Предлагаемое изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при разборке звеньев рельсошпальной решетки на производственных базах путевых машинных станций.
Известна линия для разборки звеньев (Авт.св. СССР N 485043. Устройство для транспортирования и производства сборочно-разборочных операций с рельсовыми звеньями. М. кл. B 65 G 25/04 // E 01 B 29/00. Э. Т.Лончаков, Б.П. Петропавловский. Путевые машины для звеносборочных и звеноразборочных работ. М. : Транспорт, 1984, с. 148 - 161), содержащая подвижные по направляющим тележки, подъемный стол, смонтированный в зоне поочередного въезда тележек, позиции с технологическим оборудованием, включающем кран для погрузки на тележку звеньев, уборки рельсов, пачек шпал и скреплений, разборочный агрегат, пакетировщик шпал. Последовательные группы технологических операций выполняются одновременно и независимо друг от друга, однако в такой конструкции линии заложены цикловые потери времени за счет холостого возврата тележек и, кроме того, не предусмотрена позиция для технологического оборудования по снятию пружинных противоугонов. Операция по снятию пружинных противоугонов производится вручную на звене перед его установкой на тележку. Кроме того, что эта операция выполняется вручную, противоугоны оказываются разбросанными в беспорядке по всей зоне производства этой работы.
Известна поточная линия (Авт.св. СССР N 1451080. Поточная линия для сборки звеньев железнодорожного пути. кл. B 65 G 35/08 // E 01 B 29/24. Ю.А. Орлов, А. В. Егиазарян. Производственные базы путевых машинных станций. М.: Транспорт, 1986, с. 38), включающая параллельно расположенные прямой и обратный потоки, которые снабжены транспортирующими приспособлениями, позициями с технологическим оборудованием и передаточными агрегатами, замыкающими между собой потоки. Транспортирующие приспособления выполнены в виде установленных на направляющих и не связанных между собой тележек-спутников, длина каждой из которых соответствует длине звена пути. Механизмы продольного перемещения тележек выполнены стационарными и размещены на каждой позиции и между позициями так, что расстояние между смежными механизмами не превышает длины тележки-спутника. Последовательные группы технологических операций на отдельных позициях выполняются одновременно и независимо друг от друга, причем или на остановленной на позиции тележке или в процессе ее непрерывного или дискретного перемещения. Отсутствуют цикловые потери времени за счет непрерывного последовательного перемещения тележек-спутников по замкнутой прямоугольной трассе. Работа на лимитирующих позициях может вестись непрерывно.
Однако размещение позиций вдоль параллельных прямого и обратного потоков требует большого широтного габарита такого технологического оборудования, как устройство для установки на тележку-спутник подлежащих разборке звеньев, устройств для работы с рельсами. Установку звеньев на тележку-спутник предусмотрено производить козловыми кранами, под порталами которых размещается линия. Не предусмотрено место установки устройства по снятию пружинных противоугонов. Все это снижает технологические возможности линии.
Требуется поточная линия для разборки звеньев рельсошпальной решетки с деревянными шпалами и костыльным прикреплением элементов звена большой производительности за счет отсутствия цикловых потерь и ритмичной работы ее технологического оборудования за счет одновременного и независимого выполнения последовательных групп технологических операций как на остановленной на позиции тележке-спутнике, так и в процессе ее непрерывного или дискретного перемещения. В составе технологического оборудования должно быть предусмотрено размещение устройства для установки на тележку-спутник подлежащего разборке звена, широтные габариты которого должны соответствовать ширине одного звена, а также размещение устройства по снятию пружинных противоугонов в месте, исключающем смешивание снимаемых противоугонов с остальными элементами скреплений.
Для этого в известной поточной линии, включающей параллельно расположенные прямой и обратный потоки с размещенными на их направляющих не связанными между собой тележками-спутниками, длина каждой из которых соответствует длине отдельного звена пути, передаточные агрегаты, замыкающие между собой потоки, позиции с технологическим оборудованием, механизмы продольного перемещения тележек-спутников, установленные стационарно на каждой позиции и между позициями так, что расстояние между смежными механизмами не превышает длины тележки-спутника, прямой поток с одной из внешних сторон прямоугольного контура замкнутой трассы перемещения тележек-спутников дополнительно оборудован направляющими для тележки-спутника и объемлющими их направляющими для подвижного по ним устройства установки звеньев на тележку-спутник, а с противоположной стороны над передаточным агрегатом смонтировано устройство для снятия рельсов с тележки-спутника, с внешней стороны контура трассы перемещения тележек-спутников смонтировано устройство для снятия пружинных противоугонов, накопитель рельсов и устройство для пакетирования рельсов.
