1
Изобретение относится к смазочным составам, а именно к технологическим смазкам (ТС), используемым для про- црссов холодной обработки металлов давлением, например, при прокатке и штамповке.
Цель изобретения - повышение про- тивозадирньгх свойств смазки, снижени энергосиловых параметров процесса за счет стпшения усилий прокатки и вытяжки, а также повышение качества обработанной поверхности.
Для приготовления смазки используют следуюпи-ie ингредиенты: минеральное масло И-12А, метиловьт эфир синтетических жирных кислот (СЖК) фракции , полиэтилен мол.м. 800-1000, который подвергают иодированию.
Для получения иодированного полиэтилена используют полиэтилен мол.м. 800-1000, ЯВЛЯЮ1ЦИЙСЧ побочным продуктом при получении полиэтилена высокого давления 1П1зкой плотности в автоклавном реакторе.
Иодирование по.чиэтилена осуществляют по реакции Финкельштайна в среде ацетона путем замещения ранее привитого к полиэтилену галогена на иод при взаимодействии с йодистым натрием
В качестве галогенированного полиэтилена используют бромированный полиэтилен. Бромирование полиэтилена осуществляют взаимодействием полиэтилена с N-бромсукцинимидом в растворе четыреххлористого углерода. Процесс инициируется перекисью бензоила или УФ-облучением. Реакция протекает при в течение 1-3 ч. Прохождение реакции модификацт1и бромом подтверждается данными элементного анализа и ИК-спектроскопией. Модифицированный бромом полиэтилен содержит 12% брома
Реакцию замещения ранее привитого к полиэтиле}1у брома на иод проводят в грехгорлой колбе, снабженной механической мешалкой, термометром, по- грун;енным в жидкую фазу и обратным холодильником. Реакцию ведут при 50- в течение 3-6 ч. По окончании синтеза смесь дека1ггируют от неорганического осадка бромистого натрия, промывают тиосульфатом натрия и зта- нолом. После отгонки растворителей продукт представляет собой воскообразную массу спетло-коричневого цвета. Прохождение реакции замещения в поли- цепи подтверлщается образова- П1ем осадка бромистого натрия, эле5429162
мснтным ан,-ип1чом и даиньми ИК-спектpOCKOinili .
Модифицированный иодом полиэтилен содержал 17% иода и имеет формулу
-(CH V-CH3
где п 53.
Модифицированный иодом полиэтилен легко растворяется в минеральном масле, не осаждается и улучшает вязкостные свойства смазки.
Метиловый эфир синтетических жир
ных кислот фракции С - С повышает адгезионные свойства смазочной композиции и выполняет функцию стабилизатора смазки.
Приготовление технологической смаз- ки с присадкой иодированного полиэтилена осуществляется растворением иодированного полиэтилена в минеральном масле И-12Л при 40°С с дальней- добавлением при перемешивании
указанного метилового эфира синтетических жирных кислот.
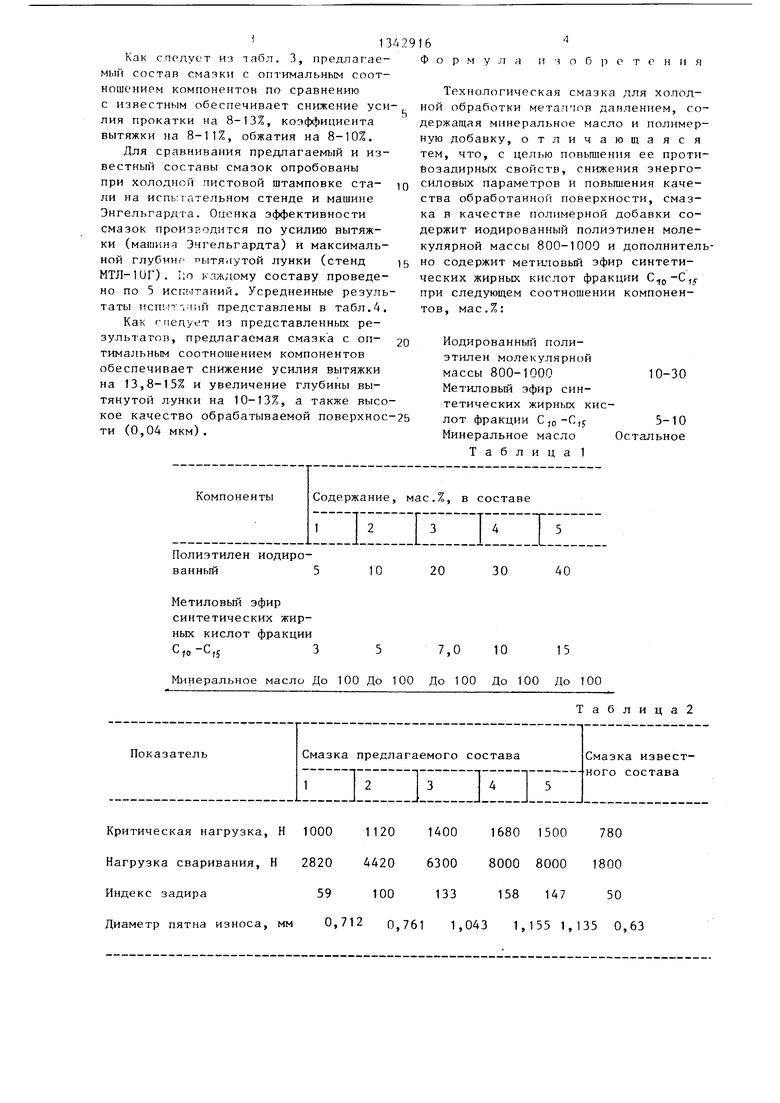
Смазку наносят на деформируемое изделие окунанием, обливом или по трубопроводу под давлением на изделие перед очагом деформации. Готовят смазки, составы которых приведены в табл. 1 .
