Изобретение относится к порошковой металлургии, в частности к устройствам для исследования процесса экструзии порошковых материалов.
Цель изобретения - расширение технологических возможностей за счет обеспечения контроля над коэффициентом окружного проскальзывания порошка.
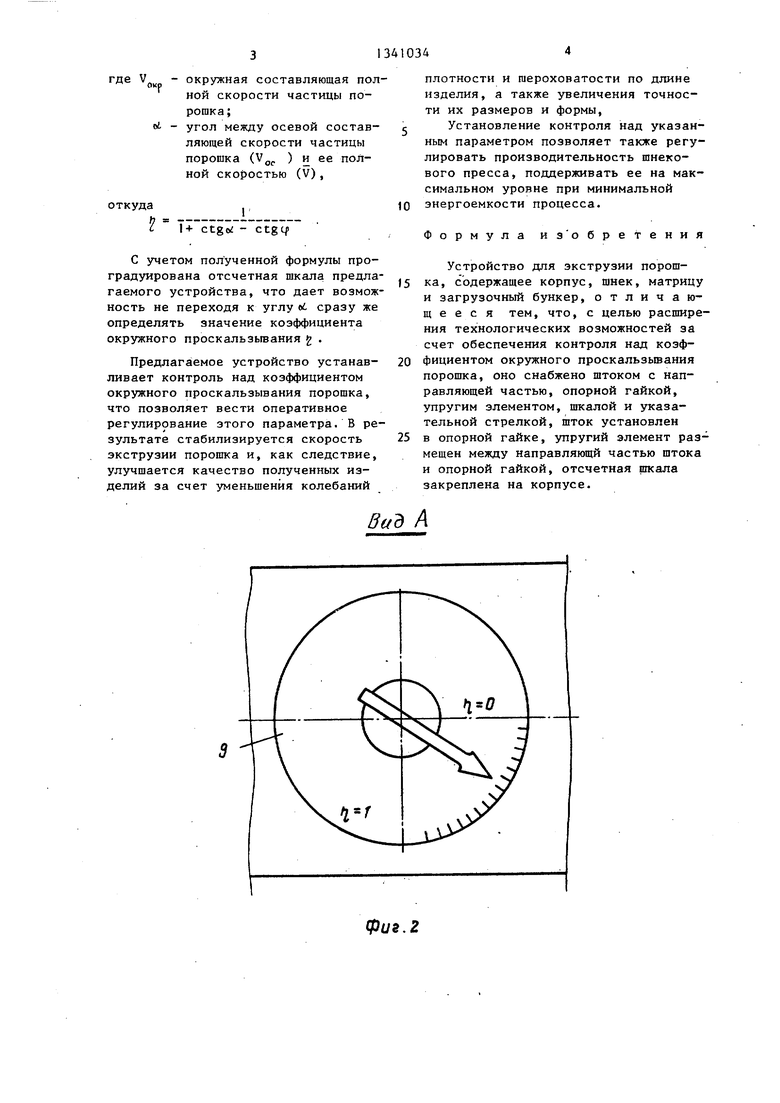
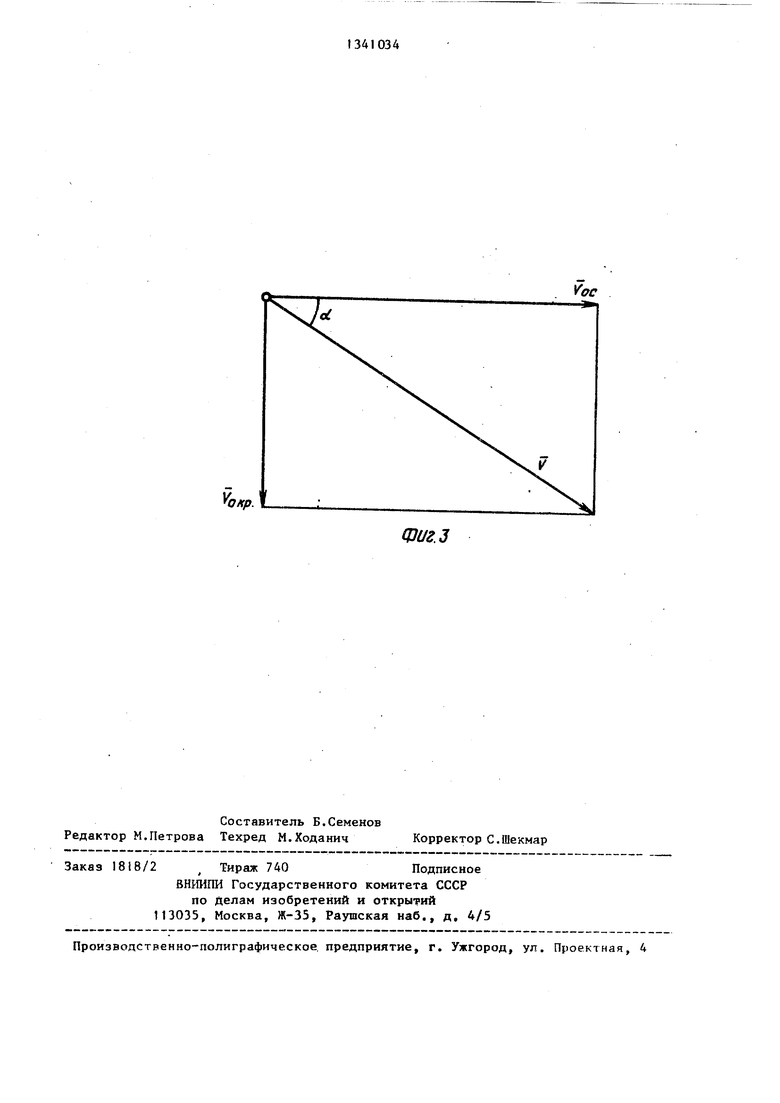
На фиг.1 показана схема устройства; на фиг.2 - вид А на фиг.1; на фиг.3 - график разложения полной скорости частицы порошка на осевую и окружную составляющие.
Устройство состоит из шнека 1, размешенного в корпусе 2 с бункером 3, матрицы 4, штока 5 с направляющей частью 6, установленного в центральном отверстии опорной гайки 7 и имеющего возможность поворота вокруг своей оси, упругого элемента 8, который находится между направляющей частью штока и опорной гайкой, измерительной шкалы 9, закрепленной на корпусе, и указательной стрелки 10, жестко связанной с поворотным штоком.
Устройство работает следующим образом.
При вращении шнека 1 порошок продвигается в осевом направлении и поступает к матрице А, где происходит его уплотнение. Направляющая часть 6 штока, находящаяся в контакте с движущимся порошком, всегда ориентируется по направлению его движения. Наличие упругого элемента 8, опирающегося на опорную гайку, позволяет удерживать направляющую часть штока 5 в постоянном контакте с периферийным -слоем порошка, а при набегании витка шнека обеспечивает возможность осевого смещения штока с направляющей частью, что предохраняет шток от его смятия витков. Если окружное проскальзывание порошка отсутствует полностью, то он движется в корпусе 2 только поступательно и ориентирует направляющую часть штока в осевом направлении устройства. Указательная стрелка в этом случае показывает на шкале отсчета коэффициента проскальзывания ноль.
Однако в реальных условиях работы за счет сцепления порошка с вращающимся шнеком чаще всего экструдирова ние происходит при наличии окружного проскальзывания. С возникновением
проскальзывания каждая частица порошка начинает перемещаться в корпусе по винтовой линии. Направляющая
часть штока вновь ориентируется по направлению движения порошка. Вместе с этим поворачивается и указательная стрелка, которая теперь указывает на отсчетной шкал новое значение
коэффициента окружного проскальзывания, отличное от нуля.