При этом устройство для снятия рельсов представляет собой смонтированную на порталах перемещаемую вдоль них грузоподъемную траверсу с рольгангом в виде последовательно установленных на ней пар самозамыкающихся под головку рельса роликов. Устройство для снятия пружинных противоугонов выполнено в виде приводного маховика, оснащенного ударниками. Устройство для пакетирования рельсов выполнено в виде порталов с траверсами, оборудованными захватами в виде Г-образных крючьев, поворотных на 90o вдоль и поперек головки рельса.
Наличие направляющих для тележек-спутников с одной из внешних сторон прямоугольного контура замкнутой трассы перемещения тележек-спутников позволяет тележке-спутнику через передаточный агрегат покинуть прямоугольный контур трассы для снабжения ее звеном устройством, ширина которого соответствует ширине звена. Технологические операции по снабжению тележки-спутника звеньями при этом выполняются на покоящейся на позиции тележке-спутнике одновременно с другими группами технологических операций на своих позициях и независимо друг от друга.
Размещение устройства для снятия пружинных противоугонов с противоположной внешней стороны контура трассы перемещения тележек-спутников позволяет снимать и накапливать противоугоны со своим темпом перемещения обрабатываемого рельса одновременно с другими группами технологических операций на своих позициях и независимо от них и при этом не в месте накопления остальных скреплений, производимых на позиции разборки звена, где ко всему прочему затруднительно работы по разборке звена и отделению противоугонов выполнять независимо друг от друга.
Размещение устройства для снятия пружинных противоугонов с противоположной внешней стороны контура трассы перемещения тележек-спутников позволяет снимать и накапливать противоугоны со своим темпом перемещения обрабатываемого рельса одновременно с другими группами технологических операций на своих позициях и независимо от них и при этом не в месте накопления остальных скреплений, производимых на позиции разборки звена, где ко всему прочему затруднительно работы по разборке звена и отделению противоугонов выполнять независимо друг от друга.
Одновременное и независимое выполнение последовательных групп технологических операций предопределяется выполнением их на своей независимо перемещаемой на позиции и между позициями тележке-спутнике, а также путем устройства цепочки технологического оборудования по обработке рельсов с обязательным присутствием в ней оперативного накопителя обработанных рельсов.
Отсутствие цикловых потерь предопределяется последовательным перемещением тележек-спутников по замкнутому контуру, без совершения ими холостых перемещений в их генеральном перемещении по контуру и с последующим перемещением только вперед по ходу технологического процесса снятых с тележки-спутника для последующей обработки рельсов.
Установка устройства для снятия рельсов с тележки-спутника над передаточным агрегатом и оснащение его траверсой с рольгангом в виде последовательно размещенных пар самозамыкающихся под головку рельса роликов позволяет при компоновке линии уменьшить ее длину, осуществляя при этом возможность продольного перемещения рельса с противоугонами на его подошве.
Выполнение устройства для снятия пружинных противоугонов в виде приводного маховика с ударниками позволяет автоматизировать снятие противоугонов простыми средствами.
Наличие устройства для пакетирования рельсов с траверсами, оборудованными захватами в виде Г-образных крючьев, поворотных на 90o вдоль и поперек головки рельсов позволяет брать рельсы с накопителя, где они располагаются вплотную друг к другу подошвой к подошве и скомплектовать подвижный на транспортной рельсовой тележке пакет рельсов, вертикально размещаемые ряды в котором также состоят из расположенных вплотную друг к другу подошвой к подошве рельсов.
