1
Изобретение относится к техноло гическим смазкам для холодной обработки металлов давлением и может быть использовано при изготовлении ( волочением, прокаткой) изделий в частности в поточных линиях, например труб и прутков из углеродистых сталей.
Процессы обработки металлов давлением характеризуются высокими скоростями деформации при больших значениях разовых обжатий. Однако при этом как скорость, так и степень деформации ограничивается физико-химическими свойства-ми (вязкость, термостойкость и др.) применяемых смазок.
Известна смазка для холодной обработки металлов, представляющая собой . водный раствор хозяйствен.ного натриевого мыла lj.
Недостатком указанной смеси является то, что она может быть использована только с подсмазочным покрытием (медным или фосфатным), В
СВЯЗИ с этим перед нанесением покрытия требуется химическая обработка (обезжиривание, травление) поверхности изделий Последнее увеличивает трудоемкость процесса и ухудшает санитарно-гигиенические условия труда, так как в окружающую среду выделяются пары кислот и щелочей. Кроме того, после нанесения смазки требуется специальная сушка.
10
Известны смазки, применение которых не требует предварительного нанесения подсмазочного покрытия. Так, например, известна смазка, состоя15щая из 8-15 вес,% мыл щелочных металлов жирных кислот фракции C Q-C24 эмульсола технического (0,5-1), натрия йодистого (0,3-0,6) и гидроокиси лития (0,2-0,t )2. .
20
Однако применение указанной смзз ки также не исключает операции .сушки, что удлиняет технологический цикл. 39 Наиболее близкой по составу ингредиентов к предлагаемой является смазка, состоящая из минерального масла и полиэтилена (низкого давления) высокомолекулярного (мол.вес. более 10000) з. Иедйстатком указанной смазки являются ее невысокие антифрикционные и противозадирные свойства, что при водит в налипанию металла на инстру мент и обрывам деформируемого изделия. Это объясняется тем, что при высоких скоростях деформации в очаг деформации развиваются высокие температуры (свыше 250° С), что приво 1ит к потере термостабильности смаз ки,.а следовательно, к ухудшению антифрикционных и противозадирных свойств. Целъю изобретения является повышение противозадирных и антифрикционных свойств смазки. Поставленная цель достигается тем, что смазка, содержащая минеральное масло и полиэтилен, дополнительно содержит триэтаноламиновую соль алкилфосфатов на основе оксиэтилированных первичных жирных спир тов фракции качестве полиэтилена содержит полиэтилен мол.вес. 800-1000 при следующем соотношении компонентов, вес,%: Полиэтилен мол.вес. 800-1000 Триэтаноламиновая соль алкилфосфатов на основе оксиэтилированных первичных жирных спиртов фракции Йь 12-17 Минеральное масло Остальное Полиэтилен низкомолекулярный пре ст авляет собой белый пастообразной консистенции продукт и является отходом при производстве высокомоле. кулярных полимеров, Как показали исследования, он обладает высокими противозадирными и антифрикционными свойствами. Легко растворяется в минеральном масле, не осаждается и улучшает вязкостные свойства смазки. Триэтаноламиновая соль алкилфосфатов на основе оксиэтилированных первичных жирных спиртов фракции , является поверхностно-активным веществом,улучшает адгезионные свойства первого мономолекулярного слоя смазки и выполняет роль стабилизатора смазки. Для приготовления смазки используют стандартные вещества: Минеральное масло (ИС-20)ГОСТ 1707-51 Полиэтилен низкомолекулярный (мол.вес. 800-ТУ 6-05-1837-77 Триэтаноламиновая соль алкилфосфатов на основе оксиэтилированных первичных жирных спиртов фракции гост зв-+оуэ.- Предлагаемую смазку приготавливают следующим образом. В емкость с минеральным маслом (желательно подогретого до 60°С) добавляют полиэтилен при интенсивном перемешивании, а затем добавляют триэтаноламиновую соль алкилфосфатов. Приготовленный состав тщательно перемешивают. Смазку наносят на деформируемое изделие окунанием, обливом или по трубопроводу под давлением, на изделие перед очагом деформации. Были приготовлены и опробованы следующие составы смазок, приведенные в табл.1 ,
