перебрасывают в симметричное положение (точку D). Далее процесс движения П повторяется до тех пор, пока электронный П не достигнет конечной точки К заданного контура, после чего П мгновенно перебрасывают в начальную точку N. Одновременное формирование симметричных относительно направИзобретение относится к электроннлучевой сварке, в частности к технологии сварки сканирующим электронным пучком, и может быть использовано в различных областях машиностроения.
Целью изобретения является повышение качества сварного соединения путем устранения дефектов формирования
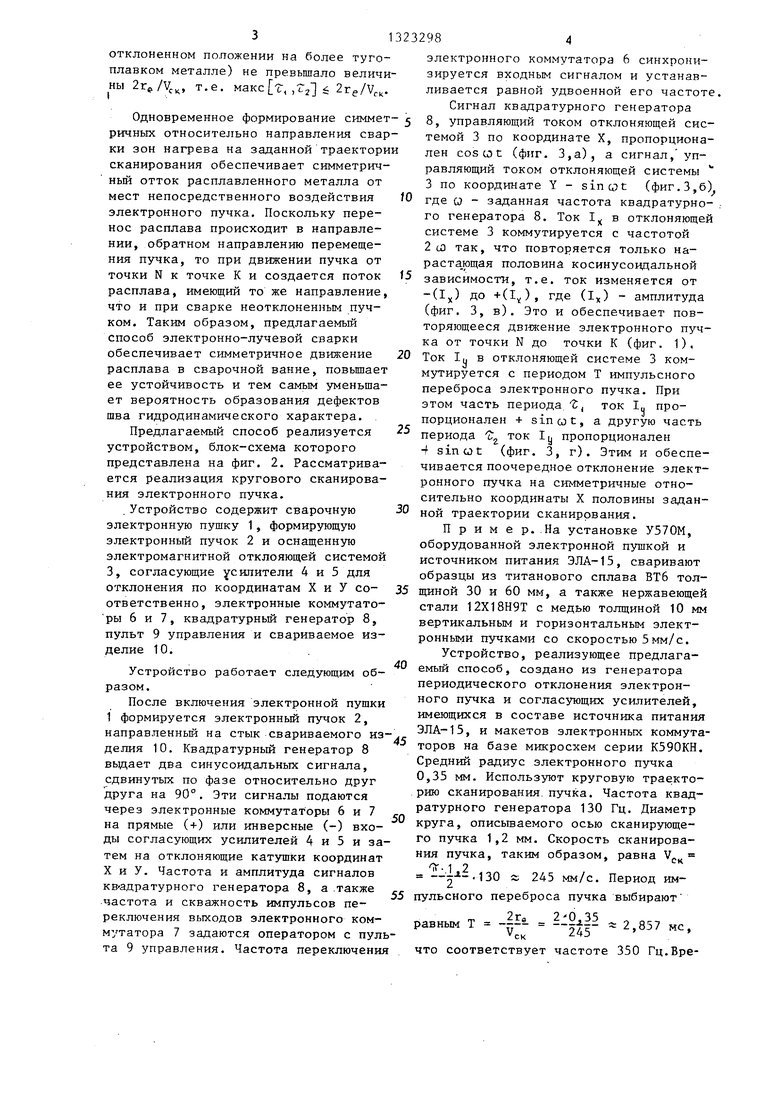
На фиг. 1 показана схема траектории движения электронного пучкаj на фиг. 2 - блок-схема устройства для реализации предлагаемого способа; на фиг. 3 - диаграмма изменения во времени сигналов квадратурного генератора (а, б) и токов в отклоняющей системе по координатам X (в) и У (г)
Способ заключается в следующем. Движение пучка начинают из точки N, например, влево от оси X по траектории 1. Переместив с заданной скоростью сканирования V,. на расстояние 2Гр, где Tg - средний радиус электронного пучка (до точки А), пучок мгновенно перебрасьтают по траектории 2 в симметричное относительно оси X положение (точку В) на заданном контуре. Далее пучок снова перемещают со скоростью Vg на расстояние 2rg (до точки с), а затем перебрасывают в симметричное положение (точку D). Далее процесс движения пучка повторяется до тех пор, пока, электронный пучок не достигент конечной точки К заданного контура, после чего пучок мгновенно перебрасывают в начальную точку N. Таким образом, осуществляется одновременное формирование зон нагрева на обеих половинах заданной траектории сканирования электронного пучка, симметричных от- носич вльно плоскости симметрии сварочной ванны.
ления сварки зон нагрева на заданной траектории сканирования обеспечивает симметричное движение расплава в сварочной ванне, повышает ее устойчивость и тем самым уменьшает вероятность образования дефектов шва гидродинамического характера. 1 з.п,ф-лы, 3 ил.
