Изобретение относится к области машиностроения и приборостроения, а именно к способам шлифования и полирования изделий вибрационным методом и может быть использовано для обработки тонких цилиндрических деталей с заостренными концами, в частности медицинских и швейных игл.
Известен способ вибрационной обработки деталей типа игл, при котором детали свободно загружают в вертикально расположенную цилиндрическую емкость совместно с обрабатываюш,ей средой, затем последней сообщают колебательное перемещение 1.
Недостатком известного способа вибрационной обработки деталей типа игл, является низкое качество обработки, обусловленное притуплением острых концов при загрузке деталей внавал.
Целью изобретения является устранение указанного недостатка.
Поставленная цель достигается тем, что в известном способе вибрационной обработки деталей типа игл, согласно которому детали свободно загружают в вертикально расположенную цилиндрическую емкость, совместно с обрабатывающей средой, затем последней сообщают колебательное перемещение, детали загружают в цилиндрическую емкость вертикально, острием вверх.
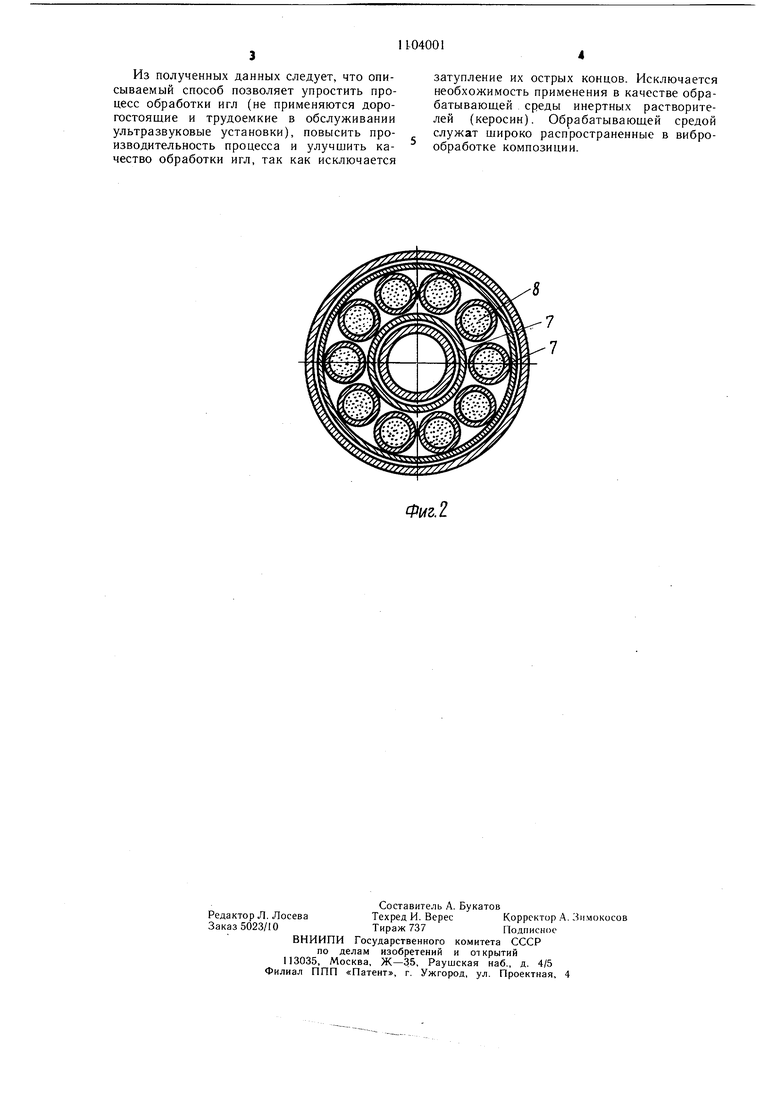
На фиг. 1 схематично изображено устройство для реализации способа, разрез; на фиг. 2 - рабочий контейнер устройства со снятой крышкой, вид сверху.
Контейнер 1 на пружинах 2 установлен на неподвижном основании 3. Дебалансный вал 4 через упругую муфту 5 приводится во вращение от электродвигателя 6. В результате этого происходит вибрационное колебание контейнера.
В контейнере 1 имеется кольцеобразный желоб 7. В желобе 7 устанавливаются стаканы 8, диаметр которых меньше длины обрабатываемых игл 9 (а высота больше или равна длине игл). Стаканы 8 заполняются с расположением их острием вверх. В стаканы 8 вводится обрабатывающая среда 10, которая представляет собой композицию, включающую абразивный дисперсный наполнитель, например порошок карбида кремния зеленого, электрокорунд белый и органическую основу, например минеральное .масло моноэтаноламинолеат (соединение, полученное путем взаимодействия моноэтаноламина с олеиновой кислотой), глицерин и т.п. Соотношение абразивного наполнителя и органической основы в композиции находится в пределах 1:1. Количество вводимой в стакан с иглами обрабатывающей среды составляет 1/4 его объема.
Стаканы имеют возможность свободного перемещения относительно друг друга и вдоль стенок желоба.
Обработка игл осуществляется следующим образом. Иглы помещают в стаканы острием вверх, добавляют обрабатывающую среду. При включении двигателя 6 через деба тансный вал 4 контейнеру 1 сообщаются вибрационные колебания, которые передаются стаканом через стенки желоба и приводят их во вращательное (вокруг своей оси) и круговое движение по желобу. При этом иглы соверщают осциллирующее колебательное движение относительно друг друга в обрабатывающей среде и, таким образом, осуц ествляется процесс их обработки.
В таблице представлены примеры выполнения способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННЫЙ ОБРАБОТКИ | 2013 |
|
RU2542915C2 |
| Способ вибрационной обработки деталей | 1990 |
|
SU1815167A1 |
| Способ обработки свободным абразивом деталей типа шестерен | 1985 |
|
SU1348151A1 |
| Контейнер устройства для вибрационной обработки | 1985 |
|
SU1341000A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123419C1 |
| Способ вибрационной обработки деталей | 1986 |
|
SU1425057A1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК | 1991 |
|
RU2008173C1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ | 2004 |
|
RU2269406C1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ | 2002 |
|
RU2225287C2 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА ИГЛ, согласно которому детали свободно загружают в вертикально расположенную цилиндрическую емкость совместно с обрабатывающей средой, затем последней сообщают колебательное перемещение, отличающийся тем, что, с целью повышения качества обработки путем исключения притупления острых концов деталей, детали загружают в цилиндрическую емкость вертикально, острием вверх. (Л
Карбид кремния зеленый МАО 50 Моноэтаноламннолеат 10 Трансформаторное масло 40
Затупление острых концов игл не
1,30 наблюдается
1,20
То же.
1,27
Из полученных данных следует, что описываемый способ позволяет упростить процесс обработки игл (не применяются дорогостоящие и трудоемкие в обслуживании ультразвуковые установки), повысить производительность процесса и улучшить качество обработки игл, так как исключается
затупление их острых концов. Исключается необхожимость применения в качестве обрабатывающей среды инертных растворителей (керосин). Обрабатывающей средой служат широко распространенные в виброобработке композиции.
Фиг..
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ шлифования и полирования | 1953 |
|
SU100288A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