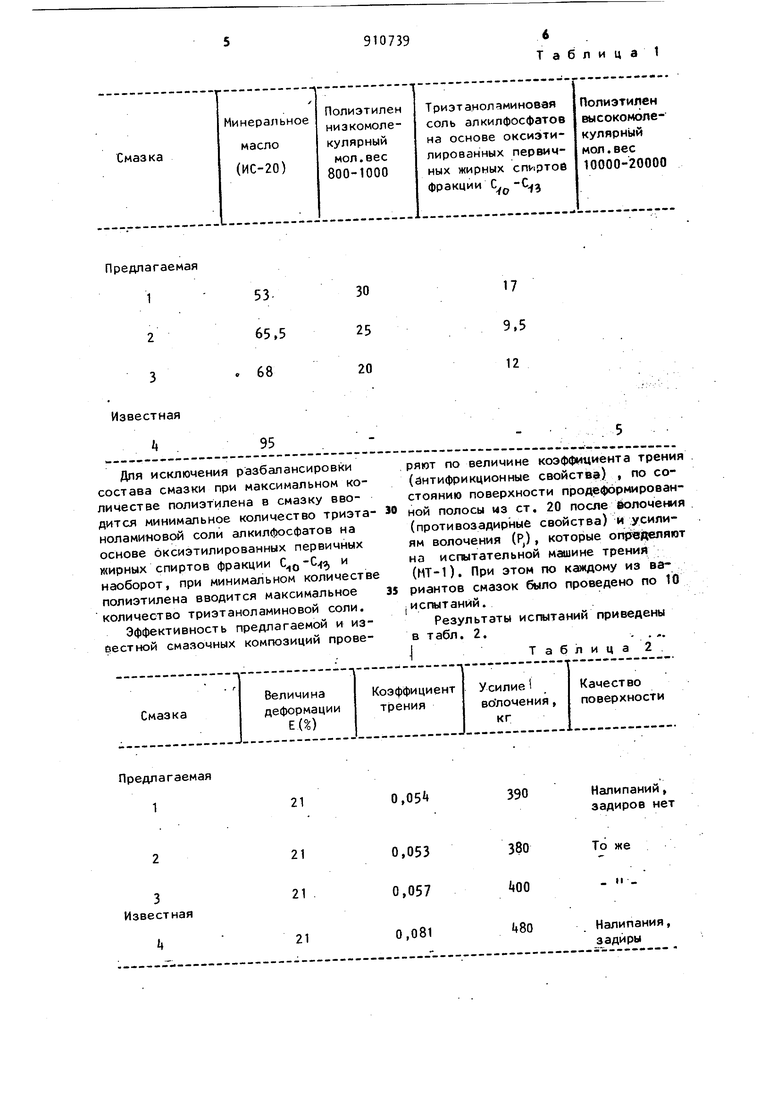
Т а 6 л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU958480A1 |
| Смазка для холодной прокатки труб | 1981 |
|
SU1018966A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU1011677A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1983 |
|
SU1142502A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU771149A1 |
| Смазка для холодного волоченияТРуб | 1979 |
|
SU844627A1 |
| Смазка для холодной обработки металлов давлением | 1982 |
|
SU1062246A1 |
| Смазка для волочения труб | 1976 |
|
SU607839A1 |
| Смазка для холодного волочения металлов | 1987 |
|
SU1447844A1 |
| Смазка для холодной обработки металлов давлением | 1977 |
|
SU699008A1 |
Предлагаемая 1
53
65,5
, 68
Известная
95
Для исключения разбалансировки состава смазки при максимальном количестве полиэтилена в смазку вводится минимальное количество триэтаноламиновой соли алкилфосфатов на основе оксиэтилированных первичных ухирных спиртов фракции и наоборот, при минимальном количестве полиэтилена вводится максимальное количество триэтаноламиновой соли.
Эффективность предлагаемой и изЕзестной смазочных композиций провеПредлагаемая
21 1
21 21
Известная k
21
17
30 25 20
12
ряют по величине коэффициента трения (антифрикционные свойст а|а) , по состоянию поверхности продефЬрмирован ной полосы из ст. 20 после болочения (противозадирные свойства) и усилиям волочения (Р,), которые опрре|0 еляют на испытательной машине трения (МТ-1). При этом по каждому из ва
35 риантов смазок было проведено по 10 i испытаний.
Результаты испытаний приведены
в т абл. 2.
I .
Таблица2
0,05
Налипаний,
390 задиров нет
380
То же
- II . 1+80
Налипания, задиры Оптимальный состав смазки содержит 65% минерального масла, 25% полиэтилена низкомолекулярного (мол.вес 800-1000), 10% триэтаноламиновой соли алкилфосфатов на основ оксиэтилированных первичных жирных спиртов фракции Q Q-C-f-j . Сравнительные испытания показыва ют, что предлагаемый состав смазочной композиции в отличие от известного обладает меньшим коэффициентом трения, лучшими противозадирными свойствами и значительно снижает усилия волочения о На пластинках, покрытых смазкой k, наблюдают задир усилие волочения значительно возрос ло. На пластинах, покрытых смазкой 1 - 3, налипания металло.в не наблюдают;Поверхность образцов, протянутых без налипания, проверяют на профило метре-про(|я лографе. Установлено, что все образцы, протянутые на смаз ке 1 - 3, имейт класс чистоты 10. Предлагаемая смазка опробована при волочении сварных труб из ст.10 и 08 КП по маршруту 18«-1 и . Протянуто 400 м труб. Качество поверхности труб хорошее, процесс волочения протекает плавно, стабильно. Формула изобретения Смазка для холодной обработки металлов давлением, содержащая минеральное масло и полиэтилен, о тли чающаяся тем, что, с целью повышения антифрикционных и противозадирных свойств, смазка в качестве полиэтилена содержит полиэтилен мол. вес.800-1000 и дополнительно содержит триэтаноламиновую соль алкилфосфатов на основе оксиэтилированных первичных жирных спиртов фракции Р следующем содержании компонентов, вес.%: Полиэтилен мол.вес 800-1000 Триэтаноламиновая соль алкилфосфатов на основе оксиэтилированных первичных жирных спир12-17тов фр.акции Остальное Минеральное масло . Источники информации, принятые во внимание при экспертизе 1.Липкин Я-.И. . Химическая и электрохимическая обработка сталь ных труб. М., Металлургия, 197, с. 10. 2.Авторское свидетельство СССР 607839, кл. С 10 М 1/06, 1978. 3.Авторское свидетельство СССР К 308799. кл. В 21 D 37/18, 19б9 (прототип). .
