133
Изобретение относится к электромашиностроению, в частности к конструкции сборных витых магнитопроводов статоров электрически х машин.
Целью изобретения является улучшение энергетических характеристик электрической машины и повышение ее надежности.
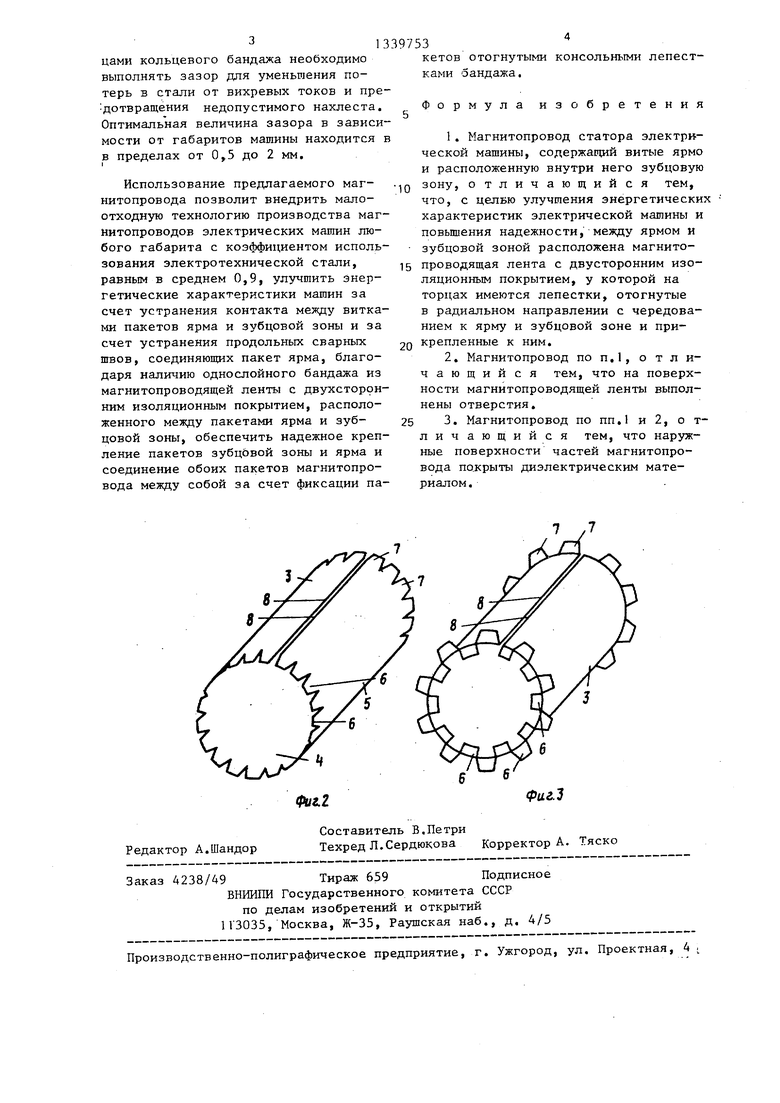
На фиг.1 изображен магнитопровод статора электрической машины с фиксирующим бандажам, расположенным между пакетами ярма и зубцовой зоны на фиг.2 - фиксирующий бандаж, свернутый в кольцо из магнитопроводящей ленты с двухсторонним изоляционшлм покрытием; на фиг.З - то же, после сборки зубцовой с ярмом с ото- гнут1 тми консольными лепестками в стороны пакетов ярма и зубцовой зоны в радиальном направлении,
Магнитопровод статора электрической машины (фиг.1) содержит пакет ви
можно вначале установить пакет зуб- . цовой зоны в бандаж и затем отогнуть часть консольных лепестков бандажа к торцовым поверхностям пакета зубцотого ярма 1 и расположенный внутри него пакет витой зубцовой зоны 2. Меж-25 вой зоны, после этого выполнить теп- ду пакетами ярма и зубцовой зоны ловую сборку, разогретый пакет ярма расположен однослойный фиксируюпщй установить на бандаж, затем отогнуть бандаж 3 из магнитопроводящей ленты оставшиеся чередующиеся консольные с двухсторонним изоляционным покрыти- лепестки бандажа к торцовым поверх- ем А и 5 (фиг.2)5 например, типа ме- ЗО ностям пакета ярма. Можно также вна- лизорт с высокой механической проч- чале бандаж установить в ярме, затем ностью изоляционного покрытия, тол- отогнуть часть консольных лепестков
щина которого на ка.;кдой стороне ленты не превьшает 2-3 мкм„
На обоих торцах бандазка выполнены разделенные консольные лепестки 6 и 7 (фиг.2)5 отогнутые в радиальном направлении j с чередующимся расположением лепестков в стороны пакетов яр- ма и зубцовой зоны Отогнутые консольные лепестки 6 и 7 бандажа 3 соединены с торцовыми поверхностями пакетов 1 и 2, например, сваркой или же клеем для более надежного соединения магнитопровода. Для снижения потерь в стали пакет ярма 1 выполняют без сварного соединения. Для снижения потерь в стали от вихревых токов на поверхности бандажа могут быть выполнены отверстия или просечки (не показаны) с продольным с поперечным или же комбинированным расположением их на бандаже. Для увеличения надежности соединения пакетов ярма, зубцовой зоны и бандажа магнитопровод смоноли- чивают при ПОМОЩ1Д диэлектрического материала, например компаунда, лака или герметика.
Способ изготовления магнитопрово- да статора электрической машины заключается в следующем.
Ярмо 1 магнитопровода выполняют навивкой гладкой ленты из электрической стали на ребро (фиг.1). Зубцо- вую зону 2 магнитопровода выполняют навивкой из ленты электротехнической
