Фиг. /
Изобретение относится к измерительной технике и может быть использовано в машиностроении для контроля диаметров крупногабаритных цилиндрических деталей, в частности наружных диаметров присоединительных частей корпусов с экранами газотурбинных двигателей.
Известно устройство для контроля наружных диаметров методом опоясывания, содержащее ленту, натяжное и отсчетное устройства.
Однако использование данного устройства не дает гарантии расположения опоясывающей ленты концентрично поверхности контролируемого диаметра крупногабаритных цилиндрических деталей, что может привести к погрешности измерения.
Известно также устройство для контроля диаметров крупногабаритных цилиндрических деталей, содержащее корпус, закрепленный на нем гибкий элемент, предназначенный для опоясывания детали, механизмы соответственно натяжения гибкого элемента и его фиксации и отсчет- ный механизм.
Однако при осуществлении контроля диаметров крупногабаритных цилиндрических деталей приходится производить много манипуляций, что приводит к увеличению времени контроля. Результаты контроля определяются с помощью штрихового инструмента, что затрудняет считывание показаний, а привязка к электросети ограничивает сферу использования данного устройства.
Целью изобретения является повышение удобства эксплуатации и производительности контроля.
Поставленная цель достигается тем, что прибор снабжен П-образной скобой, в полке которой выполнено отверстие, а стойки предназначены для ограничения поперечного перемещения ленты, тягой, жестко закрепленной на полке одним концом, и пальцем, запрессованным в другой конец тяги, отсчетный узел выполнен в виде нанесенной на корпус шкалы и взаимодействующей с ней стрелки, представляющей собой неравноплечий угловой рычаг, меньшее плечо которого взаимодействует с пальцем тяги, механизм натяжения гибкого элемента выполнен в виде подпружиненного по оси, пропущенного через отверстие полки и соединяющего концы гибкого элемента штока с резьбой на одном конце и гайки, размещенной на этом конце, а механизм фиксации выполнен в виде равномерно закрепленных на гибком элементе угольников, предназначенных для взаимодействия с торцом детали.
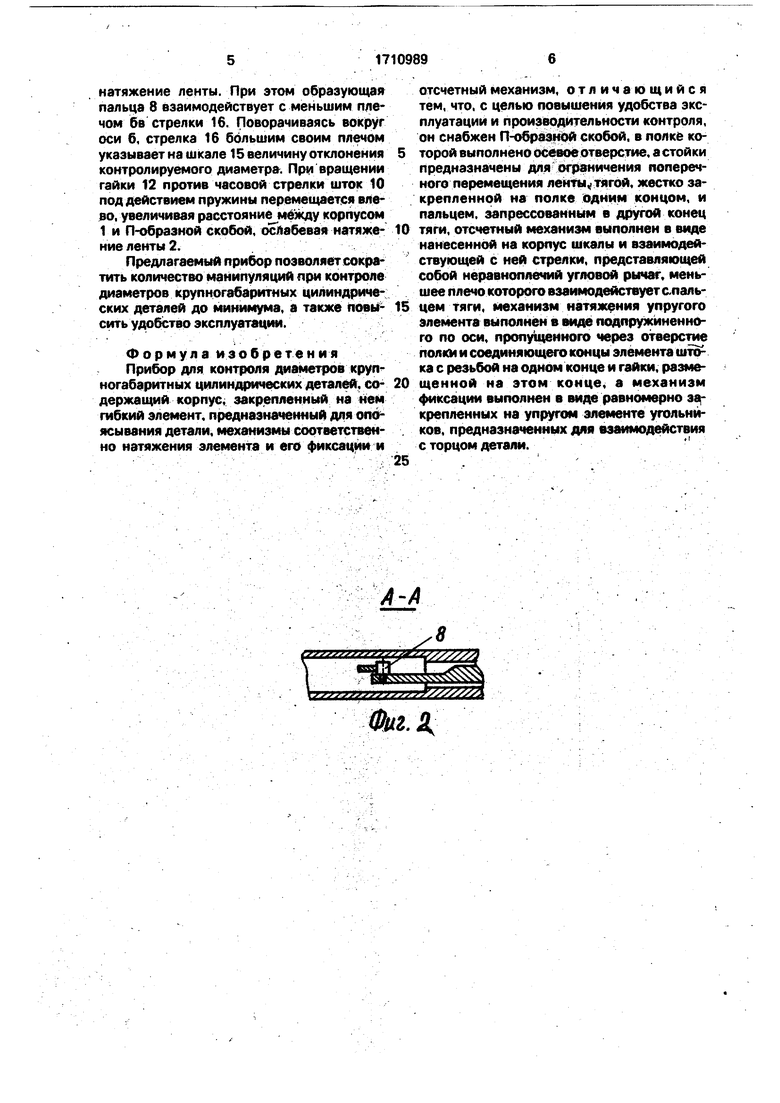
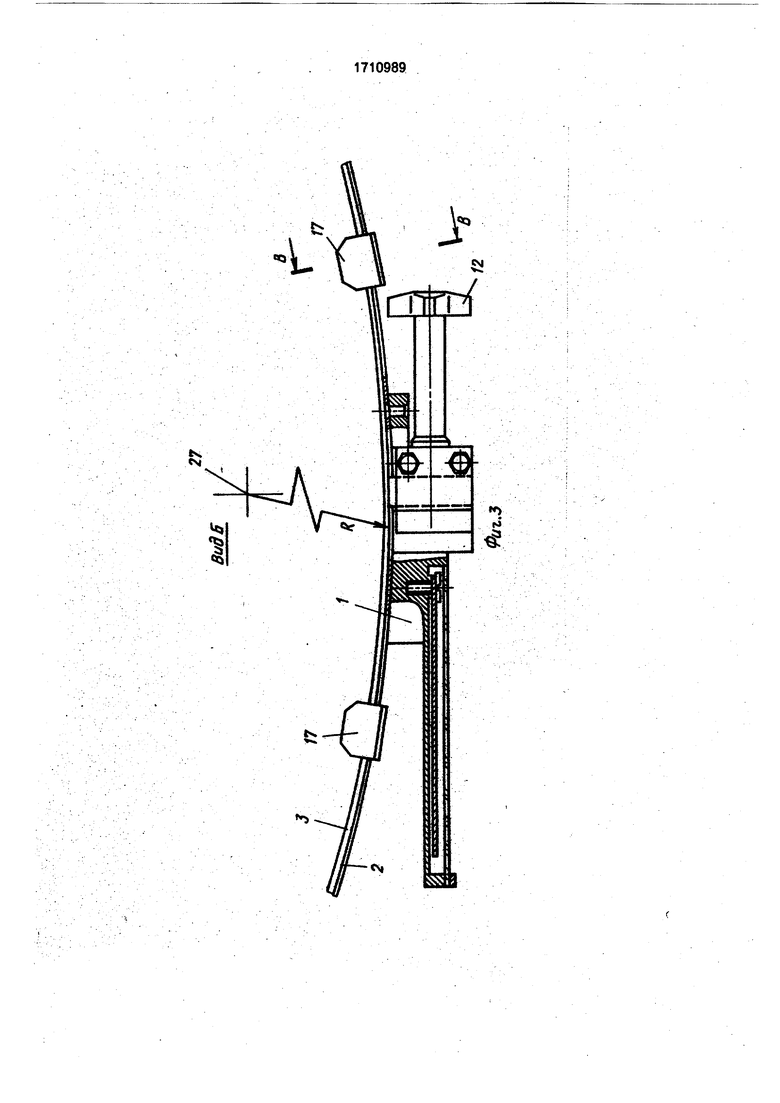
На фиг. 1 представлен предложенный прибор, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - полка
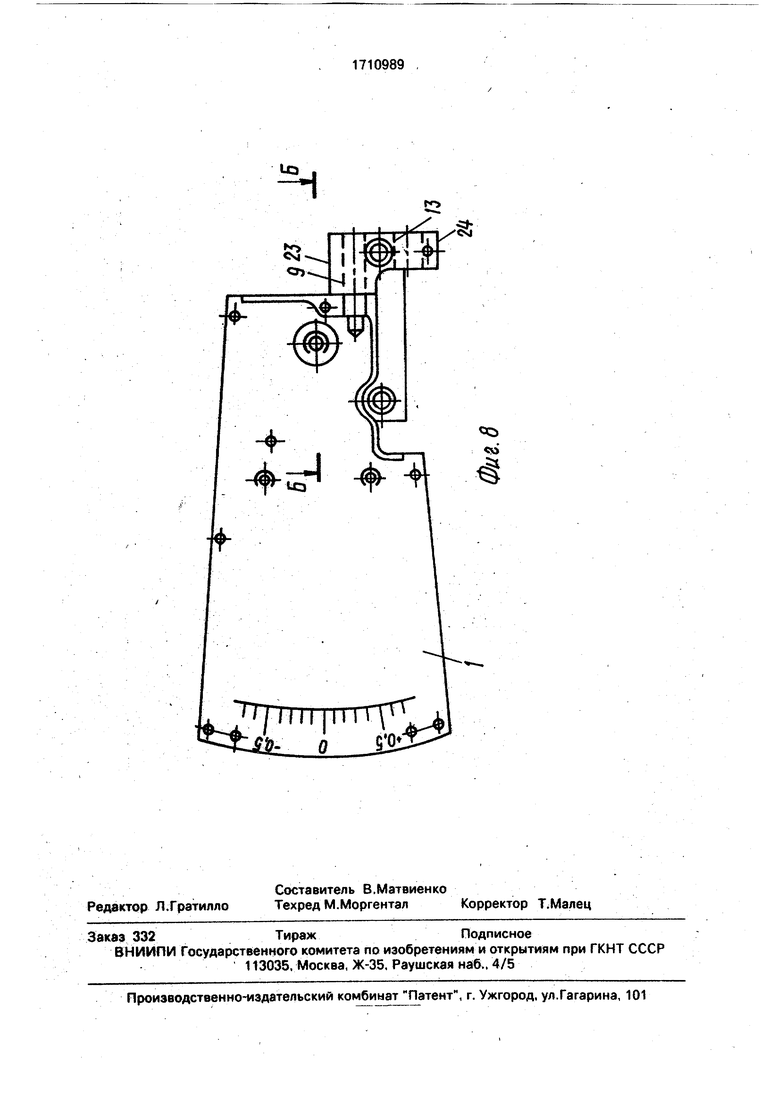
П-образной скобы; на фиг, 6 - механизм натяжения ленты; на фиг. 7 - разрез Г-Г на фиг. 6: на фиг. 8 - конструкция корпуса.