При движении порошка с окружным проскальзыванием скорость любой частицы порошка V (рис.2) можно, представить двумя составляющими: осевой V и окружной . Коэффициент окружного проскальзывания , равньй отношению угловой скорости порошка (Wncjp ) к угловой скорости шнека
(), удобно определять по углу oi, т.е. углу между осевой составляющей .скорости порошка V. и его полной скоростью V.
Осевая скорость проскальзывания
гребня винтовой нарезки шнека относительно корпуса V равна осевой скорости порошка при отсутствии ок- ружного проскальзывания и определяется формулой:
VK R tgcf ,
где R - радиус шнека;
WIUH - угловая скорость шнека;. Ч - угол подъема винтовой канавки шнека.
При возникновении окружного проскальзывания Осевая скорость порошка (Vo(.) определяется разностью угло вых скоростей шнека и порошка, а также радиусом R и углом ff :
VDC (Wu, - ).R . tg(f ,
где - угловая скорость порошка; С учетом предыдущих формул
V V ---WJ-- - °
Ос к
W.,H
- VJ1-),
50
где ----- - коэффициент окружноW,
го проскальзьгеания.
Переходя к выражению для угла oi (фиг.2), имеем:
ctg. -| Y..tgc,.(l:n.
охрh . V
14 к
/1 ,.
tgq () ,
У„
ы. окружная составляющая полной скорости частицы порошка;
угол между осевой составляющей скорости частицы порошка (Vg ) и ее полной скоростью (V),
откуда
1+ ctgo - ctgq
С учетом полученной формулы про- градуирована отсчетная шкапа предла гаемого устройства, что дает возмож ность не переходя к углу ei сразу же определять значение коэффициента окружного проскальзьгеания .
Предлагаемое устройство устанавливает контроль над коэффициентом окружного проскальзывания порошка, что позволяет вести оперативное регулирование этого параметра. В результате стабилизируется скорость экструзии порошка и, как следствие, улучшается качество полученных изделий за счет уменьшения колебаний
плотности и шероховатости по длине изделия, а также увеличения точности их размеров и формы, 5 Установление контроля над указанным параметром позволяет также регулировать производительность шнеко- вого пресса, поддерживать ее на максимальном уровне при минимальной 10 энергоемкости процесса.
Формула и з о бретения
Устройство для экструзии порош- 15 ка, содержащее корпус, шнек, матрицу и загрузочный бункер, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения контроля над козф- 20 фициентом окружного проскальзьшания порошка, оно снабжено штоком с направляющей частью, опорной гайкой, упругим элементом, шкалой и указательной стрелкой, шток установлен 25 в опорной гайке, упругий элемент размещен между направляющи частью штока и опорной гайкой, отсчетная шкала закреплена на корпусе.