стали с вырубленными пазами, открытыми вовнутрь. Фиксирующий бандаж 3 выполняют из магнитопроводящей ленты с двухсторонним изоляционным покрытием. Бандаж выполняют однослойным,
при этом в зоне стыка 8 (фиг,2)свернутого в кольцо бандажа не должно быть нахлеста одного конца ленты с другим. Сборку магнитопровода можно осуществить используя различную последовательность операции. Например,
можно вначале установить пакет зуб- цовой зоны в бандаж и затем отогнуть часть консольных лепестков бандажа к торцовым поверхностям пакета зубцовой зоны, после этого выполнить теп- ловую сборку, разогретый пакет ярма установить на бандаж, затем отогнуть оставшиеся чередующиеся консольные лепестки бандажа к торцовым поверх- ностям пакета ярма. Можно также вна- чале бандаж установить в ярме, затем отогнуть часть консольных лепестков
40 зубцовой зоны,
бандажа к торцовым поверхностям пакета и после тепловой сборки, т.е. пос- „с ле установки разогретого пакета ярма с бандажем на пакет зубцовой зоны, осуществляют загиб оставшихся чередующихся консольных лепестков бандажа к торцовым поверхностям пакета
0 зубцовой зоны,
Возможны и другие варианты сборки магнитопровода статора. После сборки магнитопровода, при необходимости,
45 выполняют соединение отогнутых лепестков бандажа с торцовыми поверхностями пакетов ярма и зубцовой зоны, например, сваркой или при помощи клея. Клеевое соединение также можно
go выполнять в процессе загиба лепестков к торцам пакетов. Омоноличивание магнитопровода осуществляют при необходимости с помощью диэлектрического материала, например компаунда,
55 клея, лака или герметика. Омоноличивание можно осуществлять как после сборки магнитопровода, так и отдельно на пакетах ярма и зубцовой зоны. В собранном магнитопроводе между концами кольцевого бандажа необходимо выполнять зазор для уменьшения потерь в стали от вихревых токов и пре дотвращения недопустимого нахлеста. Оптимальная величина зазора в зависимости от габаритов машины находится в пределах от 0,5 до 2 мм.
Использование предлагаемого маг- нитопровода позволит внедрить малоотходную технологию производства маг- нитопроводов электрических машин любого габарита с коэффициентом исполь зевания электротехнической стали, равным в среднем 0,9, улучшить энергетические характеристики машин за счет устранения контакта между витками пакетов ярма и зубцовой зоны и за счет устранения продольных сварных швов, соединяюш51х пакет ярма, благодаря наличию однослойного бандажа из магнитопроводящей ленты с двухсторонним изоляционным покрытием, расположенного между пакетами ярма и зубцовой зоны, обеспечить надежное крепление пакетов зубцовсй зоны и ярма и соединение обоих пакетов магнитопро- вода между собой за счет фиксации пае-. ив
1339753
кетов отогнутыми ками бандажа.
