Изобретение относится к прокатному производству и может быть использовано на металлургических предприятиях, производящих листовой прокат на широкополосовых станах горячей прокатки.
Цель изобретения - повышение производительности и улучшение качества проката за счет повышения начальной скорости прокатки.
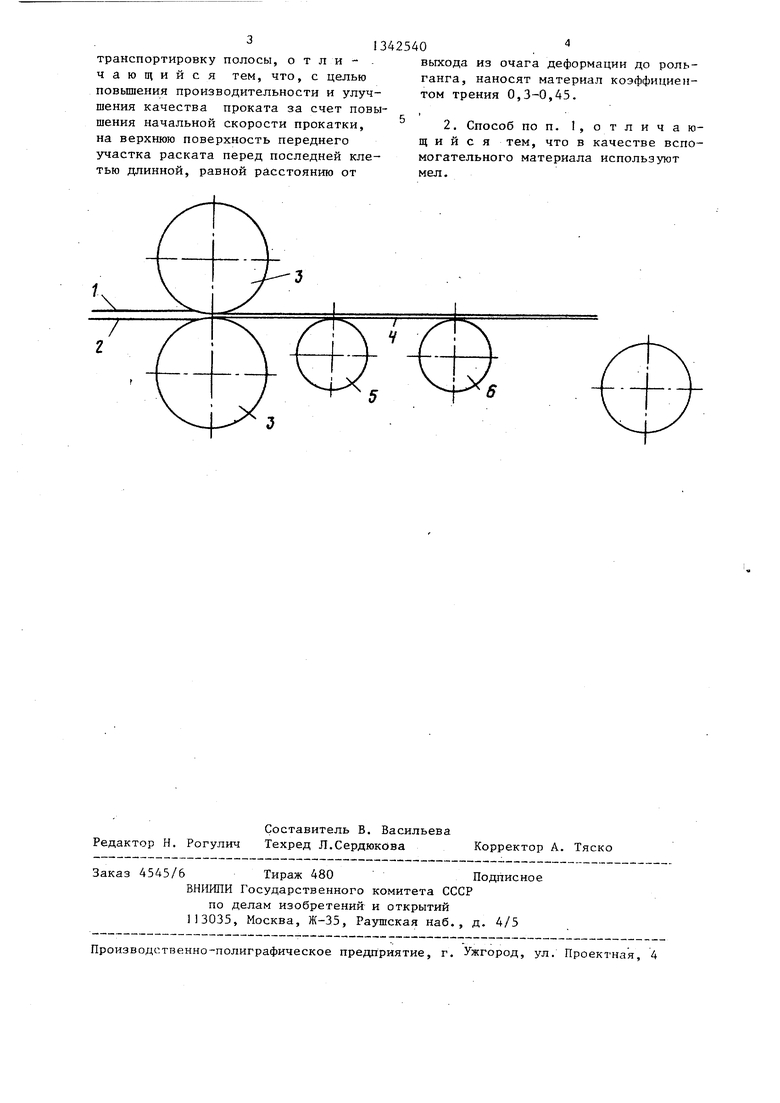
На чертеже изображена схема реализации способа.
На участ9к I верхней поверхности переднего конца раската 2, имеющего длину, равную расстоянию от выхода из очага дефорнмации до первого ролика рольганга, перед захватом в последнюю клеть 3 наносят вспомогательный материал, в частности мел. После выхода из очага .деформации полоса 4 за счет большей силы трения с верхнш валком изгибается вниз и её передний конец входит в контакт с первым роликом рольганга 5. Затем полоса, двигаясь по, роликам рольганга 6, сматывается- на моталку.
Положительньш эффект от данного способа прокатки достигается при использовании вспомогательного материала коэффициентом трения о металл, лежащим в пределах 0,3-0,45 (коэффициент трения стали о валки при 830°С равен 0,17-0,20). При применении именно таких материалов обеспечивается устойчивое транспортирование переднего конца полосы по отводящему рольгангу со скоростью 15-16 м/с, что позволяет повысить температуру конца стали 0,8Ю до 840-850°С. При этом формируется структура однородного феррита зерном 6-8 балл с равномерным распределением карбидов. Горячекатаный подкат стали 0,8Ю с такой структурой пригоден для производства холодного листа для глубокой вытяжки Способ осуществляют следующим образом.
На верхннж) поверхность переднего по ходу перемещения участка раската перед последней клетью на участок длиной 2,5 м (расстояние до первого ролика 2,1 м) наносят вспомогательный материал с определенным коэффициентом трения.
