первого (обработанного) торца с головкой толкателя 4, в процессе рабочего хода последнего (см. фиг. 3,4).
В буферную зону линии рельсы подают пакетом (в положении "лежа на боку") рольгангом 6 с ориентированием пакета напротив обрабатывающих агрегатов упором 7. Из этого положения пакет реечным сталкивателем 8 сдвигают на стеллаж в зону работы шлеппера 1. Шлеппер 1 растаскивает рельсы (захватами) по одному на шаг установки с раскантовкой в процессе передачи в направлении к линии обрабатывающих агрегатов в положении "стоя на подошве". При необходимости располовинивания припуска рельс ориентируют относительно оси поточной линии центрователем 5.
Ориентированный таким образом рельс попадает на рольганг 9.1 первой линии. Здесь к нему подводят зажим механизма 3.1 и перемещают в рабочую зону агрегата 2.1 (с выходом торца за базовую отметку на заданную величину припуска). Рельс фиксируют на плите станка и обрабатывают снимают припуск торцовым фрезированием (или резкой торца пилой). При использовании комбинированных агрегатов циклы резки и сверления болтовых отверстий совмещены. После обработки рельс механизмом 3.1 возвращают в исходном положении на рольганге 9.1.
Следующим ходом шлеппер передает рельс на рольганг 9.2 линии второго обрабатывающего агрегата. Механизмом 3.2 устанавливают рельс в заданную (выбранной величиной подачи) промежуточную позицию, определяющую положение надлежащего обработке торца в рабочей зоне агрегата 2.2. с недоходом по припуску (фиг.3).
Затем на обработанный торец воздействуют толкателем 4. Для этого включают силовой цилиндр 14. Его шток, поднимаясь, поворачивает рычаг 11 на оси 12 по часовой стрелке. При этом рабочая головка 15 толкателя входит в контакт с обработанным торцом рельса, сдвигая его по роликам 9.2 (сила трения со стороны правого конца рельса, лежащего на рабочей плите агрегата, удерживает его от отскока). При достижении рычагом 11 упора 17 воздействие на левый торец прекращается. В этот момент левый (обработанный) торец занимает позицию, зафиксированную установочным параметром Lз толкателя 4, а в рабочей зоне агрегата 2.2 находится концевая часть, соответствующая фактическому припуску Δф на второй торец (фиг. 4).
В момент остановки рычага 11 связанный с осью 12 флажок взаимодействует с экраном индуктивного датчика, закрепленного на раме 13 (не показаны). По сигналу датчика переключают цилиндр 14 на обратный ход возвращают рычаг в исходное положение, фиксируют рельс прижимами в зоне агрегата и осуществляют обработку правого торца.
На этом процесс обработки рельса в размер заканчивается, обработанный рельс возвращают в исходное положение механизмом 3.2 и передают шлеппером 1 к другим технологическим позициям или на отводящий рольганг.
При смене габарита профиля (с получением стандарта 24 м) осуществляют переустановку толкателя 4 в положение, обусловленное новым значением параметра Lз, и задают ход тележки механизма 3.2 в соответствии с установленной для него величиной подачи. Величину подачи механизма 3.1 не изменяют - используют ту же величину, которая установлена для габарита 25 м.
В этом варианте выполнение способа ориентирование рельса осуществляют без операции центрирования. Распределение припуска на оба торца рельса происходит косвенным путем. Величина припуска на обработку левого торца регламентируется процессом базирования левого торца и величиной подачи механизма 3.1. Оставшаяся часть припуска приходится на второй (правый) торец.
Далее процесс установки рельса на агрегат 2.1 и обработки левого торца аналогичен описанному при получении габарита 25 м. После обработки левого торца рельс приводным рольгангом 9.1 перемещают вправо до остановки упором 10. Сориентированный таким образом рельс передают шлеппером 1 на рольганг 9.2 обрабатывающего агрегата 2.2. Установку в него и обработку правого торца осуществляют аналогично действиям, описанным при обработке в размер 25 м.