Прибор содержит корпус 1, закрепленный на нем гибкий элемент 2 в виде ленты,
0 опоясывающей контролируемую деталь 3, П-образную скобу с полкой 4, в которой выполнено отверстие 5, и стойками б, предназначенными для ограничения поперечного перемещения ленты. В полке 4 жестко за5 креплена тяга 7 одним своим концом, а в другой ее конец запрессован палец 8. В корпусе 1 выполнено отверстие 9 для свободного перемещения тяги 7.
Механизм натяжения ленты, опоясыва0 ющей деталь 3, выполнен в виде подпружиненного по оси штока 10 с резьбой 11 на одном конце и гайки 12, размещенной на этом конце штока 10. Шток 10 пропущен через отверстие 5 полки 4, отверстие 13 ,
5 корпуса 1 и соединяет концы ленты. От осевого разворота шток 10 удерживает штифт 14. запрессованный в корпус 1.
Отсчетный механизм выполнен в виде шкалы 15, нанесенной на корпус 1 и взаимо0 действующей с этой шкалой стрелки 16, закрепленной в отверстие корпуса 1, Стрелка 16 выполнена в виде равноплечего углового рычага абв, меньшее плечо бв которого взаимодействует с пальцем 8 тяги 7.
5 Механизм фиксации выполнен в виде угольников 17, предназначенных для взаимодействия с торцом 18 детали 3 и равно- , мерно закрепленных на гибком элементе 2. Прибор работает следующим образом.
