1 .
Изобретение относится к литейному производству, в частности к получе- ;ншо отливок в песчаных формах с кри- сталлизацией металла при избыточном давлении на прибыль.
Целью изобретения является повьг- шение качества отливок и уменьшение расхода формовочной смеси.
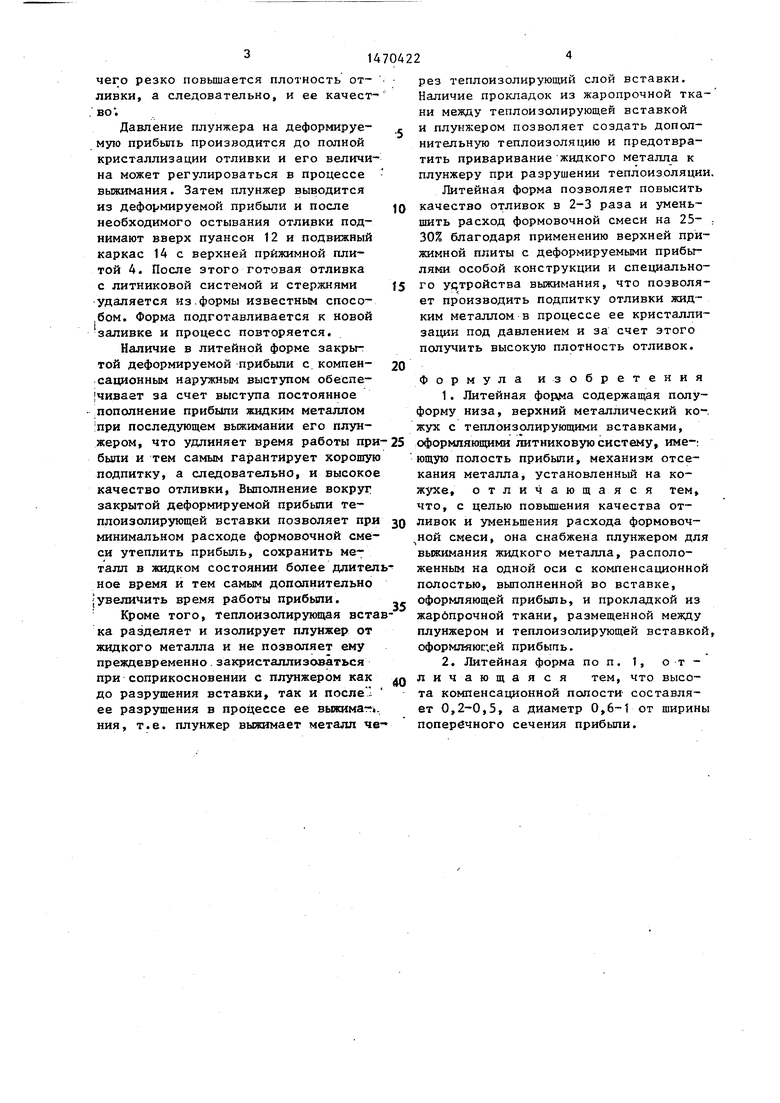
На фиг. 1 изображена литейная форма, общий вид; на фиг. 2 - дефор- мируемая прибыль с компенсационным выступом.
Литейная форма состоит из рамы 1, на которой установлена нижняя полуформа 2 с полостью 3 отливки и верх-
ней прижимной плитой 4, на «которой расположены литниковая чаша 5, теплоизолирующая вставка 6 с прокладкой 7, деформируемая прибыль 8 с компен- сационным выступом 9, на одной оси с которой горизонтально расположен плунжер 10 с гидроцилиндром 11. В , верхней части расположены пуансон 12 с гидроцилиндром 13 и подвижный каркас 14 с приводом 15.
Литейная форма работает следующим образом.
После сбортси нижней полуформы 2, установленной на раме 1, на нее с помощью подвижного каркаса 14 приводом 15 прижимается предварительно собранная верхняя прижимная плита 4 и литейная форма готова к заливке. Жидкий металл из ковша заливается в литниковую чашу 5, заполняя полость 3 отливки и деформируемую прибыль 8 компенсационным выступом;9. После этого гидроцилиндр 13 перемещает пуансон 12 вниз и, закрывая входное отверстие литниковой чаши, продолжае
0
5
e
5
0
0
дави- ь на жидкий металл в стояке, обеспечивая избыточнее давление на кристаллизирующий металл, а это способствует поддерживать прибыль, полг ностью заполненную жидким металлом. Однако это давление действует только в начальный момент кристаллизации и на весь период кристаллизации отливки его не хватает, так как металл в стояке кристаллизуется раньше, чем в отливке. Поэтому через определенное время, когда образуется закристаллизовавшаяся корочка металла по всей поверхности отливки и литниково-питаю щей системы (эта корочка необходима для предотвращения заливов по стыкам формы и механического пригара при последующем выжимании металла), включается гидроцилиндр 11, перемещающий плунжер 10 в горизонтальном направлении, который через отверстие в корпусе верхней прижимной плиты и прокладку 7 давит на теплоизолирующую вставку 6, а затем и на компенсацион- ньй выступ 9 деформируемой прибыли. Теплоизолирующая вставка в месте давления на нее плунжера частично разрушается и жидкий металл через образовавшиеся щели может npo:i никнуть к плунжеру и привариться к нему. Однако благодаря прокладке из жаропрочной ткани этого не происходит, так как она является хорошим изолятором. Выжимая с определенной скоростью и усилием из компенсационного выступа в деформируемую прибыль, -.а затем из прибыли в отливку жидкий металл, последний не дает возможнб- сти образоваться в отливке раковинам усадочного характера в результате
чего резко повышается плотность от- ивки, а следовательно, и ее качест- во;
Давление плунжера на деформируе- , мую прибьиь производится до полной кристаллизации отливки и его величина может регулироваться в процессе выжимания. Затем плунжер выводится из деформируемой прибыли и после Q необходимого остывания отливки поднимают вверх пуансон 12 и подвижный каркас 14 с верхней прижимной плитой 4. После этого готовая отливка с литниковой системой и стержнями fs удаляется из.формы известным спосо- бом. Форма подготавливается к новой заливке и процесс повторяется.
