Изобретение относится к литейноу производству и может быть использовано при изготовлении фасонных отивок с тонкими стенками и тепловыми узлами, например роторов, крыльчаток, 5 методом литья в формы, вращаемые вокруг вертикальной оси.
Цель изобретения - повышение коэффициента использования металла (КИМ).
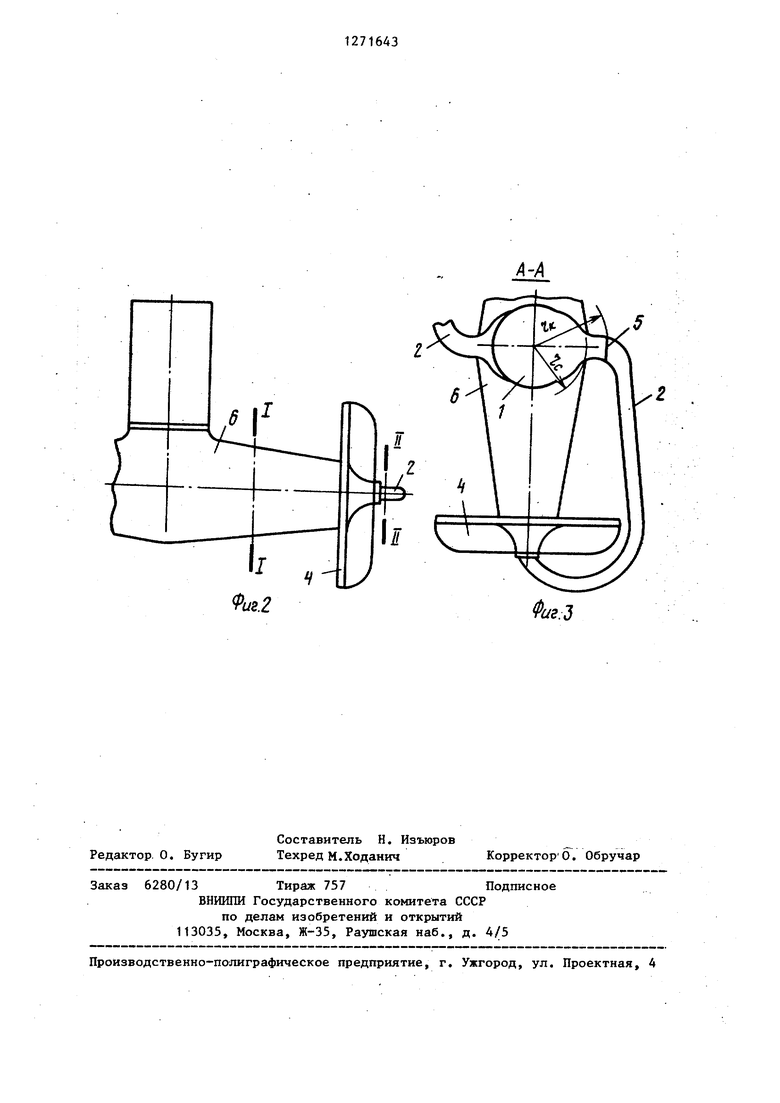
На фиг..-1 изображена литниковая О система, разрез по оси вращения; на фиг. 2 - то же, вид сверху; на фиг. 3разрез А-А на фиг. 1.
К центральному стояку 1 круглого сечения подсоединены литники 2, рас- 5 плав в которые направляется с помощью рассекателя 3, выполненного тонкостенным по образующей тепловых узлов 4 отливок с припуском на питание и предупреждающего проникновение (за- 20 текание) расплава в прибыль до окон чания заполнения отливки тем, что свободные края рассекателя 5 размещены в областях входных полостей литников 2. Как указано на чертеже, г - 25 радиус свободного края рассекателя больше радиусастояка. При этом рассекатель выполнен пористым, что обеспечивает связь прибыльной части стояка с атмосферой для предупреж- зо дения образования воздушных мешков под рассекателем и интенсифицирует работу прибыли 6. При обрубке от прибылей отливки отделяют по линиям I-I и II-II.,Работа предлагаемой литниковой системы происходит следующим образом. Заливка расплава во вращающуюся форму сопровождается направле.нием его потока посредством рассека- ния в литники и заполнением формы, Спо- Q койное заполнение формы расплавом, начиная с дальней от оси вращения части, предупреждает разбрызгивание потока и образование таких дефектов, как корольки, недоливы, спаи. После окончания заполнения формы гидравлическое сопротивления литника, увеличивается и расплав продолжает течение из верхней части центрального стояка в нижнюю,находящуюся под рассекателем, огибая свободный край рассекателя до окончания заполнения прибыльной части стояка. Здесь путь расплава сокращается, сокращаются его тепловые потери, металл в прибыль поступает горячим. При затвердевании отливок )массивный центральный стояк эффективно питает тепловые узлы и металл стояка расходуется более рационально.
