Изобретение относится к машиност- роениЮэ в частности к шлифованию резь бы многониточным кругом.
Целью изобретения является повышение качества обработки.
В описываемом многониточном шлифовальном круге имеются кольцевые впадины, расположенные мелщу боковыми сторонами соседних профилей. Каждая впадина снабжена кольцевыми ка™ навками, расположенными по ее боковым сторонам и сопряженными с приле гающими поверхностями профилей причем глубина канавок равна 0/1 - высоты профиля.
На чертеже изображен многониточньш шлифовальный круг,
Рабочая поверхность шлифовального круга 1 состоит из чередующихся ни- ток 2 и кольцеообразных впадин 3 расположенньк между боковыми сторонами соседних ниток , Причем ширина кольцеобразной впадины равна или в 2 ра за больше ширины нитки у основания Каждая впадина 3 вьшолнена с двумя кольцевыми канавками 4 треугольного профиля, расположенными по ее боковым сторонам, причем глубина кольце- вых канавок 4 -выполняется равной 0,1 0,2 высоты нитки Профилирование заявляемого многониточного шлифовального круга осуществляется следующим образом,
Роликом треугольной формы нарезают впадины на заданную глубину ( .0,2)h, затем формируется цилиндрическая часть впадины
Резьбошлифование производится следующим образом
«Редактор МоКелемеш
I .
Заказ 1814/1
Составитель Т„Никонорова
Техред И.ВересКорректор Л. Патай
Тираж 678Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород ул. Проектная, 4
0
0
5
5
Станок настраивают на шаг шлифуемой резьбы, затем подводят многониточньш шлифовальньвй круг и при подаче СОЖ осуш;ествляют врезание круга в деталь о С учетом того, что шаг ре- з;г/щей части круга з 2 - 3 раза боль - ше, чем шаг шлифуемой резьбы, для получения нужного профиля необходимо осуществить 2,5 - 3j,5 оборота детали
За счет описываемого профиля рабочей части шгшфов;ального круга повы- ша ется эффективность подвода СОЖ в зону резания Особенно важно это в зоне ишифования вершин профиля. Таким образом, исключается возможность образования прижогов, а лучшая циркуляция СОЖ в зоне шлифования вершины резьбы способствует более интенсивному удалению струх-ски Все это повышает качество шлифуемой резьбы. Кроме ТОГО;, вероятность засаливания круга значительно уменьшается, что сокращает количество правок и, как следствие5 приводит к повьшению производительности труда.
Формула изобретения.
Многониточньй шгшфовальньш круг с кольцевыми впадинами расположенны- ми между боковьпуи сторонами смежных ниток5 отличающийся тем, что 5 с целью повьпцения качества обработки по боковым сторонам выполнены кольцевые канавр:и.р сопряженные с прилега. поверхностями ниток причем глубина канавок равна -0,2 высоты нитки
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2016 |
|
RU2639421C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2185278C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2016 |
|
RU2640688C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2184646C1 |
| Способ изготовления накатных роликов | 1989 |
|
SU1703421A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2184645C1 |
| Инструмент для правки многониточных резьбошлифовальных кругов | 1981 |
|
SU1268395A1 |
| Устройство для электроэрозионного профилирования алмазных кругов | 1982 |
|
SU1127732A1 |
Изобретение относится к машиностроению, в частности к шлифованию резьбы многониточным кругом, и позволяет повысить качество обработки, Для этого в круге с кольцевыми впадинами 3, расположенными между боковыми сторонами соседних ниток 2, на каждой впадине 3 выполнены кольцевые канавки 4, расположенные по ее боковым сторонам и сопряженные с прилегающими поверхностями ниток 2, причем глубина канавок равна 0,1 - 0,2 высоты ниткио Вьтолнение такого профиля рабочей части круга позволяет повысить эффективность подвода СОЖ в зону резания. 1 ил. : V4 . .., ,. . , - -Л - - :Ч -У 4 : 1./СО н СО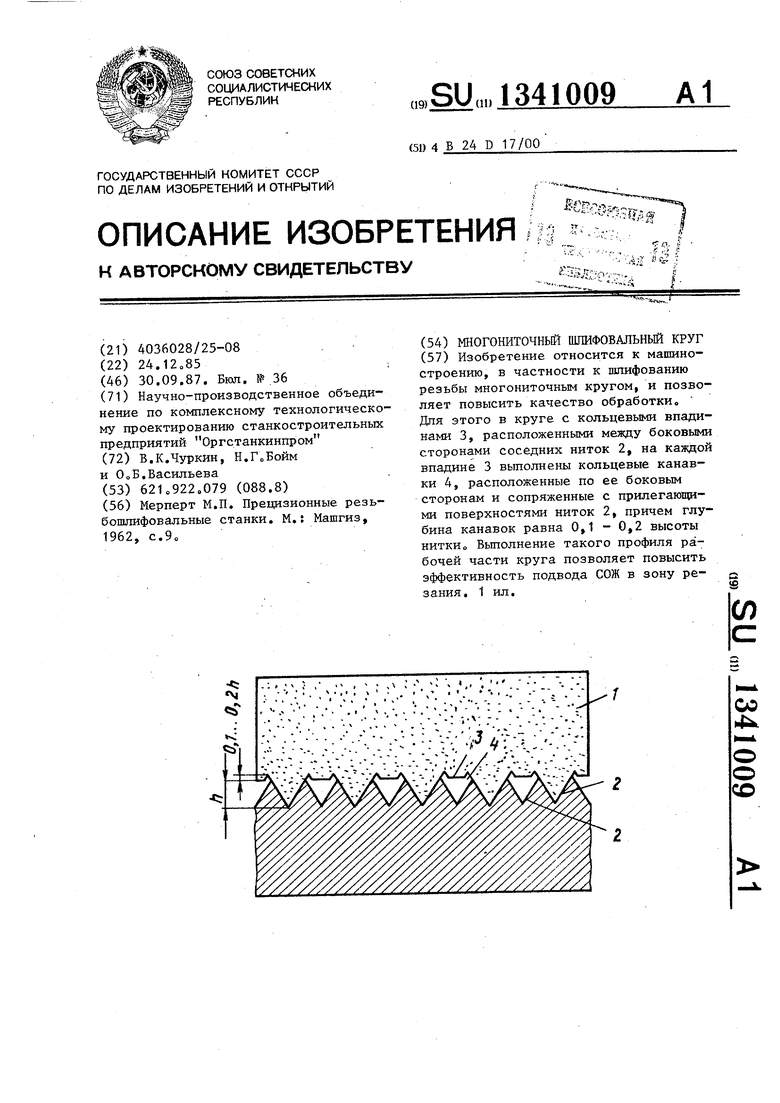
| Мерперт М.П | |||
| Прецизионные резъ- бопшифовальные станки | |||
| М.: Машгиз, 1962, с.9с |