0 Перед началом контроля деталей при- бор устанавливают на жесткий эталон и стягивают ленту с помощью гайки 12, при этом стрелка 16 должна показывать О. Ослабив гайку 12, прибор переносят на контролиру5 емую деталь 3, при этом угольники 17 опираются на торец 18 детали 3. Затем производится натяжение ленты следующим образом. При вращении гайки 12 по часовой стрелке торец 19 гайки 12 воздействует на
0 поверхность 20 полки 4 П-образной скобы, а поверхность 21 паза 22 штока 10 - на образующую штифта 14. По поверхностям 23 и 24 корпус 1 соприкасается с поверхностями 25 и 26 стоек 7 П-образной скобы,
5 предотвращая смещение корпуса 1 относительно П-образной скобы в направлении оси 27 контролируемой детали 3. Таким образом, перемещаясь навстречу друг другу, шток 10 и гайка 12, воздействуя на П-образную скобу и корпус 1, сближают их, создавая
натяжение ленты. При этом образующая пальца 8 взаимодействует с меньшим плечом 6в стрелки 16. Поворачиваясь вокруг оси б, стрелка 16 большим своим плечом указывает на шкале 15 величину отклонения контролируемого диаметра. При вращении гайки 12 против часовой стрелки шток 10 под действием пружины перемещается влево, увеличивая расстояние между корпусом 1 и П-образной скобой, ослабевая натяжение ленты 2.
Предлагаемый прибор позволяет сократить количество манипуляций при контроле диаметров крупногабаритных цилиндрических деталей до минимума, а также повысить удобство эксплуатации.
Формула изобретения Прибор для контроля диаметров крупногабаритных цилиндрических деталей, содержащий корпус, закрепленный на нем гибкий элемент, предназначенный для опоясывания детали, механизмы соответственно натяжения элемента и его фиксации и
0
5
0
5
отсчетныймеханизм, отличающийся тем, что, с целью повышения удобства эксплуатации и производительности контроля, он снабжен П-образной скобой, в полке которой выполнено осевое отверстие, а стойки предназначены для ограничения поперечного перемещения ленты тягой, жестко закрепленной на полке одним концом, и пальцем, запрессованным в другой конец тяги, отсчетный механизм выполнен в виде нанесенной на корпус шкалы и взаимодействующей с ней стрелки, представляющей собой неравноплечий угловой рычаг, меньшее плечо которого взаимодействует с.паль- цем тяги, механизм натяжения упругого элемента выполнен в виде подпружиненного по оси, пропущенного через отверстие полки и соединяющего концы элемента штока с резьбой на одном конце и гайки, разме- щенной на этом конце, а механизм фиксации выполнен в виде равномерно за,- крепленных на упругом элементе угольников, предназначенных для взаимодействия с торцом детали.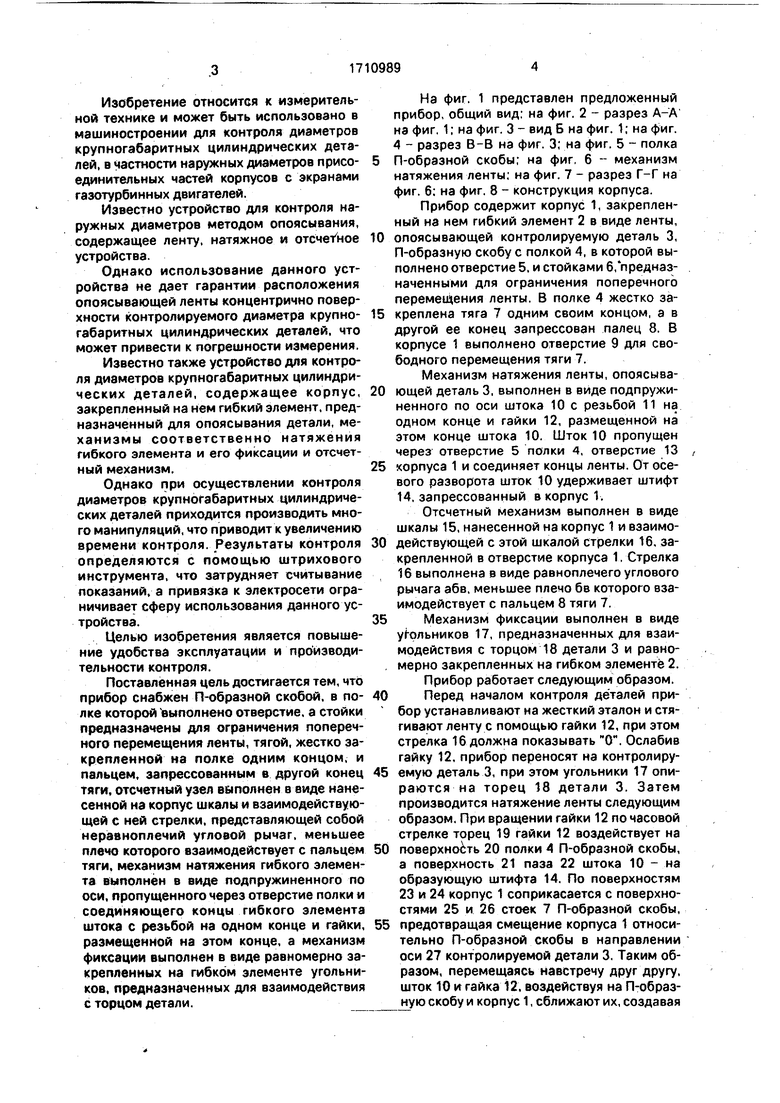