ff(/d А
фиг. 2
Фиг.з
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для экструзии порошковых композиций | 1989 |
|
SU1659179A1 |
| ПОДОЛЬСКИЙ АКСЕЛЕРОМЕТР ЛИНЕЙНОГО УСКОРЕНИЯ | 1989 |
|
RU2010234C1 |
| ПАРАЛЛЕЛОМЕТР МНОГОФУНКЦИОНАЛЬНЫЙ | 2003 |
|
RU2238699C1 |
| ОТСЧЕТНОЕ УСТРОЙСТВО | 2004 |
|
RU2265805C2 |
| Прибор для контроля диаметров крупногабаритных цилиндрических деталей | 1990 |
|
SU1710989A1 |
| РОЛИКОВАЯ ЛИНЕЙКА | 2011 |
|
RU2479436C1 |
| ЛИЗИМЕТР | 2017 |
|
RU2633951C1 |
| Щипальная машина | 1988 |
|
SU1602886A1 |
| Загрузчик сеялок | 1989 |
|
SU1628894A1 |
| Задающий прибор с указателем исполнений | 1980 |
|
SU939928A1 |
Изобретение относится к порошковой металлургии. Цель изобретения - расширение технологических возможностей за счет обеспечения контроля над коэффициентом окружного проскальзывания порошка. Устройство состоит из шнека 1, корпуса 2, бункера 3, штока 5 с направляющей частью 6, стрелкой 10 и шкалой. При движении порошка в матрице 4 направляющая часть 6 штока ориентируется по направлению движения. В случае проскальзывания в окружном направлении стрелка показывает угол, указывающий суммарное направление движения частиц порошка. Устройство позволяет установить контроль над коэффициентом окружного проскальзьюания порошка и в соответствии с этим достигается оперативное регулирование этого параметра. 3 ил. с (Л 7/ / 2 Фи.; со NU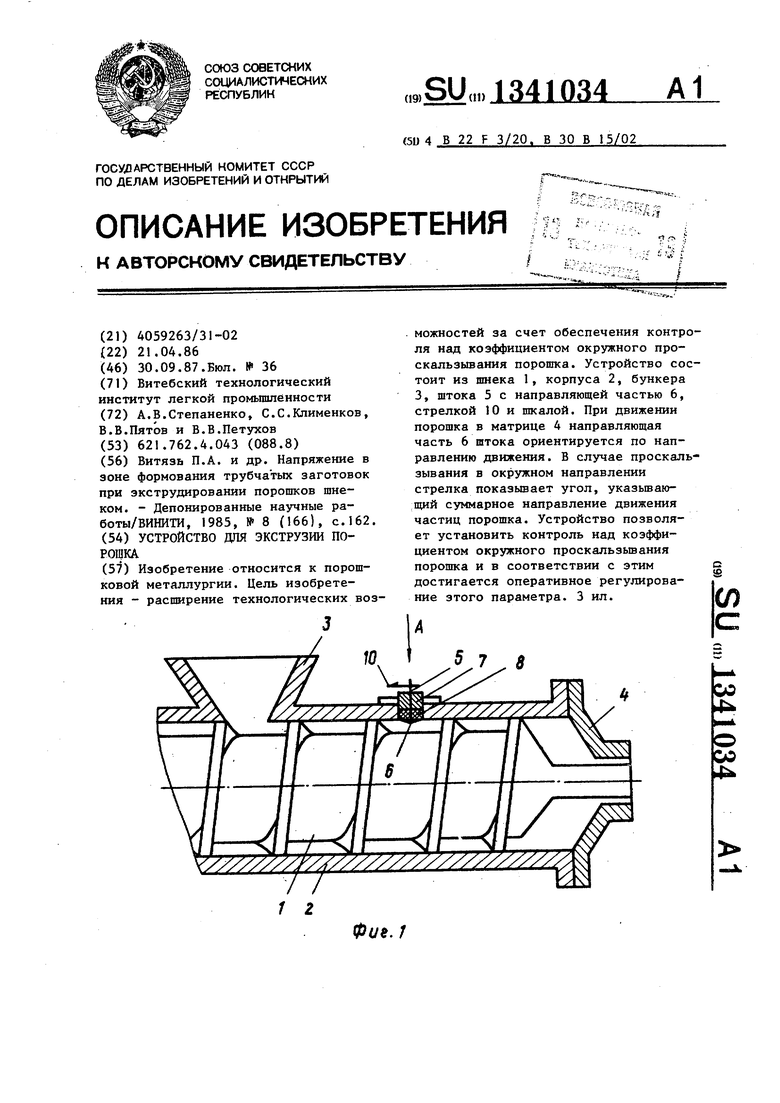
| Витязь П.А | |||
| и др | |||
| Напряжение в зоне формования трубчатых заготовок при экструдировании порошков шнеком | |||
| - Депонированные научные работы/ВИНИТИ, 1985, № 8 (166), с.162. |