Формула изобретения
1. Магнитопровод статора электрической машины, содержаний витые ярмо и расположенную внутри него зубцовую
зону, отличающийся тем, что, с целью улучшения энергетических характеристик электрической машины и повьш ения надежности, между ярмом и зубцовой зоной расположена магнитопроводящая лента с двусторонним изоляционным покрытием, у которой на торцах имеются лепестки, отогнутые в радиальном направлении с чередованием к ярму и зубцовой зоне и прикрепленные к ним.
2. Магнитопровод по п.1, о т л и- чающийся тем, что на поверхности магнитопроводящей ленты выполнены отверстия.
3. Магнитопровод по пп.1 и 2, о т- ичающийся тем, что наружные поверхности частей магнитопро- ода покрыты диэлектрическим матеиалом.
Фиг.2
Редактор А.Шандор
Составитель В.Петри
Техред Л.Сердюкова Корректор А. Тяско
Заказ 4238/49Тираж 659Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 1V3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.3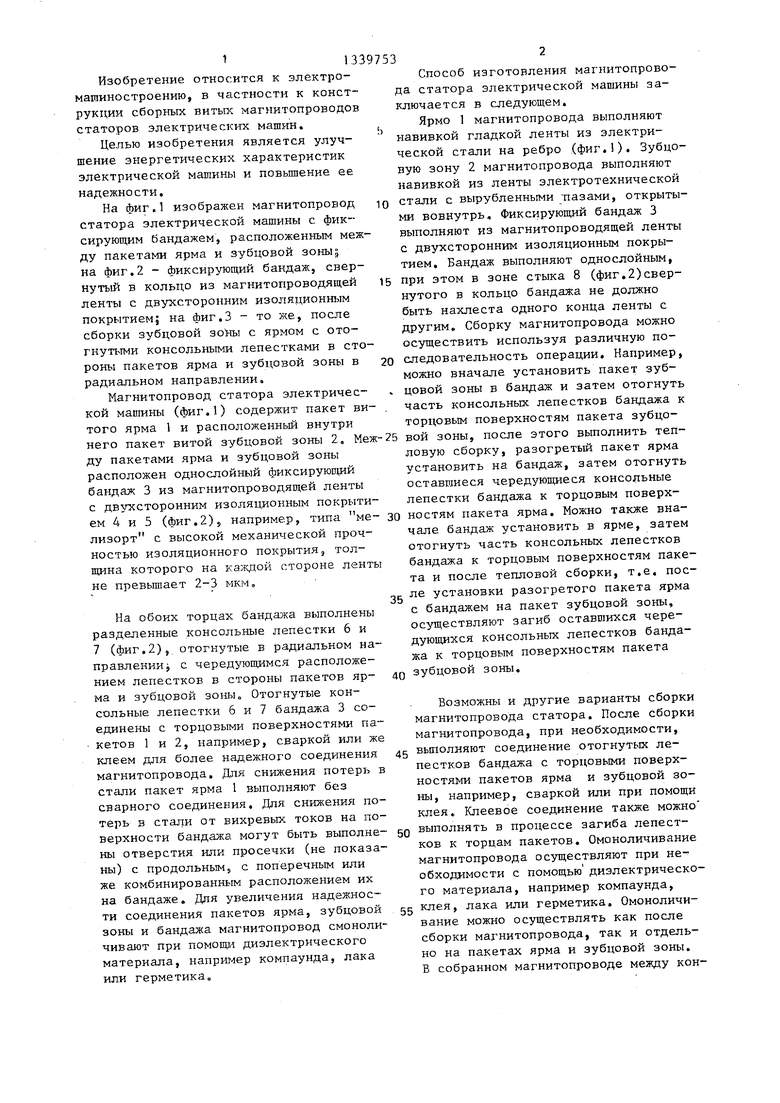
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Магнитопровод электрической машины | 1988 |
|
SU1636928A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| Ярмо магнитопровода электрической машины | 1981 |
