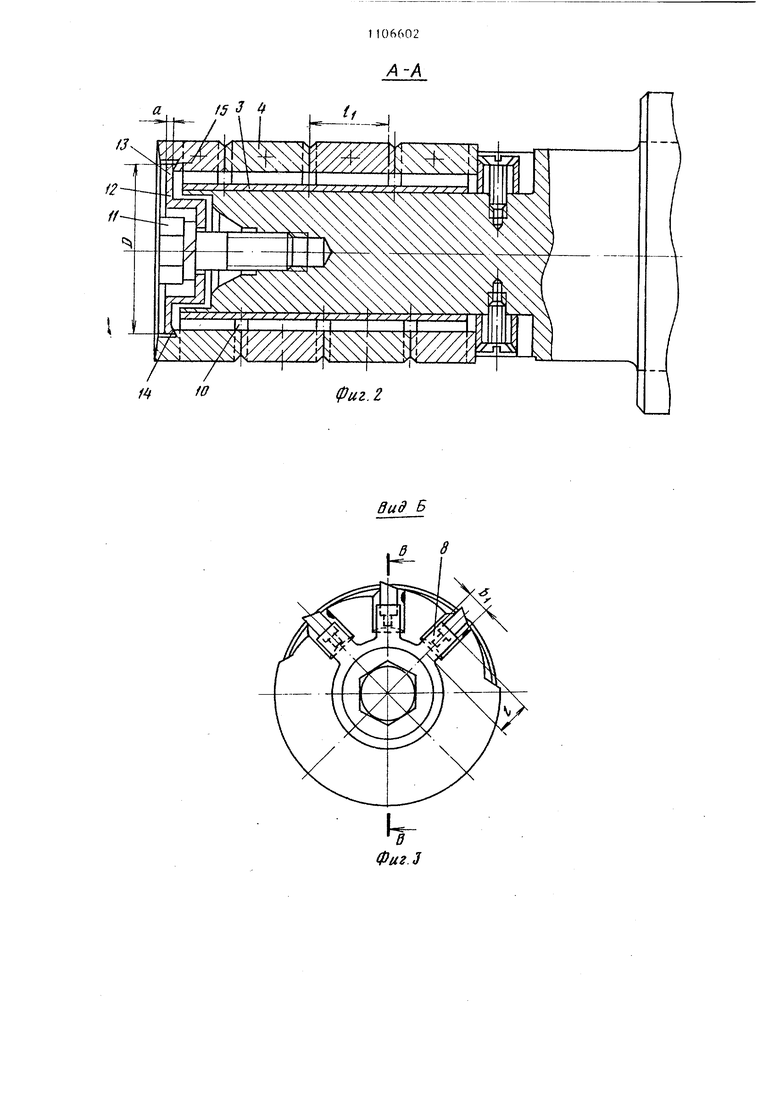
Изобретение относится к металлообработке и может быть использовано для фрезерования труднообработанных материалов типа высокопрочных, жаропрочных сталей и титановых сплавов. Известна фреза с механическим креплением режущих пластин винтовой формы и трапециедального сечения в корпусах с помощью стакана с пазами 1 3. Недостатками этой формы являются ненадежность крепления режущих пластин и сравнительно низкая жесткость конструкции особенно при увеличении длины режущей части, а также необходимость изготовления пластин специальной формы, отсутствующей в ГОСТе. Известна фреза, содержащая корпус в винтовых пазах которого при помощи клеев различной теплостойкости установлены обоймы с закрепленньми в них режущими, пластинами. Эта фреза обладает повьщ1енной стойкостью и воз можностью многократного использовани корпуса за счет предварительной уста новки режущих пластин в обоймы с помощью теплостойкого клея и последующего закрепления обойм в корпусе кле ем меньшей теплостойкости. Клеевое крепление режущих пластин в этой фре зе осуществляется в обоймах, представляющих собой планки винтовой , формы с поперечными пазами, при этом надежность крепления повышается за счёт поднутрения стороны паза под углом Ч 75-80°и аналогичного скоса у режущего элемента. Фреза позволяет фрезеро1зать труднообрабатываемые материалы на ограниченных режимах реза ния либо при условии применения смазочно-охлаждающих жидкостей 2. Однако конструкция известной концевой фрезы не обеспечивает давления при склеивании и, соответственно, на дежности крепления режущих пластин при тяжелых режимах резания, сопро вождающихся нагревом в зоне клеевого щва вьше , например при обработ ке длинномерных деталей из титановых сплавов без охлаждения. Условия рабо ты клееобразных фрез на указанных режимах резания требуют применения высокотеилостойких клеев, отверждающихся под давлением (например, марки ВК-20). Целью изобретения является расширение технологических возможностей клеесборных фрез за счет повьш1ения надежности крепления пластин, что 1 2 позволяет использовать без доработки централизованно выпускаемые промышленностью по ГОСТ 2209-69 пластины на тяжелых режимах резания. Указанная цель достигается тем, что во фрезе, содержащей корпус, в винтовых пазах которого при помощи клеев различной теплостойкости установлены обоймы с закрепленньгми в них режущими пластинами, каждая обойма снабжена продольным пазом, в дне которого выполнена