13
Изобретение относится к химической технологии, а именно к процессам размягчения (разволокнения) материалов, в частности разволокнения кожевенных отходов, предназначенных для изготовления алмазного инструмента на кожелитовой основе,
Целью изобретения является повышение надежностиоработы устройств для разволокнения за счет исключения забивания ножей разволокняемым материалом и повьшение производительност процесса.
На фиг. 1 изображено устройство, вид сбоку; на фиг. 2 - то же, вид сверху;на фиг. 3 - расчетная схема для построения режущей кромки рабочего участка ножа соответственно с формулой (1);на фиг. 4 - траектории движения частиц разволокняемого материала, начинающих свое движение с различными начальными условиями.
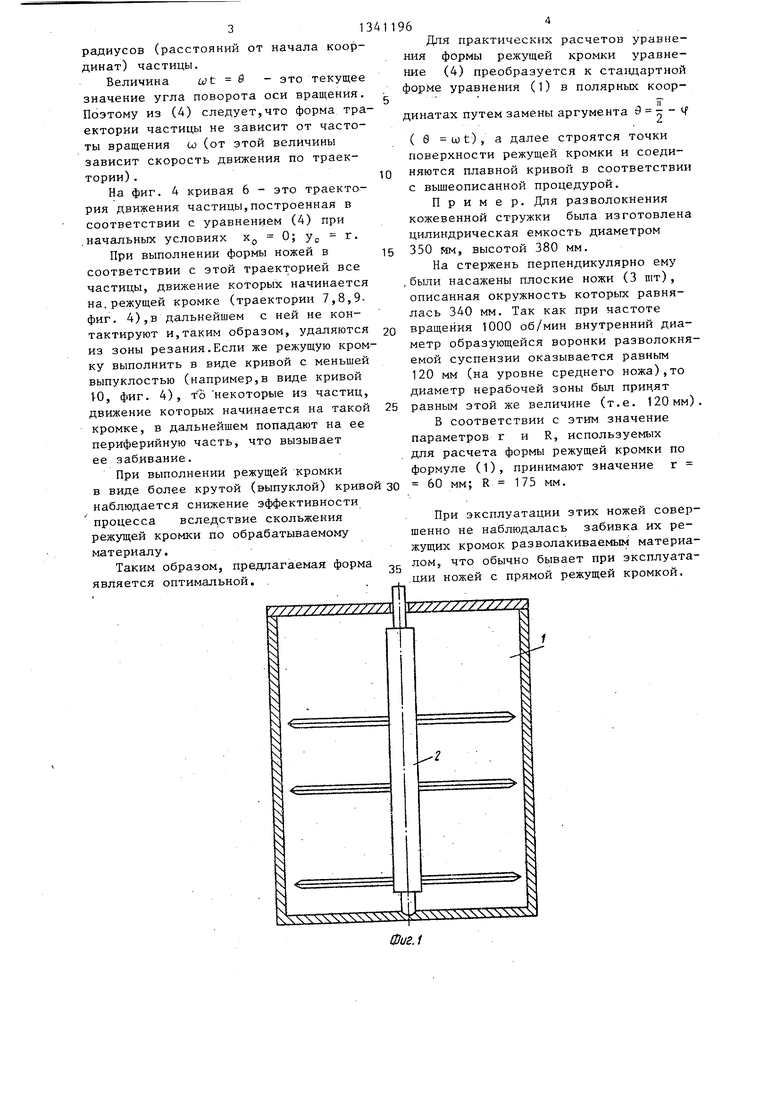
Устройство (фиг. 1 и 2) состоит из цилиндрической емкости 1, на оси 2 которой насажены плоские ножи 3.
Режущая кромка рабочег о участка нож (фиг, 3) расположена в пределах окружностей с радиусами г и R и строится по уравнению (1) следующим образом.
По заданным значениям величин г и R
рассчитывают величину угла
R - 1 -J- - 1 и через начало ,
Г . 2 - 1 7
координат проводят прямую под углом
if,j к горизонтали.На этой прямой откладывают отрезок длиной R.Правый 40 конец этого отрезка соответствует острию ножа. Далее интервал изменения
полярного угла
. «
- |Ii 1г2
т R
на п равных частей ().45 и рассчитывают по
при Ур мом пло
+
формуле (1) величины полярного радиуса Я ( V, + -3 41) ; р ( Ч , + 2 If ) ; ,
P( Ч, + );.. ., p( )
r.