|
SU1078534A1 |
| Магнитопровод электрической машины | 1984 |
|
SU1636929A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1270834A1 |
| Магнитопровод торцевой электрической машины | 1979 |
|
SU855864A1 |
| Статор электрической машины | 1986 |
|
SU1471249A1 |
Из обретение относится к электромашиностроению. Цель изобретения - повышение надежности. В магнитопрово- де статора электрической машины между, витыми ярмом 1 и зубцовой зоной 2 расположена магнитопроводящая лента 3 с двухсторонним изоляционным покрытием. На обоих торцах ленты выполнены лепестки, отогнутые в радиальном направлении и расположенные с чередованием в сторону ярма и зубцовой зоны. Это позволяет улучшить энергетические характеристики машин за счет устранения контакта между витками ярма и зубцовой зоны. 2 з.п. ф-лы, 3 ил. (Л ФигЛ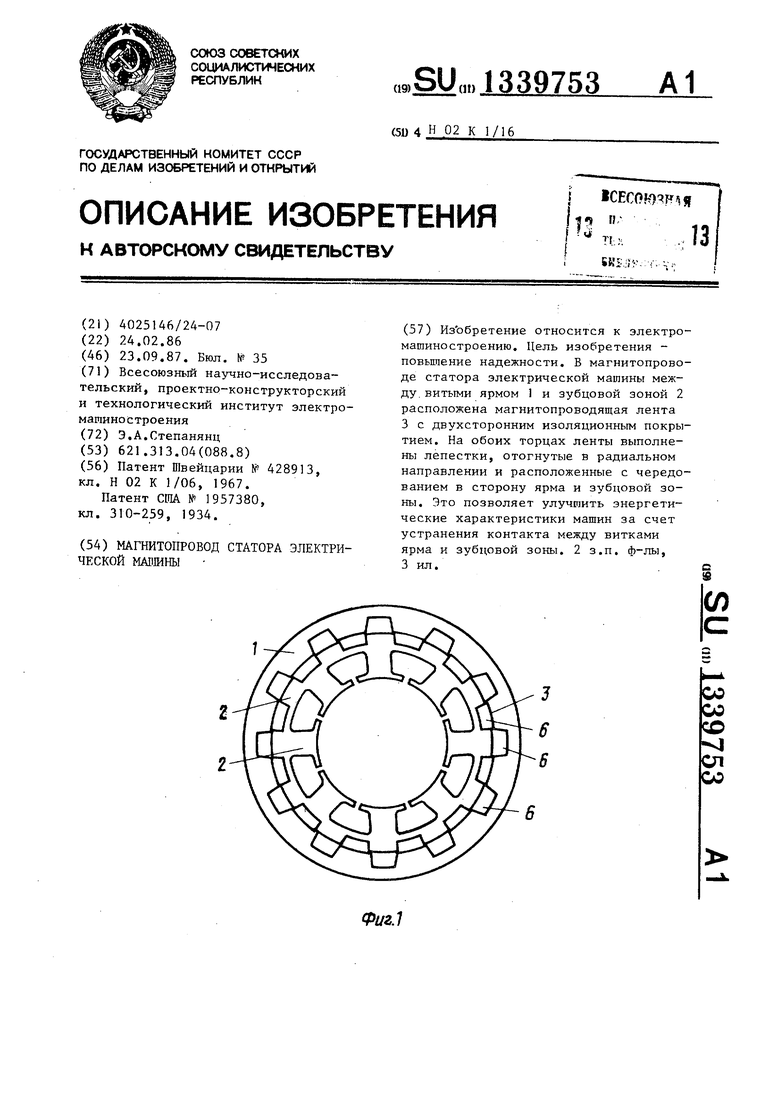
| ЛОТКОВОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВОДЛЯ ОРИЕНТАЦИИ ЗАГОТОВОК СО СМЕЩЕННЫМ ЦЕНТРОМ ТЯЖЕСТИ | 1972 |
|
SU428913A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США W 1957380, кл | |||
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