Пример 1. Прокатьшают 10 слябов с использованием вспомогательног материала, имеющего коэффициент трения о металл ,27, Отмечают
устойчивое транспортирование переднего конца полосы вплоть до скорости 13 м/с. Температура конца прокатки . При такой температуре де
формация стали О,8Ю проходит в двухфазной области, что обуславливает получение структуры неоднородного феррита с вытянутыми зернами. Такая
структура подката не соответствует ГОСТу и не обеспечивает штампуемость готового холоднокатаного листа.
П р и м е р 2. Прокатьшают 8 полос с использованием вспомогательного материала, имеющего коэффициент трения о металл k 0,3. Порог устойчивого движения переднего конца полосы по отвадящему рольгангу соот0
5
0
5
ветствует м/с, температура конца прокатки 840 С. При этой темпе-- ратуре деформация проходит в однофазной области, в результате чего горячекатаный лист имеет структуру однородного феррита зерном 6-8 балл с равномерным распределением карбидов. Такой подкат соответствует требованиям ГОСТа и приемлем для производства холоднокатаного листа с высокой штампуемостью. Однако одна полоса на этой скорости сошла с рольганга и не смоталась на моталку. П р и м е р 3. Прокатьшают 9 слябов с использованием вспомогатель- :ного материала коэффициентом трения о металл ,45. При этом порог ус0
тойчивого транспортирования переднего конца полосы 16 м/с, температура конца прокатки 850 С. При этой температуре деформация проходит в однофазной области, в результате чего горячекатаный лист имеет структуру одно- .родного феррита зерном 6-8 балл с равномерным распределением карбидов. Такой подкат соответствует требова- ниям ГОСТа и приемлем для про,извод- ства холоднокатаного листа с высокой штампуемостью.
Таким образом , предлагаемый спо- . соб обеспечивает получение оптималь- .ной температуры конца прокатки и по- вьшает производительность стана.
Форм у л а изобретения
0
55
1. Способ горячей прокатки тонких полос, включающий последовательное .обжатие металла в группе чистовых клетей, нанесение на раскат вспомогательного материала и последующую
транспортировку полосы, о т л и - - чающийся тем, что, с целью повьшения производительности и улучшения качества проката за счет повышения начальной скорости прокатки, на верхнюю поверхность переднего участка раската перед последней клетью длинной, равной расстоянию от
ы1342540.
выхода из очага деформации до рольганга, наносят материал коэффициентом трения 0,3-0,45,
2. Способ по п. 1,отличаю- щ и и с я тем, что в качестве вспомогательного материала используют мел.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
| Способ горячей прокатки полос на широкополосовом стане | 1981 |
|
SU990351A1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ЛИСТОВОЙ СТАЛИ | 2005 |
|
RU2288281C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2270064C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| Способ широкополосовой горячей черновой прокатки | 1987 |
|
SU1518036A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| Способ регулирования процесса прокатки стальной полосы на непрерывном многоклетевом стане | 1981 |
|
SU995923A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСОВОМ СТАНЕ И НЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386492C2 |
Изобретение относится к прокатному производству. Оно может быть использовано на металлургических предприятиях, производящих листовой прокат на широкополосовых станах горячей прокатки. Цель изобретения - повьшение производительности станов горячей прокатки и качества полос. На участок верхней поверхности передней части раската перед последней клетью наносят вспомогательный материал коэффициентом трения 0,3-0,45. За счет большей силы трения между полосой и верхним валком по сравнению с силой трения между полосой и нижним валком передний конец полосы изгибается вниз и попадает на первый ролик рольганга. Это позволяет повысить заправочную скорость, что приводит к повьшению производительности стана и качества полос. 1 з.п. ф-лы, 1 ил. S (Л со 4 hO СП
Составитель В. Васильева Редактор Н. Рогулич Техред Л.Сердюкова
Заказ 4545/6 Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
-----------------------------------------------------------ч--«-.-.-w-.-----..- -.---.-«-в.----.-«-------«--.,-
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А. Тяско
| Тубольцев Л.Г | |||
| и др | |||
| -Горячая прокатка листовой стали с технологическими смазками | |||
| - М.: Металлургия, 1982, с | |||
| РУЧКА С РЕЗЕРВУАРОМ ДЛЯ ЧЕРНИЛ | 1922 |
|
SU402A1 |