O
5
0
5
0
5
0
Как видно из фиг. 1, зоны нагрева между точками АиВ, ЫиВ, СиР формируются практически непрерывно, так как поперечные сечения электронного пучка соприкасаются при выбранном периоде его переброса Т 4г / ск Р меньшем периоде поперечные -сечения пучка будут перекрываться, обеспечивая еще большую равномерность нагрева свариваемого металла. Следовательно, всегда выбирают период из условия Т 4Гд/Vc. Для формирования симметричного нагрева металла на обеих половинах заданной траектории сканирования при сварке однородных металлов необходимо, чтобы время пребывания электронного пучка в каждом из отклоненных положений было одинаковым, т.е. равным Т/2.
При сварке разнородных материалов соотношение времен пребывания электронного пучка в каждом из отклоненных положений определяется соотношением количества тепла, необходимого для расплавления каждого из металлов,т.е. Т 17, + Тг
1 5lJlj IlM i грг пл
где индексы 1 и 2 относятся к разным металлам:
t - время пребьюания пучка в отклоненном положении, мс; С - теплоемкость металла,кал/г град; |0 - плотность мета41ла, г/см; Т„ц- температура плавления металла , С .
При этом, как видно из фиг..1, для обеспечения непрерывности формирования зон нагрева необходимо, чтобы время паузы на более легкоплавком металле (время пребывания пучка в
отклоненном положении на более тугоплавком металле) не превьппало величины 2re/V., т.е. , ,Г2 g 2ге/У,
Одновременное формирование симмет ричных относительно направления сварки зон нагрева на заданной траектори сканирования обеспечивает симметрш - ный отток расплавленного металла от мест непосредственного воздействия электронного пучка. Поскольку перенос расплава происходит в направлении, обратном направлению перемещения пучка, то при движении пучка от точки N к точке К и создается поток расплава, имеющий то же направление, что и при сварке неотклонеиным пучком. Таким образом, предлагаемый способ электронно-лучевой сварки обеспечивает симметричное движение расплава в сварочной ванне, повышает ее устойчивость и тем самым уменьшает вероятность образования дефектов шва гидродинамического характера.
Предлагаемый способ реализуется устройством, блок-схема которого представлена на фиг. 2. Рассматривается реализация кругового сканирования электронного пучка.
.Устройство содержит сварочную электронную пушку 1, формирзпощую электронный пучок 2 и оснащенную электромагнитной отклояющей системой 3, согласующие усилители 4 и 5 для отклонения по координатам X и У соответственно, электронные коммутато- ры 6 и 7, квадратурньй генератор 8, пульт 9 управления и свариваемое изделие 10.
Устройство работает следующим образом.
После включения электронной пушки 1 формируется электронный пучок 2, направленньм на стык свариваемого изделия 10. Квадратурный генератор 8 вьщает два синусоидальных сигнала, сдвинутых по фазе относительно друг друга на 90°. Эти сигналы подаются через электронные коммутаторы 6 и 7 на прямые (+) или инверсные (-) входы согласующих усилителей 4 и 5 и затем на отклоняющие катушки координат X и У. Частота и амплитуда сигналов кв-адратурного генератора 8, а .также частота и скважность импульсов переключения выходов электронного коммутатора 7 задаются оператором с пулта 9 управления. Частота переключени
10
f5
20
25
30
,5
3232984
электронного коммутатора 6 синхронизируется входным сигналом и устанавливается равной удвоенной его частоте.
Сигнал квадратурного генератора 8, управляющий током отклоняющей системой 3 по координате X, пропорционален cos cot (фиг. 3,а), а сигнал, управляющий током отклоняющей системы 3 по координате Y - sinwt (фиг.3,б) где Q - заданная частота квадратурно- . го генератора 8. Ток 1 в отклоняющей системе 3 коммутируется с частотой 2 сО так, что повторяется только на- раста ющая половинй косинусоидальной зависимости, т.е. ток изменяется от -(1) до +(1,), где (1) - амплитуда (фиг. 3, в). Это и обеспечивает повторяющееся движение электронного пучка от точки N до точки К (фиг. 1).
40
45
Ток lu в отклоняющей системе 3 ком- мз гируется с периодом Т импульсного переброса электронного пучка. При этом часть периода t ток (. пропорционален + sin cot, а другую часть периода ток 1у пропорционален
-f sincjt (фиг. 3, г). Этим и обеспечивается поочередное отклонение электронного пучка на симметричные относительно координаты X половины заданной траектории сканирования.
П р и м е р.-На установке У570М, оборудованной электронной пушкой и источником питания ЭЛА-15, сваривают образцы из титанового сплава ВТб тол- 35 щиной 30 и 60 мм, а также нержавеющей стали 12Х18Н9Т с медью толщиной 10 мм вертикальным и горизонтальным электронными пучками со скоростью 5мм/с.
