Фиг. 1
Изобретение относится к порошковой металлургии, в частности к устройствам для изготовления пруткового материала экструзией.
Цель изобретения - повышение качества изделий и КПД устройства.
На фиг.1 изображена схема устройства для экструзии порошковых композиций; на фиг.2 - узел I на фиг.1 (измерения коэффициента окружного проскальзывания); на фиг.З - вид по стрелке А на фиг.1; на фиг.4 - потоки массы порошка при вращении шнека.
Устройство для экструзии порошке- вых композиции состоит из корпуса 1, в котором расположен шнек 2, бункера 3, матрицы 4 и узла измерения коэффициента окружного проскальзывания, установленного у выхода винтового
канала шнека.
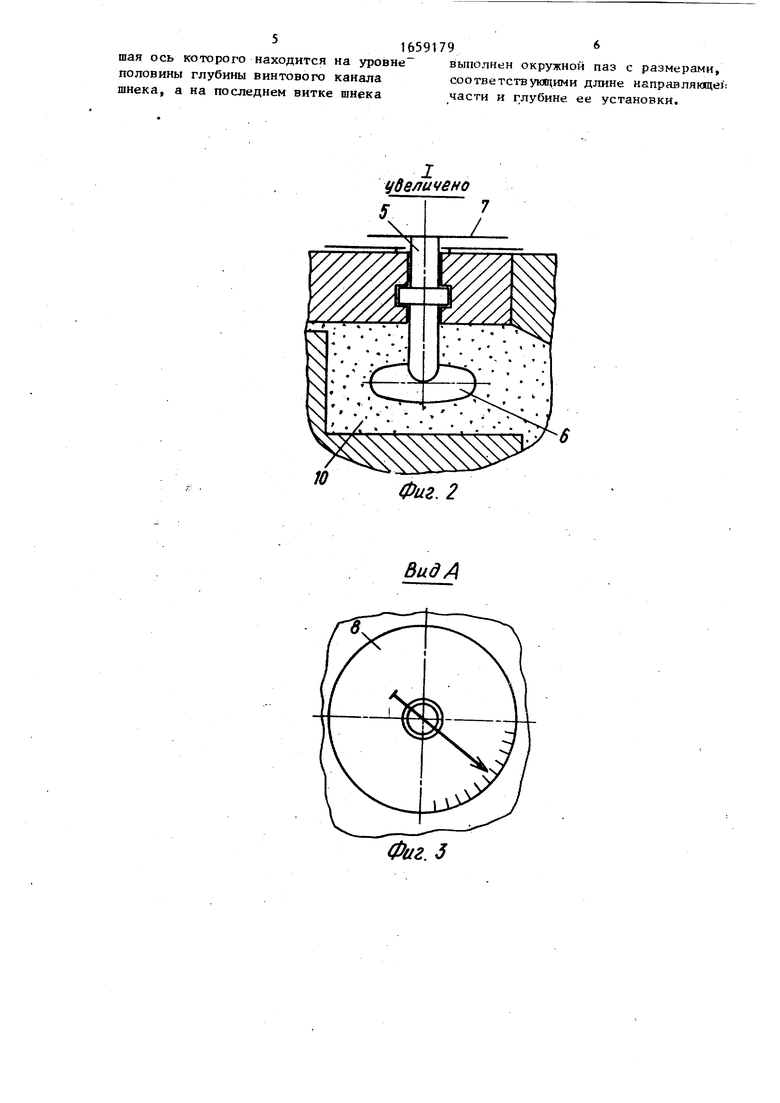
Узел измерения коэффициента окружного проскальзывания (фиг.2 и фиг.З) состоит из штока 5, установленного в ступенчатом отверстии корпуса 1, на- правляющей части 6, выполненной в виде эллипсоида вращения и жестко закрепленный на штоке 5, указателя 7 и диска 8 со шкалой, закрепленного на корпусе 1. Направляющая часть 6 уста- новлека з полости корпуса 1 так, что его большая ось находится на уровне половины глубины винтового канала 9 шнека 2. На последнем витке шнека 2 выполнен окружной паз 10 (фиг.2),
размеры которого соответствуют длине направляющей части 6 и глубине ее установки в полости корпуса 1.
Устройство работает следующим образом.
При вращении шнека 2 происходит уплотнение порошка в межвитковом пространстве шнека, на концевой части которого порошок обтекает направляющую часть 6, ориентируя ее определен- ным образом. Ориентация направляющей части 6 фиксируется визуально, при домощи указателя 7 и диска 8 с от- счетной шкалой. Затем порошок выдавливается через матрицу 4.
