Изобретение относится к смазочным составам, а именно к технологическим смазкам (ТС), используемым для процессов холодной обработки ме.таллов давлением, например при прокатке.
Целью изобретения является повышение антифрикционных свойств смазки, а также снижение усилий прокатки и шероховатости поверхности о
Для приготовления смазки используют привитой сополимеризат полиме- тилметакрилата с лигносульфонатом, который представляет собой 30-35%г ную дисперсию коричневого цвета, содержащую привитой сополимер, формулу которого схематично можно представить следующим образом:
СНг ЛС
-с-СИ,
СООСНз .
п
сл
о
со
где ЛС - макромолекула лигносульфоната;п 1000-6000.
Водную дисперсию привитого сополи- меризата полиметилметакрилата с лиг- носульфонатом получают путем привитой полимеризации метилметакрила в водном растворе лигнрсульфоната.
Используют также лигносульфонат натрия, представляющий собой по бочный продукт целлюлозно-бумажного произ:3151
водства, полиэтилен мол.м. 1500-2000 являющийся побочным продзгктом при получении полиэтилена высокого давлени низкой плотности в автоклавном реак- торе/, синтетические жирные кислоты (СЖК) фракции Су-С, и триэтаноламин.
Для приготовления .смазки в водный раствор привитого сополимеризата при непрерывном перемешивании вводят рас четные количества лигносульфоната натрия, полиэтилена, СЖК фракции триэтаноламинао Смазку наносят на д еформируемое изделие окунанием или обливом.
Приготовленные составы смазок при зведены в табл. 1.
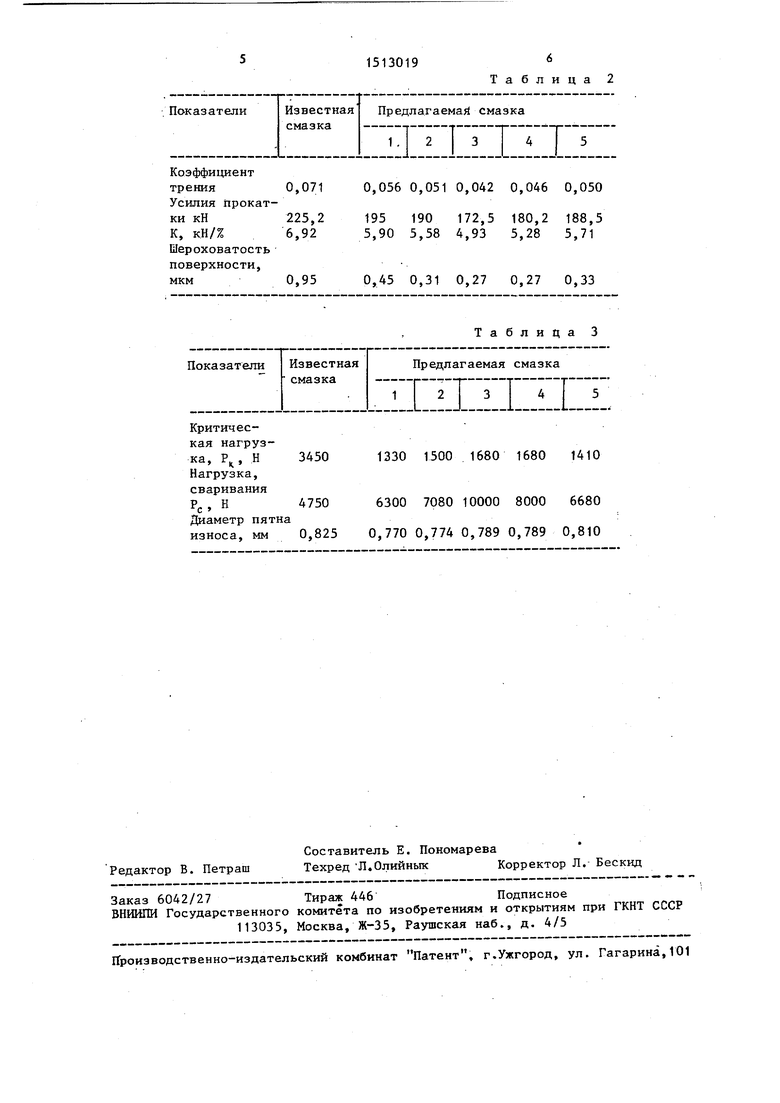
Проведены сравнительные испытания предлагаемой смазки (составы 1-5) и известной. Испытывали составы на ста не ДУО-160 при скорости прокатки 20 м/мин стальных образцов (сталь 08-кп) размером 200 х 30 х 0,81 мм. Оценивали коэффициент трения, усилия прокатки и параметр К, представляющий собой отношение усилия прокатки к относительной деформации металла (К Р/б) с, Параметр К отражает способность смазки снижать усилия прокатки (при достижении деформации 30%) на 1% деформации. Результаты представлены в табл. 2.