Для каждого значения угла AV ,
t/ + 2u(t ,..,, (+ iuif... проводят прямую, наклоненную к горизонтали на величину соответствующего угла, и на этих прямых откладывают отрезки длиной р ( if + 4 ЕС), f ( ч + 2 d tr), . . . ,
f( I/, + 141),..., f (f ) r.
Далее концы этих отрезков соединяют плавной кривой, которая образует режущую кромку 4 рабочего участка.Наружную границу 5 нерабочей части выполняют в виде произвольной выпуклой кривой.
Устройство работает следующим образом.
. В емкость 1 заливают воду, загружают разволокняемый материал и опускают ось 2 с ножами 3.После герметизации емкости ось приводится во вращение с частотой порядка 1000 об/мин, в процессе которого ножи 3 осуществляют разволокнение обрабатываемого материала.
Форма режущей поверхности рабочего участка.обеспечивает полное удаление Q ;частиц материала из зоны резания,так как она выполнена с учетом формы траектории ее движения, на которую основное влияние оказывает центробежная и Кориолисова силы.
Дифференциальные уравнения плоского движения частицы под действием этих двух сил имеют следующий вид: X uj X + 2шу; у ы у - 2сж,(2)
5
5
где слева записаны проекции ускорения на оси абсцисс и ординат (в системе координат, вращающейся вместе с осью); частота вращения оси; первое и второе слагаемые в каждом из уравнений (2) соответствуют проекциям центробежной и Кориолисовой сил на оси координат.
Решение системы уравнений (2) при заданных начальных условиях (х, Ур , положение частицы в начальный момент времени) определяет закон плоского движения частицы во време- и имеет вид:
.x(t) (cos wt + ojt sinuit) Xp + + (sinwt - wt cos. wt)
y(t) - (sinwt - u) t cos wt) Xj, +
+ (cos. cot + CO t sina;t) y
(3)
5
Для нахождения формы траектории ле вые и правые частя формул (3) возводятся в квадрат и складываются. В результате получается выражение
p4t) 1 + (cot)ij г2, p4t) x4t) + y4t); r
(4)
где X ветственно текущего и начального
- + у . - значения квадратов соотрадиусов (расстояний от начала координат) частицы.
Величина в - это текущее значение угла поворота оси вращения. Поэтому из (4) следует,что форма траектории частицы не зависит от частоты вращения to (от этой величины зависит скорость движения по траектории) .
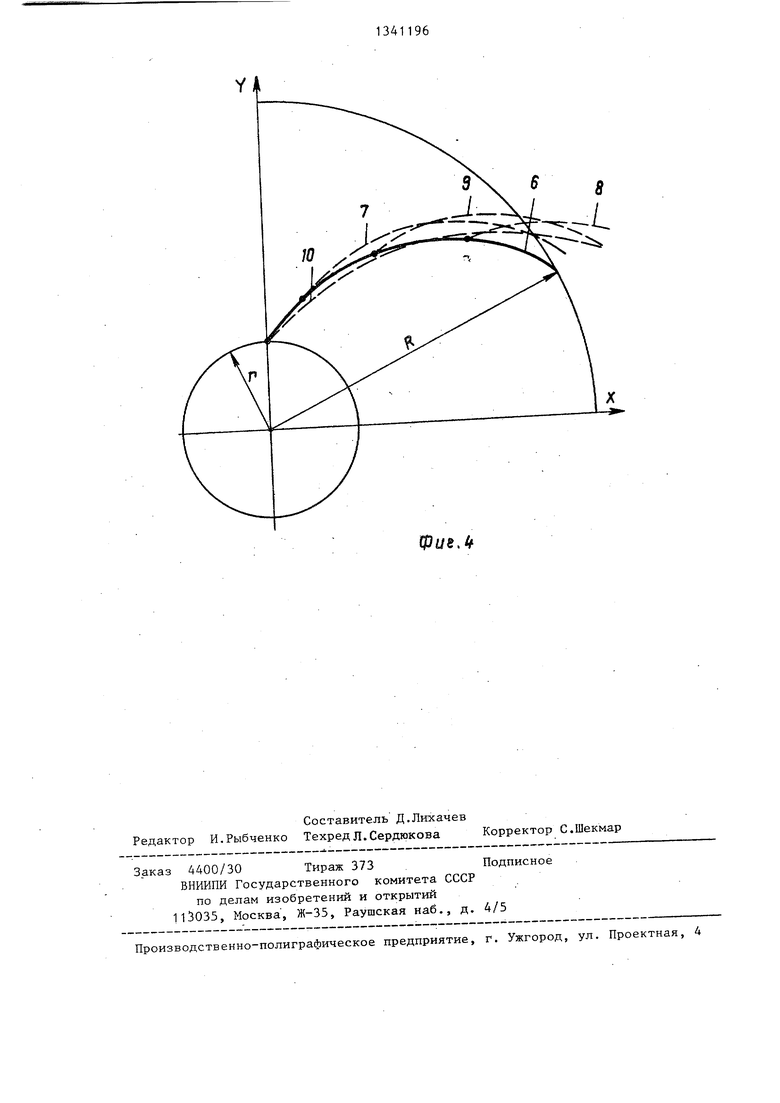
На фиг. 4 кривая 6 - это траектория движения частицы,построенная в соответствии с уравнением (4) при .начальных условиях х 0; у. г.