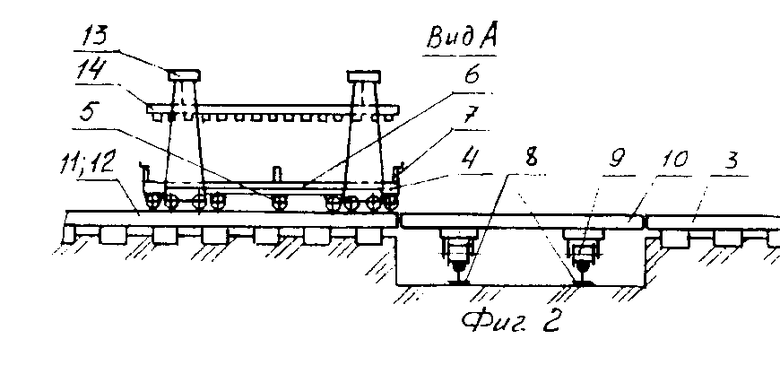
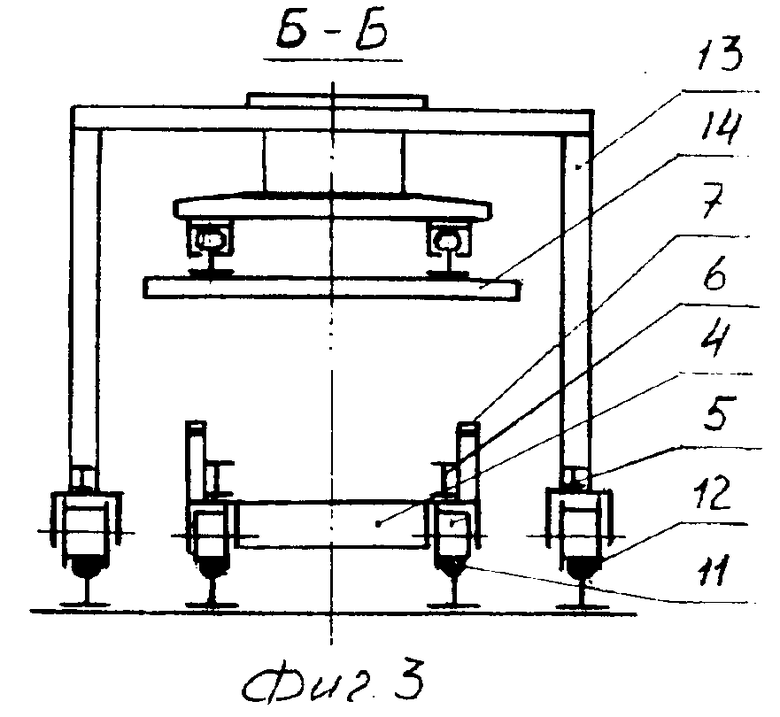
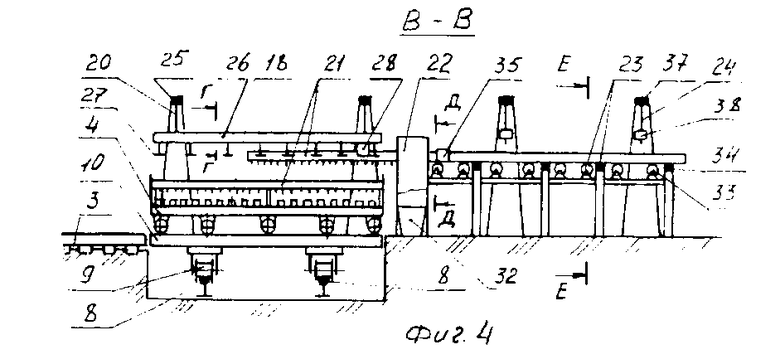
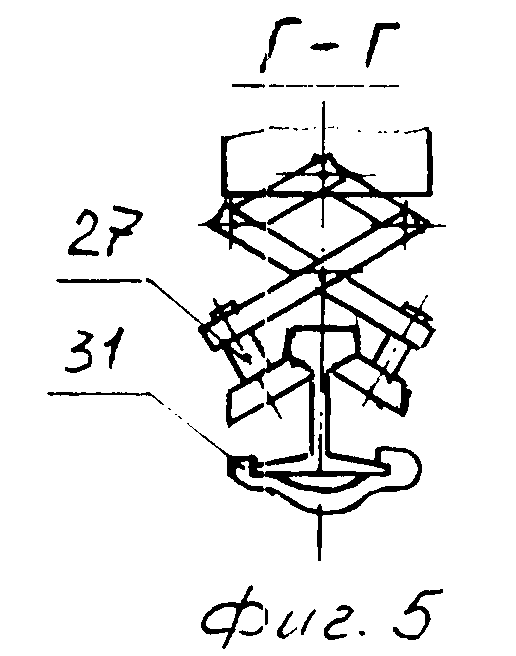
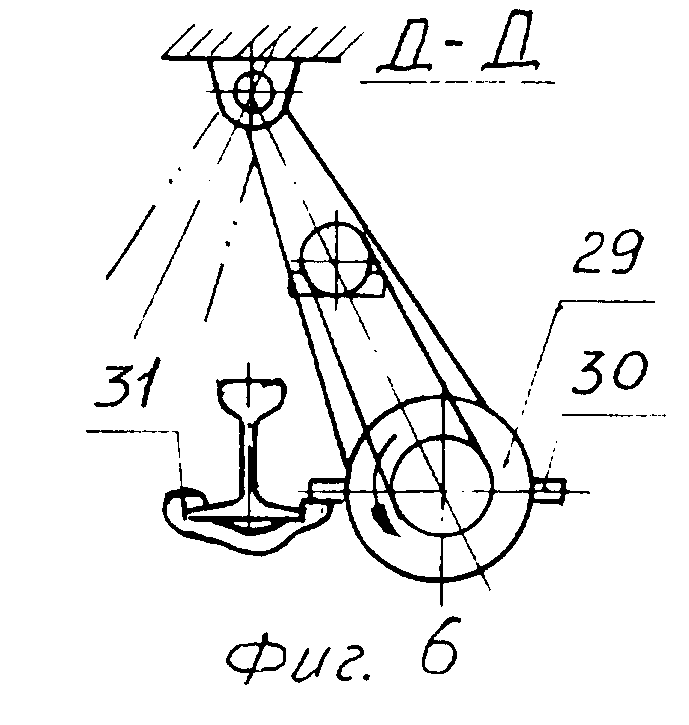
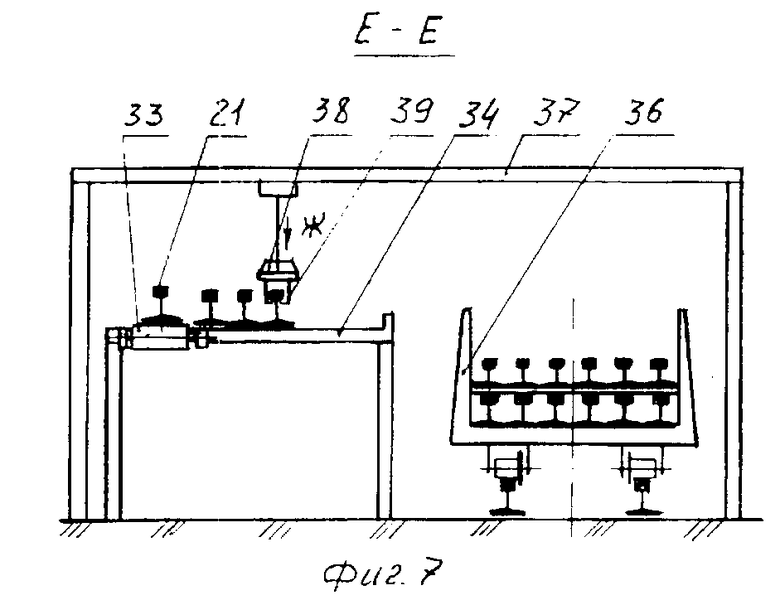
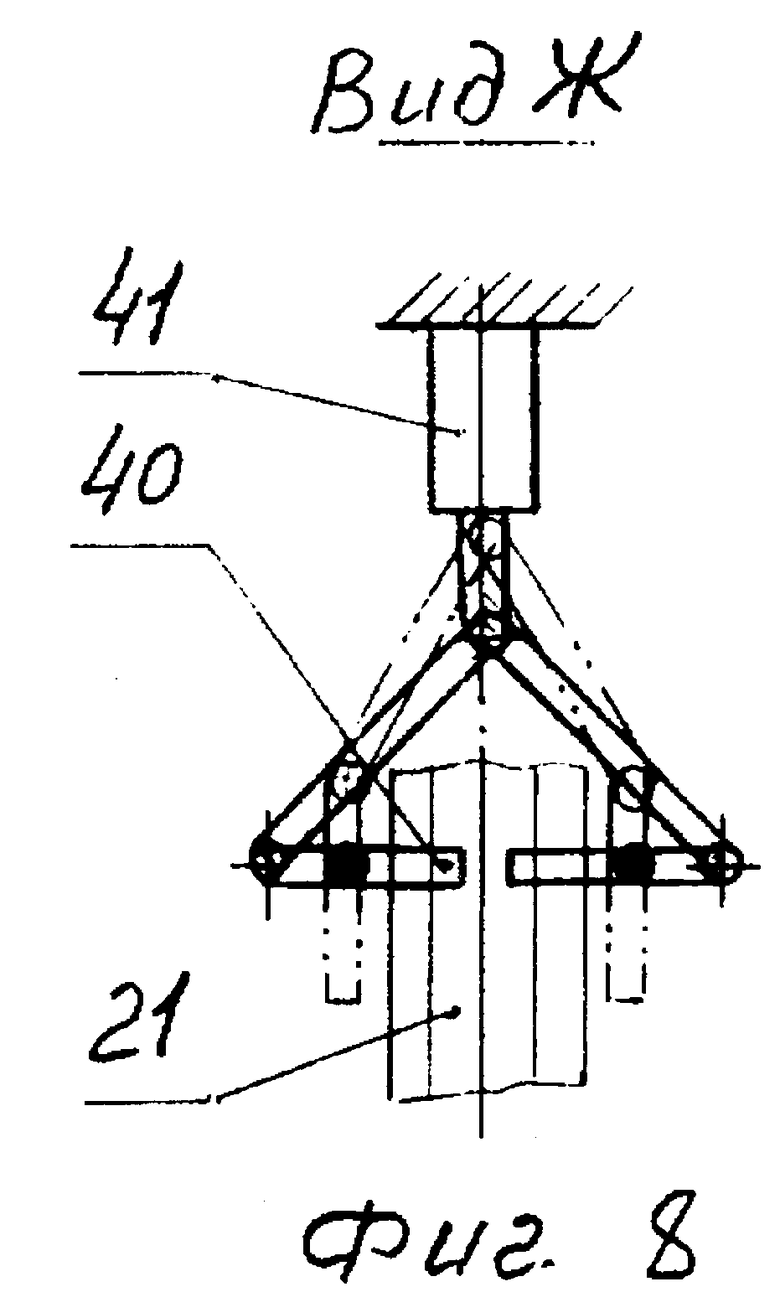
На фиг. 1 схематически изображен общий вид линии, план; на фиг. 2 - вид А на фиг. 1, вид сбоку на устройство установки звеньев на тележку-спутник; на фиг. 3 - разрез Б-Б на фиг. 1, вид с торца на устройство установки звеньев на тележку-спутник; на фиг. 4 - разрез В-В на фиг. 1, вид сбоку на устройство для снятия рельсов с тележки- спутника, устройство снятия пружинных противоугонов, рельсовый накопитель и устройство для пакетирования рельсов; на фиг. 5 - разрез Г-Г на фиг. 4, пара самозамыкающихся под головку рельса роликов; на фиг. 6 - разрез Д-Д на фиг. 4 - приводной маховик с ударниками устройства для снятия пружинных противоугонов; на фиг. 7 - разрез Е-Е на фиг. 1 и 4, вид с торца на накопитель рельсов и устройство для пакетирования рельсов; на фиг. 8 - вид Ж на фиг. 7 - вид в плане рельсового захвата.
Поточная линия для разборки звеньев рельсошпальной решетки железнодорожного пути включает в себя параллельно расположенные прямой 1 и обратный 2 потоки, на направляющих 3 которых размещены не связанные между собой тележки-спутники 4, длина каждой из которых соответствует длине звена. Каждая тележка-спутник представляет собой расставленные с определенным шагом ходовые тележки 5 и связанные между собой продольными балками 6. Кроме того, каждая тележка-спутник оборудована тремя парами стоек 7, располагаемыми по ее концам и в середине.
На концах прямого 1 и обратного 2 потоков перпендикулярно их направляющим 3 смонтированы направляющие 8 для размещения на них передаточных агрегатов, выполненных в виде подвижных по направляющим 8 платформ 9 со смонтированными на них направляющими 10 для наезда и перемещения по ним тележек-спутников 4.
Прямой поток 1 с одной из внешних сторон образованного направляющими 3 прямого 1 и обратного 2 потоков и направляющими 10 и 8 передаточных агрегатов прямоугольного контура замкнутой трассы перемещения тележек-спутников 4 оборудован направляющими 11 для тележек-спутников. Вдоль направляющих 11, объемля их, смонтированы направляющие 12 для установки на них подвижного по ним устройства 13 для установки звеньев 14 на тележку-спутник 4. Габариты устройства 13 по длине и ширине соответствуют длине и ширине устанавливаемого на тележку-спутник звена.