Ориентация направляющей части определяется следующими факторами. Во- первых, направлением перемещения порошка по оси устройства. Во-вторых, поскольку всегда происходит оцепление порошкового материала со шнеком,имеет место окружное проскальзывание, благодаря которому каждая частица порошка перемещается в корпусе по вин
5
0
5
5
товой линии. В результате совместных действий описанных перемещений, направляющая часть занимает положение, соответствующее направлению перемещения порошкового материала. Указатель, закрепленный на штоке, поворачивается вместе с ним и показывает на от- счетной шкале, которая проградуирова- на в величинах коэффициента окружного проскальзывания, искомое значение.
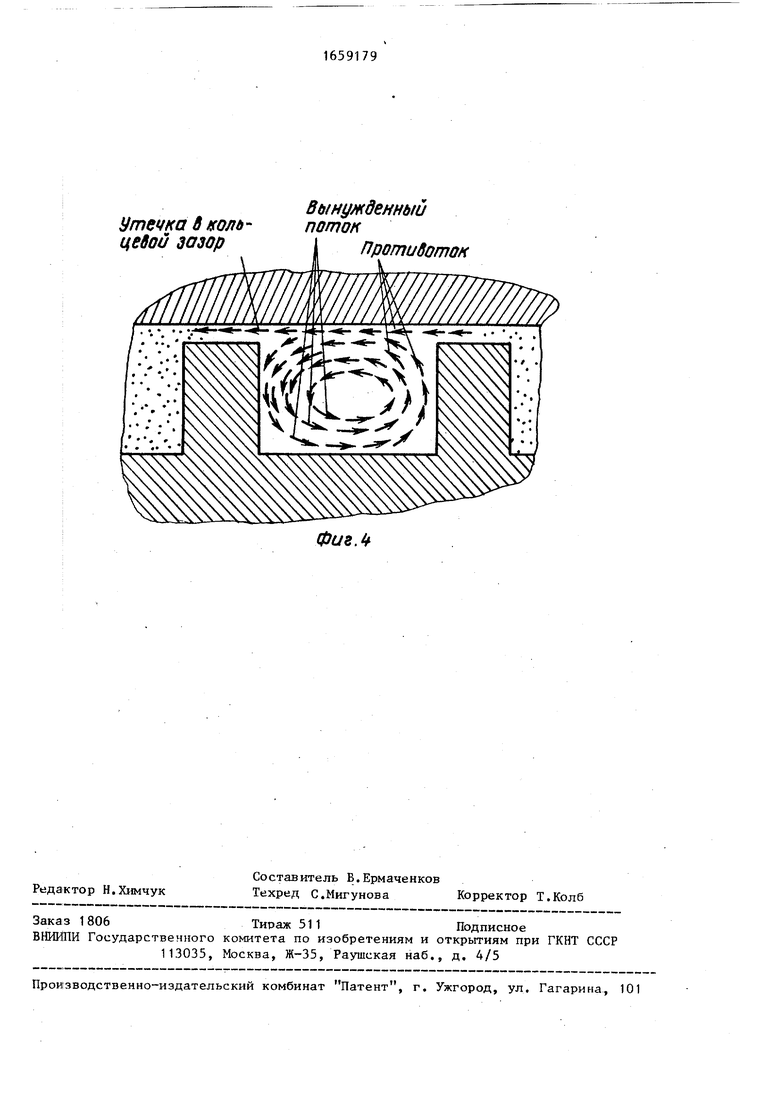
Поскольку плотность порошкового материала имеет наибольшее значение именно в районе последнего витка шнека и на направляющую часть штока не оказывают влияние никакие другие факторы, как противоток и поток утечки в зазор (фиг.4), то указываемое значение коэффициента окружного проскальзывания является максимальным и наиболее точным, по сравнению с известными методами измерения.
Описанное устройство позволит повысить точность измерения коэффициента окружного проскальзывания, что позволит более точно вести оперативное регулирование этого параметра. Регулирование необходимо для стабилизации скорости экструзии порошковых композиций, что в свою очередь ведет к повышению качества получаемых изделий за счет уменьшения колебаний плотности и шероховатости по длине изделия, а также увеличению точности их размеров и форм.
Применение предлагаемого изобретения позволит контролировать производительность шнекового пресса, поддерживая ее на максимальном уровне при минимальной энергоемкости процесса, т.е. повысить КПД устройства.