Использование массы центрального стояка как прибьши для тепловых узлов отливок позволяет за счет образования одной усадочной равковины при питании нескольких отливок сократить расход металла на прибыли.
Формула изобретения
Литниковая система для центробежного литья с вертикальной осью вращения, содержащая центральный стояк, литники, подводящие расплав к дальней от оси вращения части отливки, и прибыль,, расположенную на оси вращения под стояком, отличающаяся тем, что, с целью повьшения коэффициента использования металла, она снабжена рассекателем, выполненным в виде пластины, и расположенным между прибылью и стояком, при этом, края рассекателя расположены в полости входной части литника.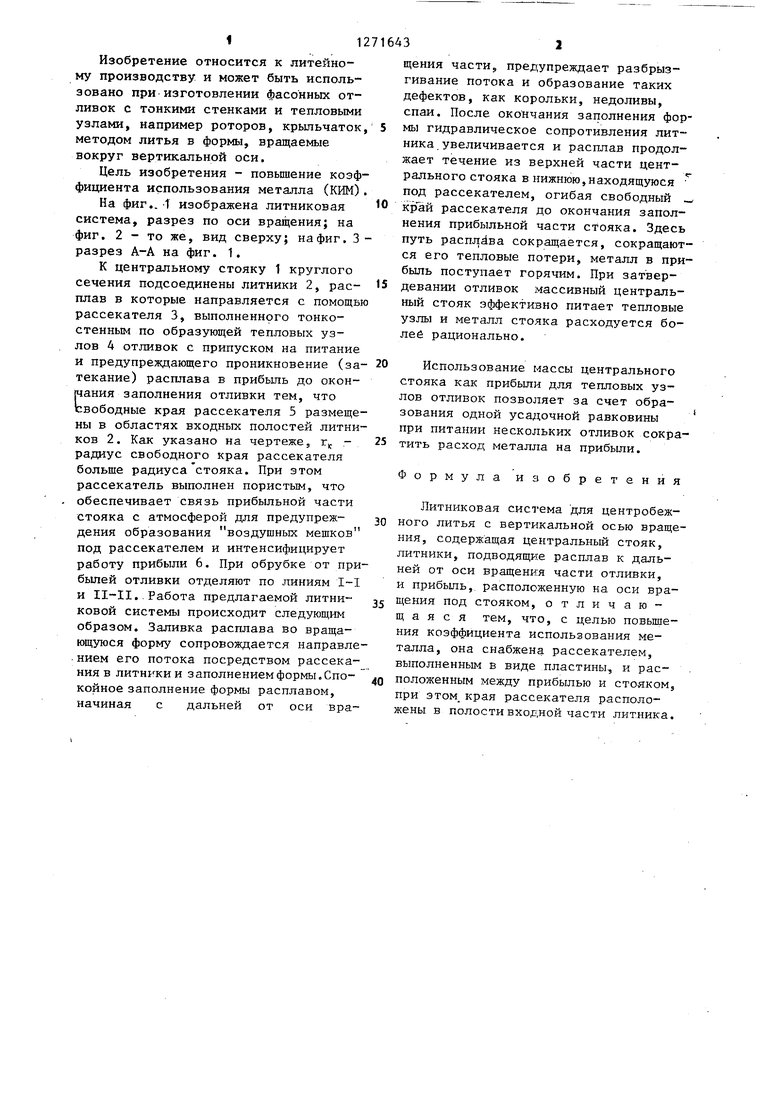
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1338967A1 |
| Способ центробежного литья с вертикальной осью вращения и форма для его осуществления | 1985 |
|
SU1338968A1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314892C1 |
| Литейная стопочная форма | 1980 |
|
SU900958A2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Способ изготовления полых фасонных деталей | 2017 |
|
RU2663788C1 |
| Способ получения отливок | 1989 |
|
SU1694335A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2001 |
|
RU2192332C1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении фасонных отливок с тонкими стенками и тепловыми узлами, например роторов, крыльчаток, методом литья в формы, вращаемые вокруг вертикальной оси. Цель изобретения - повьшение козффициента использования металла, которая достигается повьшением эффективности действия прибьшьной части отливки. Литни-ковая система состоит из центрального стояка 1, литников 2,.в которые расплав направляется с помощью рассекателя 3, выполненного по образующей тепловых узлов 4 отливок. Свободные края 5 рассекателя 3 размещены в областях входных полостей литников 2. Повышение эффективности действия прибыли (Л достигается направлением последних горячих порций расплава в с прибыльную часть отливки. 3 ил. IsD чЗ Од 4ib 00
| Филин Ю.А | |||
| и Исаев А.С | |||
| Литейщик новых судостроительных сплавов | |||
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
| Литниковая система для центробежно-гО лиТья C ВЕРТиКАльНОй ОСью ВРАщЕНия | 1979 |
|
SU850268A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