Использование способа в технологическом процессе отделки рельсов на типовых отечественных линиях позволит уменьшить отклонения в размерах получаемых рельсов (разброс по параметрам) и осуществлять обработку в поле допусков более высокого класса точности (отвечающего требованиям зарубежных стандартов). Кроме того, позволит с минимальными затратами на перенастройку механизмов подачи без замены оборудования линии, рассчитанной на габарит 25 м, получать стандарт 24 м.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ ПРОКАТА ПРЕИМУЩЕСТВЕННО СКРАПА ДЛИННОМЕРНОГО ПРОФИЛЯ НА ЧАСТИ | 1995 |
|
RU2082565C1 |
| Поточная линия для обработки железнодорожных рельсов | 2023 |
|
RU2805684C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ФИКСИРОВАНИЯ ЗАГОТОВОК | 1995 |
|
RU2080229C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРЯМОЛИНЕЙНОСТИ РЕЛЬСОВ | 1998 |
|
RU2151705C1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197342C2 |
| Способ закалки концов рельсов с прокатного нагрева | 1989 |
|
SU1663035A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2102164C1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ КОЛИЧЕСТВА ЗАГОТОВОК МЕЖДУ ПРИЕМНЫМ РОЛЬГАНГОМ НАГРЕВАТЕЛЬНЫХ ПЕЧЕЙ И РОЛЬГАНГОМ КЛЕТИ СТАНА | 1995 |
|
RU2082997C1 |
| Линия термической резки листов | 1987 |
|
SU1518094A1 |

Использование: изобретение относится к производству железнодорожных рельсов широкой колеи. Может быть использовано на поточных линиях отделки при обработке торцов. Существо: способ предусматривает получение заданного размера профилей поочередной обработкой его торцов резанием. Рельс на позиции обрабатывающих агрегатов передают последовательно в ориентированном поперечном положении с помощью шагового шлеппера. Продольное перемещение рельса в рабочие зоны агрегатов осуществляют с использованием индивидуальных механизмов подачи с зажимными органами. Установку рельса ведут со смещением торца относительно базовой плоскости, соответствующей положению режущего инструмента в конце рабочего прохода, из расчета наличия припуска. Величину припуска корректируют на втором торце - учитывают фактор возможного относительного проскальзывания рельса при перемещениях в захватах шлеппера к зажимам механизмов подачи. Для этого установку рельса на втором станке выполняют двумя последовательными подачами. Сначала рельс перемещают зажимным механизмом до выхода второго торца в заданную промежуточную позицию в зоне обработки станка. Затем прикладывают осевое усилие к обработанному первому торцу и сдвигают рельс до выхода этого торца в позицию, отстоящую от базовой плоскости на расстоянии, равном заданному размеру профиля. Для создания усилия может быть использован толкатель с фиксируемым в указанной позиции рабочим ходом. Такая корректировка смещения при втором позиционировании обеспечивает стабилизацию параметров в получаемых рельсах по длине и обработку в размере с более узкими допусками. 1 з.п. ф-лы, 4 ил.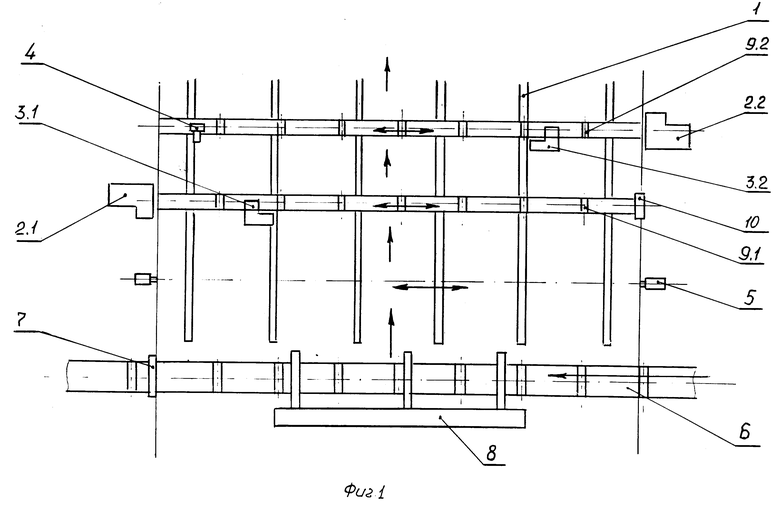
| Технологическая инструкция "Обработка рельсовых профилей в отделении отделки рельсобалочного цеха" | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