Формула изобретения
Устройство для экструзии порошковых композиций, содержащее корпус, шнек с винтовым каналом, матрицу, загрузочный бункер и узел измерения коэффициента окружного проскальзывания, выполненный в виде штока с направляющей частью и указателем, закрепленный в стенке корпуса, отличающееся тем, что, с целью повышения качества изделий и КПД устройства, узел измерения коэффициента окружного проскальзывания установлен у выхода канала шнека, при этом его направляющая часть выполнена в виде эллипсоида вращения, больJ1659179ft
шая ось которого находится на уровне выполнен окружной паз с размерами, половины глубины винтового каналасоответствующими длине направляющей
шнека, а на последнем витке шнекачасти и глубине ее установки.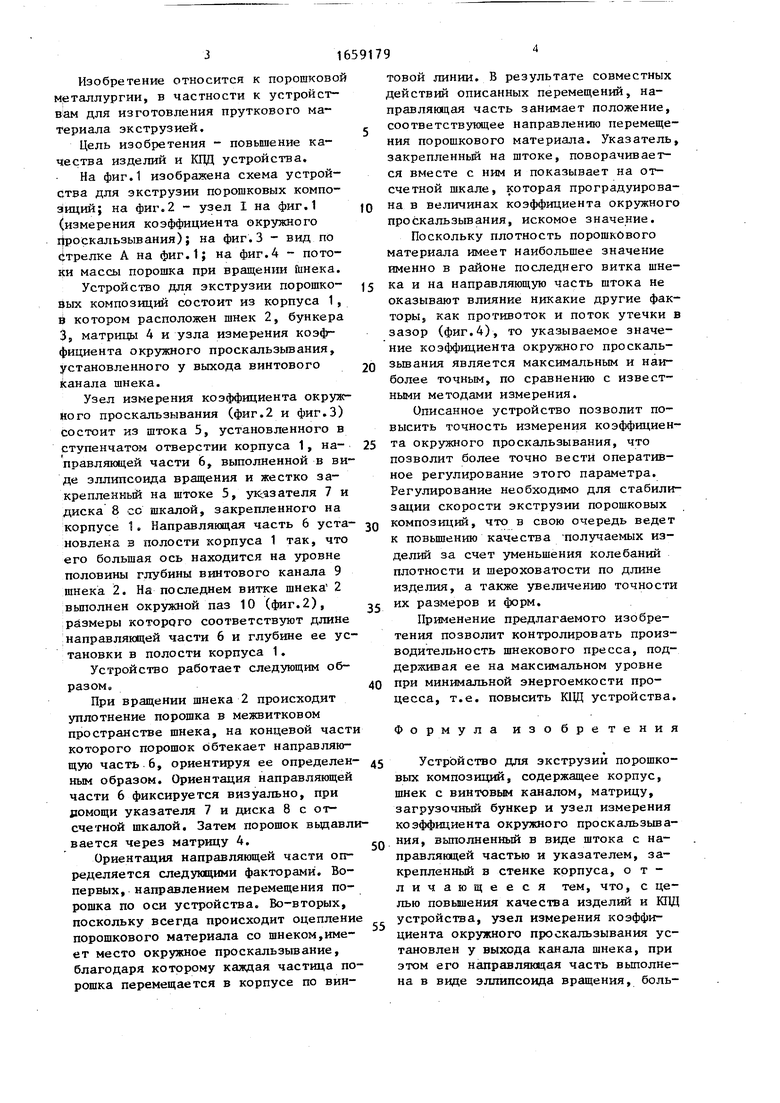
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для экструзии порошка | 1986 |
|
SU1341034A1 |
| Устройство для непрерывного прессования пластифицированных порошков | 1985 |
|
SU1310112A1 |
| Способ определения энергосиловых параметров процесса экструдирования порошков в шнеке | 1985 |
|
SU1290135A1 |
| ЭКСТРУДЕР | 2001 |
|
RU2179111C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ОТ ОКАЛИНЫ | 2004 |
|
RU2268802C1 |
| Устройство для получения многослойных трубчатых изделий из порошков экструзией | 1984 |
|
SU1225690A1 |
| Устройство для непрерывного прессования порошка | 1989 |
|
SU1671413A1 |
| Устройство для непрерывного формования порошков | 1987 |
|
SU1477521A1 |
| Установка для получения резино-полиолефиновых композиций | 2022 |
|
RU2798335C1 |
| Устройство для непрерывного прессования изделий из порошка | 1986 |
|
SU1340905A1 |
Изобретение относится к порошковой металлургии, в частности к устройствам для изготовления пруткового материала экструзией. Цель изобретения - повышение качества изделий и КПД устройства. Устройство для экструзии порошковых.композиций состоит из корпуса 1, шнека 2, бункера 3, матрицы 4 и узла измерения коэффициента окружного проскальзывания, выполненного в виде штока с направляющей частью и указателем. Направляющая часть установлена на уровне половины глубины винтового канала 9 шнека 2Ь При вращении шнека 2 происходит уплотнение порошка в межвитковом пространстве шнека и выдавливание через матрицу 4. Порошок обтекает направляющую часть, ориентируя ее и указатель, по углу поворота которого определяют коэффициент окружного проскальзывания материала, служащего мерой оптимальности процесса о 4 ил
уде/пшено
Фиг. 2
Вид А
Фа г. 5
Вынужденный поток
Противоток
Фиг Л
| Способ определения энергосиловых параметров процесса экструдирования порошков в шнеке | 1985 |
|
SU1290135A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для экструзии порошка | 1986 |
|
SU1341034A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