прорезь, расположенная вдоль ее оси, а в месте стыков пластин выполнены сквозные поперечные прорези, размещенные перпендикулярно оси фрезы, причем режущие пластины дополнительно закреплены в корпусе совместно с обоймой, зажимными элементами. Кроме того, фреза снабжена установленной на торце корпуса шайбой, выполненной с отогнутыми пружинящими лепестками, внутренняя поверх.ность которой снабжена наклонным выступом для взаимодействия с выполненным на торце режущей пластины уступом. Предлагаемое выполнение фрезы позволяет повысить надежность крепления пластин, так как применение зажима обоймы с продольной и поперечными прорезями, а также торцовой шайбы с отогнутыми пружинящими лепестками, при выбранных относительных размерах позволяет осуществить давление при склеивании и дополнительное механическое крепление режущих пластин, что особенно эффективно по условиям эксплуатации концевых фрез с одноО , временной работой по торцу и длиной режущей части свьпие 1,5-2 диаметров. На фиг. 1 изображена клееобразная концевая фреза с одновременной работой по торцу; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 -.сечение В-В на фиг. 3. Предлагаемая фреза содержит корпус 1 с винтовыми пазами 2, в которых размещены с помощью клея средней (до 200°С) теплостойкости обоймы 3, с закрепленными в них с помощью клея высокой теплостойкости режущими пластинами 4. Пластины дополнительно закреплены в обойме зажимными элементами 5 , передающими давление через боковые стенки обоймы. На задней боковой стенке обоймы выполнен скос 6, посредством
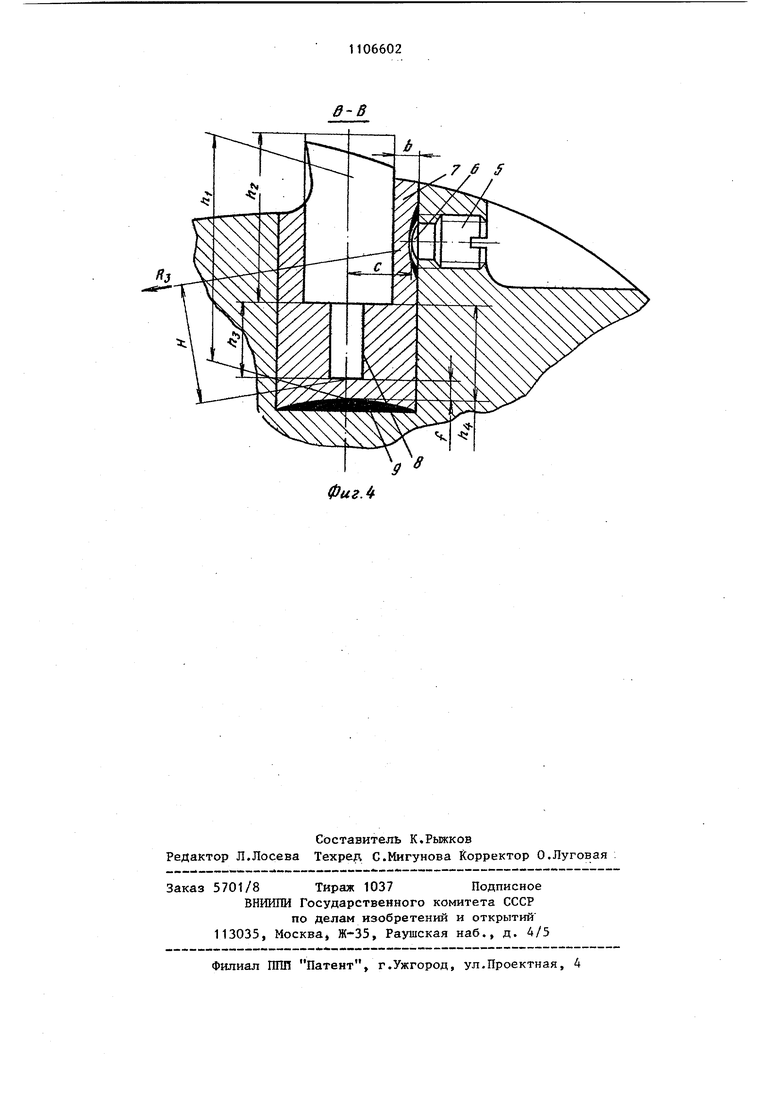
которого обойма поджимается зажимным элементом к дну паза 2 корпуса фрезы. Обойма высотой h в осевом сечении равной 1,1-1,3 от высоты h, режущей пластины снабжена продольным пазом 7,- в дне которого выполнена прорезь 8, глубиной Ь равной 0,8-0,85 расстояния h4 от дна паза 7 до нижнего основания 9 обоймы. В месте стыков режущих пластин выполнены сквозные поперечные прорези 10. В свою очередь, на торце корпуса установлена зажимаемая болтом 11 шайба 12 с отогнутыми пружинящими лепестками 13, причем отношение длины И лепестка к наружному диаметру D шайбы и толщины лепестка а к его длине равно 0,15-0,2, а внутренняя поверхность лепестка снабжена наклонным выстуйом 14, взаимодействующим с ответным ему уступом 15, выполненным в торце режущей пластины. Со стороны хвостовика фрезы режущие пластины закрепляются от осевого смещения с пoмoD ью ре Гулируемого упора 16.