Вдоль потоков линии размещены технологические позиции 1-Х с технологическим оборудованием для выполнения работ по разборке звеньев. На позиции 1 размещено устройство 13 для установки звеньев на тележку, на позициях II, X и IV, VIII - передаточные агрегаты для перемещения тележек-спутников с одного параллельного потока на другой. На позиции III размещен разборочный агрегат 15 по разделению звена на составляющие его элементы с отводом скреплений для их накопление в бункере 16. На позиции IX размещено устройство 17 для снятия шпал 18 с тележки-спутника, их сортировки и формированию бунта шпал каждого сорта.
На позициях I, III, IX, на платформах 9 передаточных агрегатов позиций II, X и IV, VIII, а также между позициями III, IV, и IX, X смонтированы механизмы 19 продольного перемещения тележек-спутников так, что расстояние между смежными механизмами не превышает длины тележки-спутника для последовательного перемещения каждой тележкой-спутником каждого агрегата технологического оборудования по контуру замкнутой трассы перемещения тележек-спутников.
На позициях IV, VIII, над передаточным агрегатом, смонтировано устройство 20 для снятия рельсов 21 с тележки-спутника. С внешней стороны контура трассы перемещения тележек-спутников на позиции V смонтировано устройство 22 для снятия пружинных противоугонов. На позиции VI смонтирован накопитель 23 рельсов, а на позициях VI, VII смонтировано устройство 24 для пакетирования рельсов.
Устройство 20 для снятия рельсов с тележки-спутника представляет собой объемлющую передаточный агрегат портальную конструкцию 25, снабженную перемещаемой вдоль порталов траверсой 26. Траверса 26 оборудована рольгангом в виде последовательно вдоль нее шарнирно подвешенных пар самозамыкающихся под головку рельса роликов 27. Траверса оборудована также устройством 28 продольной подачи рельса.
Устройство 22 для снятия пружинных противоугонов выполнено в виде смонтированного на его портальной раме приводного маховика 29, оснащенного ударниками 30. Рама приводного маховика 29 подвешена шарнирно для возможности снятия противоугонов 31 с одной или другой стороны рельса при реверсировании вращения маховика и снабжена регулируемыми роликами (на чертежах не показано), контактирующими с подошвой рельса для регулировки положения ударников 30 относительно подошвы рельса. Устройство 22 снабжено отбивными щитами и бункером 32 для улавливания и накопления снимаемых противоугонов.
Накопитель 23 рельсов представляет собой рольганг из гладких цилиндрических роликов 33 и размещенных между роликами опор 34 для приема рельсов при их боковой сдвижке с роликов рольганга (устройство для сдвижки рельсов на чертежах не показано). В начале рольганга накопителя рельсов смонтирован механизм 35 продольного перемещения рельса.
Устройство 24 для пакетирования рельсов представляет собой объемлющую накопитель 23 рельсов и тележку 36 для формирования на ней пакета рельсов портальную конструкцию 37, снабженную перемещаемой вдоль порталов грузоподъемной траверсой. Траверса оборудована захватами 39, Г-образные крючья 40 которых поворотным силовым цилиндром 41 на 90o вдоль и поперек головки рельса 21, что позволяет захватывать и освобождать головку рельса при наличии рядом расположенных рельсов.
Работает линия следующим образом.
В основном технологическом процессе занято четыре тележки-спутника (на фиг. 1 они показаны на позициях I, III, IV и IX), каждая из которых последовательно проходит позиции I - IV и VIII - X, II, I.
На позиции I производится загрузка тележки-спутника подлежащим разборке звеном. Звено на тележку-спутник укладывается путем опирания его рельсов на стойки тележки-спутника. Эта технологическая операция осуществляется на стоящей на позиции тележке-спутнике. Пакеты звеньев 42, откуда берутся звенья устройством 13 для погрузки их на тележку- спутник, располагаются между направляющими 12 за пределами направляющих 11. Пакеты звеньев могут располагаться неподвижно на площадке между направляющими 12 или же на тележках, эстакаде, роликовых платформах и т.п. для оперативной доставки пакетов звеньев в ближнюю зону достижения их устройством 13.
Тележка-спутник с погруженным на нее звеном скоростными механизмами 19 продольного перемещения тележки-спутника, установленными на позиции I и платформе передаточного агрегата, находящейся на позиции II, перемещается к позиции III.
На позиции III производится разборка звена. Эта технологическая операция производится на дискретно перемещаемой от шпалы к шпале тележке-спутнике механизмом 19 ее продольного перемещения, установленным на позиции III. В процессе разборки шпалы отделяются от рельсов и укладываются на продольные балки 6 тележки-спутника, отделяемые скрепления (подкладки с костылями) отводятся в сторону и накапливаются в бункере 16, а рельсы с неотделенными от них пружинными противоугонами остаются покоиться на стойках 7 тележки-спутника.