в
Сравнивают противозадирные свойства предлагаемого и известного составов на машине трения ЧШМ. Результаты исследований сведены в табл. 2.
Полученные результаты свидетельствуют, что наилучшими противозадирными
0 свойствами из предлагаемых составов обладают смазочные составы 2-4. Критическая нагрузка, характеризующая нормальный механохимический износ, для наилучшего из предлаг-аемых сос, тавов в 2 раза выше по сравнению с известным составом, а нагрузка сваривания - в 4 раза.
Э(}4)ективность смазки оценивают на операциях прокатки и штамповки.
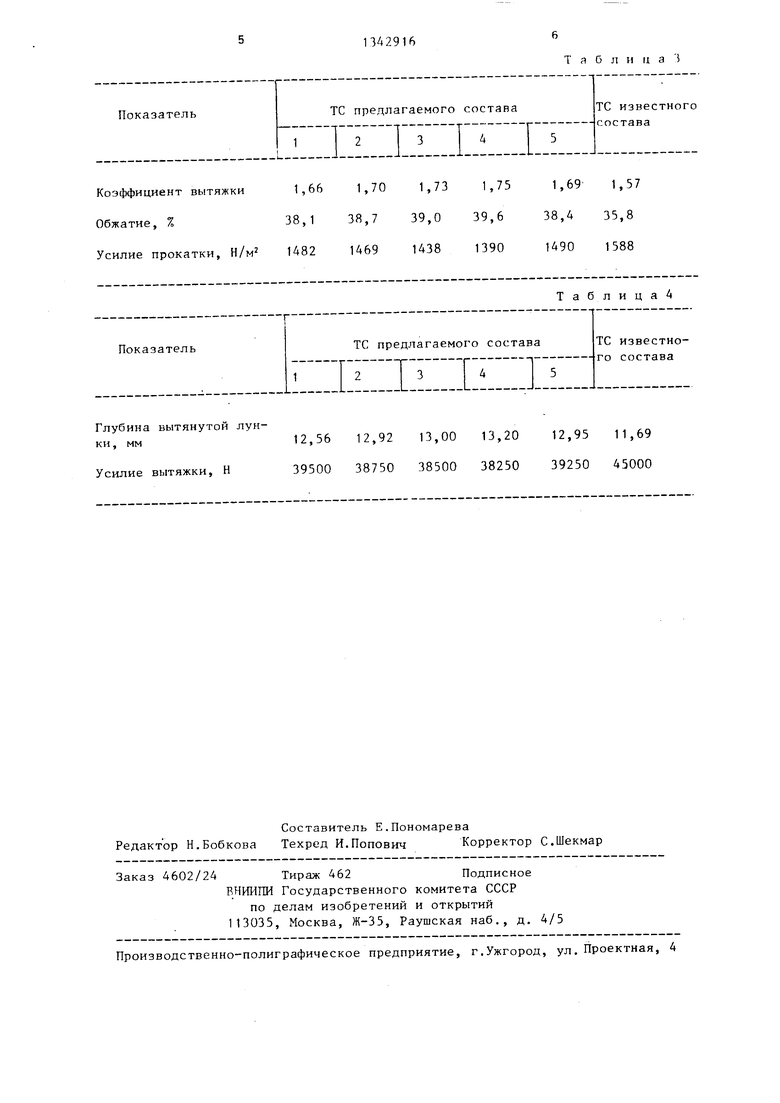
„ Прямоугольные образцы стали шириной 30 мм, длиной 100 мм прокатывают на лабораторном стане при скорости прокатки 1 м/с, температуре прокатки 50 С. Оценивают влияние предлагаемого состава ТС на усилия прокатки, обжатие, коэффициент вытяжки. По каждому из составов проведено по 5 испытаний. Усредненные результаты испытаний приведены в табл. 3.