Устройство, реализующее предлагаемый способ, создано из генератора периодического отклонения электронного пучка и согласующих усилителей, имеющихся в составе источника питания ЭЛА-15, и макетов электронных коммутаторов на базе микросхем серии К590КН. Средний радиус электронного пучка 0,35 мм. Используют круговую траекторию сканирования, пучка. Частота квадратурного генератора 130 Гц. Диаметр круга, описываемого осью сканирующего пучка 1,2 мм. Скорость сканирования пучка, таким образом, равна V 1.2
50
245 мм/с. Период им- 55 пульсного переброса пучка выбирают
.130
равным Т
2гв ,35 V,, 245
2,857 мс.
что соответствует частоте 350 Гц.Время пребывания пучка в каждом из отклоненных положений при сварке сплава ВТ6 Т/2 Л: 1,428 КС, а при сварке стали 12Х18Н9Т с медью МО
«0,6526,
Тд. 1,128 мс; пм8Ц91- Ь729 мс.
Исследования качества сварных швов выполняют визуальным наблюдени- ем процесса сварки, оптико-инструментальными и рентгенографическими методами. В результате этих исследований установлено, что при сварке сплава ВТб (т.е. однородных металлов) уменьшается разбрызгивание расплава из сварочной ванны, исключается образование подрезов (для вертикального пучка) и обеспечивается симметричное и устойчивое формирование усиле- ния шва (для горизонтального пучка), при этом отпадает необходимость в ограничительной планке вдоль нижней кромки стыка для предотвращения вытекания расплава, кроме того, при свар- ке стали с медью (т.е. разнородных металлов) уменьшается разбрызгивание расплава из сварочной ванны, снижается в 2-3 раза вероятность образования трещин, нет необходимости в постоянном смещении со стыка электронно- гб пучка, чтобы площадь части поперечного сечения пучка, воздействующей на сталь, превьшала в 1,5 раза площадь части сечения пучка, воздействующей на медь. Последний результат показьгаает, что при сварке разнород-. ных металлов по предлагаемому способу резко упрощается работа с системой
наведения на стык и с системой слежения за стыком. .
Предлагаемый способ электроннолучевой сварки по сравнению с прото0
О
5 5 о типом позволяет снизить брак при сварке разнородных металлов и затраты на его исправления, расширить номенклатуру свариваемых изделий и повысить производительность труда и качество соединения.
Формула изобретения
1.Способ электронно-лучевой сварки, при котором электронный пучок сканируют по замкнутой, симметричной относительно направления сварки траектории, отличающийся тем, что, с целью повьштения качества сварного Соединения путем устранения дефектов формирования, электронный пучок периодически перебрасывают поперек оси шва на симметричные относительно направления сварки участки траектории сканирования с периодом
Т i с Я е средний радиус электронного пучка в зоне сварочной ванны, MMi Vj.- скорость сканирования, мм/с, и временем задержки в симметричных точках траектории, равным Т/2.
2.Способ по п. 1,отличаю- щ и и с я тем, что, с целью повьщ1е- ния качества сварного соединения разнородных металлов, время задержки.в симметричных точках траектории определяют из выражений
С,
гр
макс
Г -, , г
где 1 и 2 - индексы металлов с различными теплофизически- ми свойствами t - время задержки пучка в отклоненном положе-- НИИ, мс , С - теплоемкость,кал/г град,
Р - плотность, Т - температура плавления, С.
фиг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1659183A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2534183C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КРУГОВЫХ СТЫКОВ | 2013 |
|
RU2561626C2 |
| Способ электронно-лучевой сварки разнородных ферро- и парамагнитных материалов | 2016 |
|
RU2635445C1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1750892A1 |
| Способ электронно-лучевой сварки | 1989 |
|
SU1620248A1 |
| СПОСОБ СВАРКИ | 1999 |
|
RU2174067C2 |
| СПОСОБ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2522670C2 |
| Способ электронной лучевой сварки | 1984 |
|
SU1274880A1 |
Изобретение относится к электронно-лучевой сварке, в частности к технологии сварки сканирующим электронным пучком, и может быть использовано в различных областях машиностроения. Целью изобретения является повьшение качества сварного соединения путем устранения дефектов формирования. Движение пучка (П) начинают из точки N по траектории 1. Переместив П с заданной скоростью сканирования V;. на расстоянии 2ге, где Ге - средний радиус электронного П (до точки А), его мгновенно перебрасывают по траектории 2 в симметричное отно- . сительно оси X положение (точку В) на заданном контуре. Далее П снова перемещают со скоростью на расстояние 2т: (до точки С) , а затем с (Л оо N5 00 Ю со СХ) а
Л
k iL ii
r
Редактор Э.Слиган
Заказ 2908/16Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производстпенно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
(.3
Составитель Г.Квартальнова
Техред И.Попович Корректор Г,Решетник
| Шилов Г.А | |||
| и др | |||
| Влияние частоты и диаметра развертки электронного луча на проплавление металла при электронно-лучевой сварке | |||
| Автоматическая сварка, 1983, № 8, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Friedel К.Р., Arata J, Proceedings of International, Conference on welding Research in the 1980 s, ,- | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| - Osaka, 1980, p | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