Как только на тележке-спутнике на позиции III заканчивается обработка последней шпалы звена, она тотчас убирается с позиции скоростным механизмом 19, установленным между позициями III и IV, а на позицию III тотчас же скоростным механизмом 19, установленным на платформе передаточного агрегата, находящейся на позиции II, подается очередная тележка-спутник с погруженным на ее стойки звеном. Таким образом, работа технологического оборудования позиции III ведется непрерывно, определяя общую производительность линии.
Расстояние между концом позиции II и позицией III равно длине тележки и независимое выполнение операций на позиции III и I гарантируется в этом случае разновременными затратами труда на позициях III и I, так как сама погрузка звена на тележку-спутник на позиции I занимает много меньше времени, чем работа по разборке звена на позиции III, тем более, что работа по доставке звена на позицию I ведется одновременно с работой на других позициях во время отсутствия тележки-спутника на позиции I. Позиция II в этом случае выполняет чисто передаточные функции.
Тележка-спутник с разобранным звеном подается на позицию IV скоростным механизмом 19, установленным между позициями III и IV и скоростным механизмом 19, установленным на платформе 9 передаточного агрегата, находящейся на позиции IV. Расстояние между началом позиции IV и позицией III равно двум длинам тележки-спутника и, таким образом, тележка-спутник с разобранным звеном может находиться в этой зоне в то время, когда очередная тележка-спутник со звеном обрабатывается на позиции III, а позиция IV еще не готова к приему тележки-спутника, в чем и усматривается независимость выполнения технологических операций на смежных позициях III и IV, где на позиции III производится постепенная при дискретном перемещении тележки-спутника работа с каждым однотипным элементом звена, а на позиции IV - сразу на всем протяжении звена на покоящейся на позиции тележке-спутнике.
На позиции IV со стоек тележки-спутника снимаются рельсы, причем по одному, а освободившаяся от рельсов тележка-спутник перемещается на позицию VIII, откуда она скоростным механизмом 19 платформы передаточного агрегата подается на позицию IX.
На позиции IX при постепенном периодическом или непрерывном перемещении тележки-спутника рабочим механизмом 19 позиции с нее устройством 17 снимаются шпалы, сортируются и из каждого сорта формируется бунт шпал для его последующей отгрузки на склад. Освободившаяся тележка-спутник скоростным механизмом 19, установленным между позициями IX и X и скоростным механизмом 19 платформы передаточного агрегата, установленной на позиции X подается на платформу передаточного агрегата для транспортировки ее на позицию I за очередным звеном. Расстояние в две длины тележки-спутника между позициями IX и X позволяет разместить в этой зоне пустую тележку в ожидании платформы передаточного агрегата, не мешая при этом снятию шпал с очередной тележки-спутника. Таким образом производится перемещение каждой тележки-спутника по замкнутому контуру с выполнением на ней технологических операций на размещенных по контуру перемещения тележек-спутников технологических позициях.
На позиции IV рельс 21 со стоек тележки-спутника снимается траверсой 26 устройства 20. При опускании траверсы на рельс каждая пара роликов 27 ее рольганга размыкается автоматически при взаимодействии роликов с головкой рельса под действием собственной тяжести и тяжести траверсы, чему способствует диаметр, конфигурация, угол установки пары роликов. При подъеме траверсы ролики автоматически самозамыкаются. Конфигурация роликов соответствует подголовочному контуру рельса и позволяет перекатывать по ним рельс после его подъема.
Захваченный рольгангом траверсы 26 рельс перемещается в зону действия снимателя 22 противоугонов и устанавливается на одной оси с рольгангом накопителя 23 рельсов, образуя единый рольганг для продольного по нему перемещения рельса, в разрыве которых установлено устройство 22 для снятия пружинных противоугонов. Рольганг траверсы позволяет переместить по нему опертый на головку рельс с противоугонами на его подошве, а рольганг накопителя принимает рельс на его подошву, освобожденную от противоугонов.