13
Как следует из табл. 3, предлагаемый состав смазки с оптимальным соотношением компонентов по сравнению с известным обеспечивает снижение уси- ЛИЯ прокатки на 8-13%, коэффициента вытяжки на 8-11%, обжатия на 8-10%.
Для сравнивания предлагаемый и известный составы смазок опробованы при холодной листовой штамповке ста- ни на испытательном стенде и машине Энгельгардта. Оценка эффективности смазок производится по усилию вытяжки (машина Энгельгардта) и максимальной глубин рытяг1утой лунки (стенд МТЛ-ЮГ). 1;о каждому составу проведено по 5 испытаний. Усредненные результаты пспь. такий представлены в табл.4. Как следует из представленных результатов, предлагаемая смазка с оп- тимальным соотношением компонентов обеспечивает снижение усилия вытяжки на 13,8-15% и увеличение глубины вытянутой лунки на 10-13%, а также высокое качество обрабатываемой поверхности (0,04 мкм).
Полиэтилен иодированный5
Метиловый эфир синтетических жирных кислот фракции
С,5
357,0 1015
Минеральное масло До 100 До 100 До 100 До 100 До 100
Критическая нагрузка, Н 1000 1120 1400 1680 1500 780 Нагрузка сваривания, Н 2820 4420 6300 8000 8000 1800 Индекс задира59 100 133 158 147 50
Диаметр пятна износа, мм 0,712 0,761 1,043 1,155 1,135 0,63
16 Формула
и ч о б II е т е и и я
Технологическая смазка для холодной обработки металчов давлением, содержащая минеральное масло и полимерную добавку, отличающаяся тем, что, с целью повьш1ения ее проти- бозадирных свойств, снижения энергосиловых параметров и повьш ения качества обработанной поверхности, смазка в качестве полимерной добавки содержит иодированный полиэтилен молекулярной массы 800-1000 и дополнительно содержит метиловый эфир синтетических жирньк кислот фракции , при следующем соотношении компонентов, мас.%:
Иодированньш полиэтилен молекулярной массы 800-1000 Метиловьш эфир синтетических жирных килот фракции С )о if Минеральное масло Таблица 1
10
20
30
40
Таблица2
1342916fi
Т я б л и п а i
ПоказательТС предлагаемого состава ТС известного
ггт1состава
.l.1.1
Коэффициент вытяжки 1,66 1,70 1,73 1,75 1,69 1,57 Обжатие, %38,1 38,7 39,0 39,6 38,4 35,8
Усилие прокатки, Н/м 1482 1469 1438 1390 1490 1588
Таблица4
ПоказательТС предлагаемого состава ТС известно111го состава
..LL.Ii.. J.
Глубина вытянутой лунки, мм12,56 12,92 13,00 13,20 12,95 11,69
Усилие вытяжки, Н 39500 38750 38500 38250 39250 45000
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая смазка для холодной обработки металлов давлением | 1983 |
|
SU1142502A1 |
| КОНЦЕНТРАТ СМАЗКИ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1990 |
|
SU1807725A1 |
| Уплотнительная смазка для резьбовых соединений | 1987 |
|
SU1505965A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1987 |
|
SU1479492A1 |
| ЖИДКОСТИ ДЛЯ ПРОКАТКИ | 2010 |
|
RU2536468C2 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910739A1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2112017C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136727C1 |
| Смазка для холодной прокатки металлов | 1987 |
|
SU1513019A1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2008 |
|
RU2404233C2 |
Изобретение относится к смазочным составам, в частности к технологической смазке (ТС) для холодной обработки металлов давлением. Цель - повышение ее противозадирных свойств, снижение энергосиловых параметров и повышение качества обработанной поверхности. Состав компонентов ТС, мас.%: иодированный полиэтилен (мол.м. 800-1000) 10 - 30, метиловый эфир синтетических жирных кислот фракции C -C j5-10, минеральное масло остальное. ТС обеспечивает снижение усилия вытяжки на 13,8-15,0% и увеличение глубины вытянутой лунки на 10- 13%, а также высокое качество обрабатываемой поверхности - 0,04 мкм. 4 табл. iX (Л с 4 ГО со
| Грудев А.П | |||
| и др | |||
| Трение и смазка при обработке металлов давлением: Справочник | |||
| - М.: Металлургия, 1982, с | |||
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910739A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