Наличие в литейной форме закрытой деформируемой прибьши с компен- 20 сащюнным наружным выступом обеспе- чиваат за счет выступа постоянное пополнение прибыли жидким металлом при последующем выжимании его плунжером, что удлиняет время работы при-25 были и тем самым гарантирует хорошую подпитку, а следовательно, и высокое качество отливки. Выполнение вокруг закрытой деформируемой прибыли теплоизолирующей вставки позволяет при JQ минимальном расходе формовочной смеси утеплить прибыль, сохранить металл в жидком состоянии более длитель ное время и тем самым дополнительно Увеличить время работы прибьли. Кроме того, теплоизолируннцая вставка разделяет и изолирует плунжер от жидкого металла и не позволяет ему преждевременно - закристаллизоваться при соприкосновении с плунжером как до разрушения вставки, так и после ее разрушения в процессе ее выжимаг. ния, т.е. плунжер выжимает металл через теплоизолирующий слой вставки. Наличие прокладок из жаропрочной ткани между теплоизолирующей вставкой и плунжером позволяет создать дополнительную теплоизоляцию и предотвратить приваривание жидкого металла к плунжеру при разрушении теплоизоляции
Литейная форма позволяет повысить качество отливок в 2-3 раза и уменьшить расход формовочной смеси на 25- 30% благодаря применению верхней прижимной плиты с деформируемыми прибылями особой конструкции и специального устройства выжимания, что позволяет производить подпитку отливки жидким металлом в процессе ее кристаллизации под давлением и за счет этого получить высокую плотность отливок.
Формула изобретения 1 . Литейная фор1ма содержащая полуформу низа, верхний металлический кожух с теплоизолирующими вставками, оформляющими литниковую систему, име-: ющую полость прибыли, механизм отсекания металла, установленный на кожухе, отличающаяся тем, что, с целью повышения качества отливок и уменьшения расхода формовоч- ной смеси, она снабжена плунжером для выжимания жидкого металла, расположенным на одной оси с компенсационной полостью, выполненной во вставке, оформляющей прибыль, и прокладкой из жарбпрочной ткани, размещенной между плунжером и теплоизолирующей вставкой оформляюп;ей прибыль.
2. Литейная форма по п. 1, отличающаяся тем, что высота компенсационной полости составляет 0,2-0,5, а диаметр 0,6-1 от ширины поперечного сечения прибыли.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма | 1986 |
|
SU1405944A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| Устройство для получения отливок выжиманием с кристаллизацией под давлением | 1988 |
|
SU1734940A1 |
| Литейная форма | 1982 |
|
SU1053958A1 |
| Кокиль | 1979 |
|
SU835620A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
Изобретение относится к литейному производству, ,в частности, к получению отливок в песчаных формах с кристаллизацией металла при избыточном давлении на прибыль. Целью изобретения является повышение качества отливок и уменьшение расхода формовочной смеси. Литейная форма состоит из рамы 1, на которой установлена полуформа 2 с полостью 3 и верхней прижимной плитой 4, на которой расположены литниковая чаша 5, теплоизолирующая вставка 6 с прокладкой 7, деформируемая прибыль с компенсационным выступом 9, на одной оси с которым расположен плунжер 10 с гидроцилиндром 11. В верхней части расположен пуансон 12 с гидроцилиндром 13 и подвижный каркас 14 с приводом 15. После заливки пуансон 12 отсекает металл и давит на металл в стояке, через определенное время плунжер 10 начинает давить на компенсационный выступ 9 прибыли 8. Благодаря использованию прижимной плиты с деформируемыми прибылями специальной конструкции подпитка металлом осуществляется в процессе кристаллизации, что позволяет получить высокую плотность отливки. 1 з.п. ф-лы. 2 ил.
.2
| Патент США № 3162919, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