Для первоначального перемещения рельса, для ввода его на ролики рольганга накопителя используется устройство 28 продольной подачи рельса, смонтированное на траверсе и используемое также в качестве тормозного устройства при перемещении рельса траверсой, а рабочее перемещение рельса во время снятия с него противоугонов и приема его рольгангом накопителя осуществляется механизмом 35. Механизмом 35 рельс перемещается с постоянной равномерной скоростью, с постоянной угловой скоростью вращается маховик 29 с ударниками 30, которыми и сбиваются поступающие в зону действия ударников противоугоны. Шарнирно подвешенный маховик снабжен щупом, вынесенным в сторону подаваемых к маховику противоугонов для контакта с концом неправильно установленного противоугона для выработки сигнала о немедленной остановке подаваемого рельса.
Снимаемые противоугоны накапливаются в емкости 32 для последующей их отгрузки на склад, а освобожденный от противоугонов и принятый рольгангом накопителя рельс смещается на его опоры 34, освобождая рольганг для приема очередного рельса. Смещаемый с рольганга рельс своей подошвой смещает ранее смещенный рельс, накапливая таким образом на опорах 34 накопителя ряд установленных подошва к подошве рельсов.
Работа по снятию рельсов с тележки-спутника на позиции IV, их обработке по снятию с них противоугонов на позиции V и приему освобожденных от противоугонов рельсов на позиции VI ведется одновременно с другими работами на других позициях. Как только с тележки-спутника снимается второй рельс, она уже может перемещаться на позицию VIII. Работа на позициях VI и VII по уборке с накопителя рельсов и формированию из них подвижного на тележке 36 пакета рельсов производится за счет экономии времени при обработке рельсов, которая производится быстрее, нежели разборка звеньев на позиции III. Наличие накопителя рельсов позволяет приступить к погрузке рельсов на тележку 36 после обработки рельсов при их поодиночном снятии с тележки-спутника и во время до поступления на позицию IV очередной тележки-спутника.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2115782C1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ И ПАКЕТИРОВАНИЯ ДЕРЕВЯННЫХ ШПАЛ | 1997 |
|
RU2130420C1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2128758C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ СКРЕПЛЕНИЙ | 1997 |
|
RU2126474C1 |
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ ТЕЛЕЖЕК ТРАНСПОРТНОГО СРЕДСТВА | 1995 |
|
RU2099222C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2004 |
|
RU2260089C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373320C1 |
| СПОСОБ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ ПРИ БЕСПОДКЛАДОЧНОМ ТИПЕ СКРЕПЛЕНИЙ | 2010 |
|
RU2437979C1 |
| ТРАНСПОРТНАЯ СИСТЕМА ЛИНИИ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2235820C2 |
Сущность изобретения: поточная линия содержит параллельно расположенные прямой и обратный потоки с размещенными на их направляющих тележками-спутниками, передаточные агрегаты по концам потоков, позиции с технологическим оборудованием, механизмы продольного перемещения тележек-спутников, при этом прямой поток с одной из внешних сторон прямоугольного контура замкнутой трассы перемещения тележек оборудован направляющими для тележки-спутника и объемлющими их направляющими для устройства установки звеньев на тележку-спутник, а с противоположной стороны над передаточным агрегатом смонтировано устройство для снятия рельсов с тележки-спутника, с внешней стороны контура трассы перемещения тележек-спутников смонтировано устройство для снятия пружинных противоугонов, накопитель рельсов и устройство для пакетирования рельсов. Обеспечивается ритмичная работа технологического оборудования линии за счет одновременного и независимого выполнения последовательных технологических операций. 3 з.п.ф-лы, 8 ил.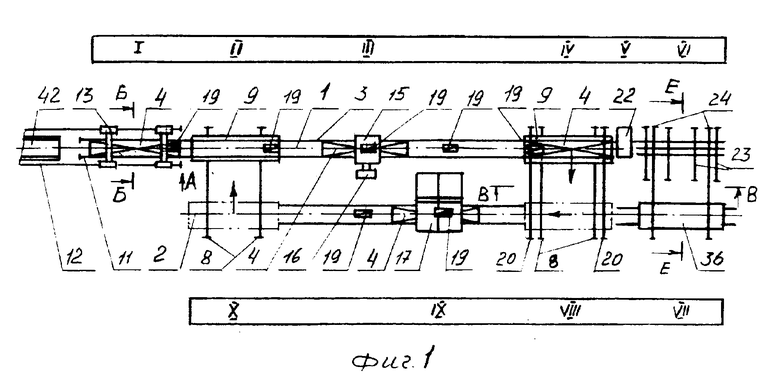
| SU, авторское свидетельство, 1451080, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