При выполнении формы ножей в соответствии с этой траекторией все частицы, движение которых начинается на, режущей кромке (траектории 7,8,9- фиг. 4),в дальнейшем с ней не контактируют и,таким образом, удаляются из зоны резания.Если же режущую кромку выполнить в виде кривой с меньшей выпуклостью (например,в виде кривой 1-0, фиг. 4), т о некоторые из частиц, движение которых начинается на такой кромке, в дальнейшем попадают на ее периферийную часть, что вызывает ее забивание.
При выполнении режущей кромки в виде более крутой (выпуклой) криво наблюдается снижение эффективности процесса вследствие скольжения режущей кромки по обрабатываемому материалу.
Таким образом, предлагаемая форма является оптимальной. .
Для практических расчетов уравнения формы режущей кромки уравнение (4) преобразуется к ставдартной форме уравнения (1) в полярных коор. IT динатах путем замены аргумента 9 - - Ч
( S ш t), а далее строятся точки поверхности режущей кромки и соединяются плавной кривой в соответствии с вышеописанной процедурой.
Пример. Для разволокнения кожевенной стружки была изготовлена цилиндрическая емкость диаметром 350 мм, высотой 380 мм.
На стержень перпендикулярно ему ,были насажены плоские ножи (3 щт), описанная окружность которых равнялась 340 мм. Так как при частоте вращения 1000 об/мин внутренний диаметр образующейся воронки разволокня- емой суспензии оказывается равным 120 мм (на уровне среднего ножа),то диаметр нерабочей зоны был прицят равным этой же величине (т.е. 120мм)
В соответствии с этим значение параметров г и R, используемых для расчета формы режущей кромки по формуле (1), принимают значение г 60 мм; R 175 мм.
При эксплуатации этих ножей совершенно не наблюдалась забивка их режущих кромок разволакиваемым материалом, что обычно бывает при эксплуата- .ции ножей с прямой режущей кромкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измельчения коллагенсодержащих сред и инструмент для его осуществления | 2022 |
|
RU2802786C1 |
| Устройство для отрезки порции стекломассы | 1985 |
|
SU1368277A1 |
| Зубчатая передача | 1987 |
|
SU1537930A1 |
| Способ хонингования | 1989 |
|
SU1692821A1 |
| Способ бесцентрового шлифования тел вращения | 1988 |
|
SU1541022A1 |
| Способ измерения приращения скорости распространения акустических колебаний в среде | 1988 |
|
SU1504521A1 |
| Нож для листовых ножниц с катя-щиМСя РЕзОМ | 1979 |
|
SU810403A1 |
| Способ электронно-лучевой сварки | 1986 |
|
SU1323298A1 |
| Плужный лемех | 1991 |
|
SU1813315A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ ДУГООБРАЗНОГО В ПЛАНЕ РЕЗА ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2054344C1 |

Фиг. 2
tPue.J
Составитель Д.Лихачев Редактор И.Рыбченко Техред Л.Сердюкова Корректор С.Шекмар
Заказ 4400/30 Тираж 373Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
tpi/e.
| Патент США № 3580315, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