Представленные в табл. 2 результаты свидетельствуют о том, что предлагаемая смазка, по сравнению с известной обеспечивает снижение коэффициента трения на 20-40%, снижение усилий прокатки на 16-23%, шероховатости обработанной поверхности более чем в 3 раза.
В табл. 3 представлены результаты сравнительной оценки смазочных свойств испытуемых смазок.
Полученные результаты (табл 3) ;свидетельствуют о том, что смазоч-
ные свойства предлагаемой смазки |выше, чем известнойо Так, для смазки состава 3 Р., в 2,04 раза ниже, чем для известной, а значение Р в 2,32 раза выше, чем для известной, при этом у предлагаемой смазки значительно снижается диаметр пятна износа. Такой характер различий в значениях Р и и PJ. для исследуемых составов свидетельствует о-том, что предлагаемый состав характеризуется высокой работоспособностью в случае скоростной прокатки при высоком давлении.
Формула изобретения
Смазка для холодной прокатки металлов, содержащая воду, привитой сополимеризат полиметилметакрилата с лигносульфонатом и натриевую соль сульфокислот, отличающая
антифрикционных свойств смазки, снижения усилий прокатки и шероховатости поверхности, смазка в качестве натриевой соли сульфокислот содержит лигносульфонат натрия и смазка дополнительно содержит полиэтилен мол. м. 1500-2000, синтетические жирные кислоты фракции С.у-С и три- зтаноламин при следующем соотношении компонентов, мас.%:
5
0
Привитой сополимеризат полиметилметакрилата с лигносульфонатом Лигносульфонат натрия
Полиэтилен мол.м. 1500-2000
Синтетические жирные кислоты фракции , Триэтаноламин Вода Таблица 1
5-10 10-30 10-25
3-7
0,1-0,5 Остальное
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной прокатки металлов | 1989 |
|
SU1643596A1 |
| Смазочно-охлаждающая жидкость для холодной прокатки металлов | 1990 |
|
SU1728295A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1986 |
|
SU1342916A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1989 |
|
SU1710572A1 |
| Смазка для холодной обработки металлов давлением | 1985 |
|
SU1315470A1 |
| Смазочно-охлаждающая жидкость для обработки металлов | 1982 |
|
SU1097648A1 |
| Смазка "Аминол" для холодной обработки металлов давлением | 1988 |
|
SU1546471A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1986 |
|
RU1531470C |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1999 |
|
RU2163625C2 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1986 |
|
SU1384610A1 |
Изобретение относится к смазочным составам, используемым для процессов холодной обработки металлов давлением. Цель - повышение антифрикционных свойств смазки, снижение усилий прокатки и шероховатости поверхности. Смазка содержит, мас.% : привитой сополимеризат полиметилметакрилата с лигносульфонатом 5-10, лигносульфонат натрия 10-30, полиэтилен (мол. мас. 1500-2000) 10-25, синтетические жирные кислоты фракции С7-С09 3-7, триэтаноламин 0,1-0,5 и воду остальное. Предлагаемая смазка обеспечивает снижение коэффициента трения на 20-40%, усилий прокатки на 16-23%, шероховатости обработанной поверхности более чем в 3 раза по сравнению с прототипом. 3 табл.
Привитой сополнмеризат
полиметилметакрилата с
лигносульфонатом
Лигносульфонат натрия
Полиэтилен мол.м. 15002000 .
Синтетические жирные
кислоты
Триэтаноламин
Во всех составах вода до ЮО мас.%.
15 35
30
10
0,7
1513019
Таблица 2
Известная Предлагаема смазка
смазка гг.-,-
.l:i..i.l..L...
0,071 0,056 0,051 0,042 0,046 0,050 225,2 195 190 172,5 180,2 188,5 6,92 5,90 5,58 4,93 5,28 5,71 0,95 0,45 0,31 0,27 0,27 0,33
Таблица 3
Известная Предлагаемая смазка
смазка .-i-гт
.-Ll.-LLL-l.i-L.L
3450 1330 1500 1680 1680 1410
4750 6300 7080 10000 8000 6680 на
0,825 0,770 0,774 0,789 0,789 0,810
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910739A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1986 |
|
SU1384610A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