Предлагаемая конструкция фрезы позволяет осуществлять давление, Необходимое при склеивании режущих пластин, и дополнительное механическое крепление их совместно с обоймой в корпусе фрезы.
При склеивании режущих пластин давление в тангенциальном направлении осуществляется усилием зажимных элементов, передаваемым через боковые стенки обоймы, а в осевом направлении - зажимом торцовой шайбы с отогнутыми пружинящими лепестками.
Надежность закрепления торцовых режущих пластин при воздействии радиальных нагрузок обеспечивается наклонным выступом лепестка торцовой шайбы, взаимодействующим с ответным ему уступом в торце режущей пластины
Относительные размеры элементов конструкции определены расчетным путем исходя из условий деформации боковых стенок обоймы, необходимой Г1ри склеивании режущих пластин, а также из условия деформации отогнутых пружинящих лепестков торцовой шайбы, необходимой для передачи paBiномерного осевого усилия на каждый ряд склеиваемых пластин. .
Так, например, высота обоймы определена в соответствии с величиной
деформации б боковой стенки обоймы толщиной Ь под нагрузкой зажимного элемента, рассчитанной по формуле ККэН
А ..«
1 где К - коэффициент, зависящий от
размеров 1i ,, t и Ъ ; Н - расстояние от дна прорези до равнодействующей Rj усилия зажимного элемента; С - расстояние от оси прорези до точки приложения усилия зажимного элемента; - длина участка боковой стенки обоймы между поперечными прорезями;
- размер между основанием и дном прорези обоймы (фиг. 2 и 4); Е - модуль упругости материала
обоймы.
Длина и толщина отогнутого пружинящего лепестка торцовой шайбы определены в соответствии с величиной деформации 6j лепестка под нагрузкой Р болта, расположенного в торце фрезы, рассчитанной по формуле
. « РБi
2
где t - расстояние от основания лепестка до точки приложения осевого усилия;
щирина лепестка;
а - толщина лепестка;
Z - количество лепестков в шайбе Уменьшение установленных относительно величины высоты обоймы и глубины прорези обоймы приводит к снижению давления при склеивании режущих пластин, при их увеличении свьш1е указанных пределов снижаются, соответственно, жесткость корпуса фрезы и прочность обоймы.
Уменьшение длины отогнутого пружинящего лепестка шайбы, как и увеличение его толщины свыше указанных относительных значений, приводит к повышенной жесткости пластины и неравномерной передаче давления на режущие пластины в осевом направлении. Увеличение длины лепестка и уменьшение его толщины с отклонением от указанньгх пределов относительных величин приводит к недопустимому снижению пружинящих свойств шайбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фрез | 1978 |
|
SU729008A1 |
| Инструмент для удаления заусенцев в отверстиях | 1981 |
|
SU1002100A1 |
| Торцовая фреза | 1989 |
|
SU1690968A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| СБОРНАЯ КОНЦЕВАЯ ФРЕЗА | 2014 |
|
RU2573858C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ ИЛИ КАССЕТЫ, ЕЕ СОДЕРЖАЩЕЙ, В СБОРНОМ РЕЖУЩЕМ ИНСТРУМЕНТЕ | 1995 |
|
RU2066600C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| Торцовая фреза | 1990 |
|
SU1754350A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| Универсальное вводное устройство во взрывобезопасное электрооборудование | 1991 |
|
SU1796078A3 |
1. ФРЕЗА, содержащая корпус, в винтовых пазах которого при помощи клеев различной теплостойкости установлены обоймы с закрепленными в режущими пластинами, отличающаяся тем, что, с целью повышения надежности крепления пластин. каждая обойма снабжена продольным пазом, в дне которого выполнена прорезь, расположенная вдоль ее оси, а в месте стыков пластин выполнены сквозные поперечные прорези, размещенные перпендикулярно оси фрезы, причем режущие пластины дополнительно закреплены в корпусе совместно с обоймой, зажимными элементами. 2. Фреза поп. 1,oтличaющ а я с я тем, что она снабжена установленной на торце корпуса шайбой, выполненной с отогнутыми пружинящими лепестками, внутренняя поверхность которой снабжена Нклонным выступом для взаимодействия с выполненным на торце режущей пластины усту(Л пом. а а о ю
Фиг Л б 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Концевой режущий инструмент | 1978 |
|
SU694292A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления фрез | 1978 |
|
SU729008A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