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки пассажирского транспортного средства под сварку кузова вагона, стенд для осуществления способа и прижимное устройство для его осуществления | 1990 |
|
SU1743777A1 |
| СХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1996 |
|
RU2096167C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ | 1990 |
|
RU2066843C1 |
| Многошпиндельное размоточное устройство | 1980 |
|
SU994073A1 |
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ПУШКИ | 2001 |
|
RU2195617C1 |
| Многокулачковый самоцентрирующий центробежный патрон | 1991 |
|
SU1808490A1 |
| ТРАВЕРСА ГОРИЗОНТАЛЬНОЙ СТЫКОВКИ, БЛОК ЗАДАНИЯ НАГРУЗКИ МЕХАНИЗМА БАЛАНСИРОВКИ ТРАВЕРСЫ, БЛОК КОМПЕНСАЦИИ ВЕКТОРА НАГРУЗКИ МЕХАНИЗМА БАЛАНСИРОВКИ ТРАВЕРСЫ, СПОСОБ НАСТРОЙКИ БАЛАНСИРОВКИ ТРАВЕРСЫ | 2008 |
|
RU2374164C1 |
| Грузозахватное устройство | 1986 |
|
SU1384518A1 |
| Устройство для измерения диаметров валов | 1990 |
|
SU1719884A1 |
| Устройство для гибки труб | 1988 |
|
SU1590158A1 |
Изобретение относится к измерительной технике. Целью изобретения является повышение удобства эксплуатации и производительности контроля. Прибор содержит П-образную скобу 4, в полке которой выполнено отверстие, через которое пропущен шток 10, соединяющий концы гибкого элемента (ленты). Стойки 6 скобы 4 предназна- чены для ограничения поперечного перемещения упругого элемента. В полке жестко закреплена тяга 7 одним своим концом, а в другой ее конец впрессован палец, взаимодействующий с меньшим плечом стрелки 16, выполненной в виде неравноплечего углового рычага. Механизм фиксации ленты выполнен в виде равномерно закрепленных на ней угольников, необходимых для взаимодействия с торцом детали. 8 ил.
Ш. Д
1
о
о
00 (О
| ПРИБОР ДЛЯ КОНТРОЛЯ ДИАМЕТРОВ | 0 |
|
SU186141A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рубинов А.Д | |||
| Контроль больших размеров в машиностроении | |||
| Л.: Машиностроение, 1982, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
