113.3
Изобретение относится к машиностроению, в частности к заклепочным соединениям деталей машин.
Цель изобретения - повышение тех- , нологичности сборки заклепочного соединения .
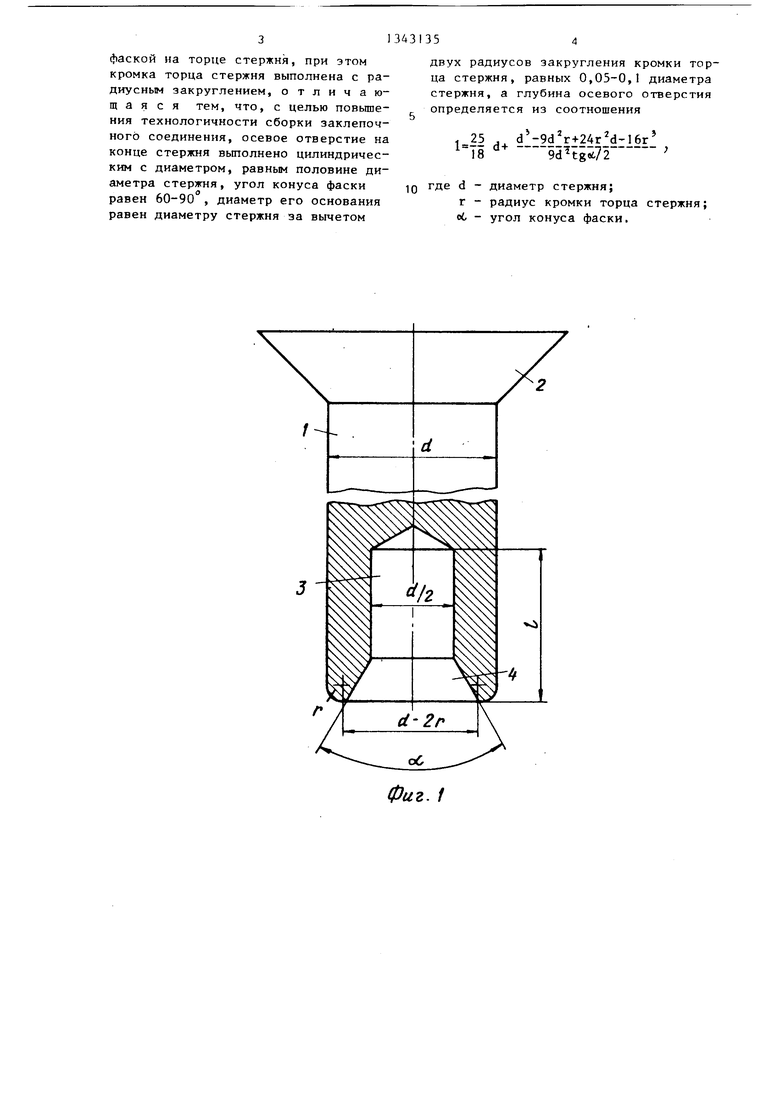
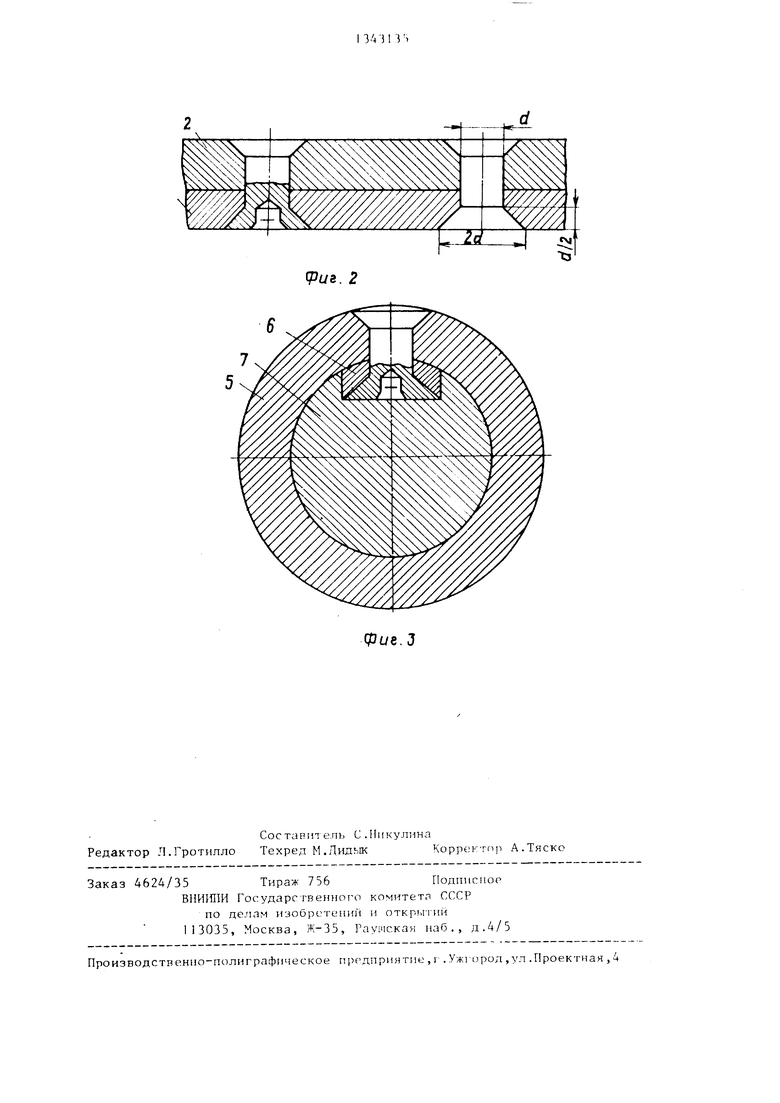
На фиг.1 изображена заклепка; на фиг.2 - заклепочное соединение; на сЬиг . 3 - вариант заклепочного соедине- ю ния.
Заклепка состоит из стержня 1 и конической закладной потайной головки 2. На торце стержня выполнено ци7 ъ T,d L ird%, d/4-r, 5i7d -48d rj:96rld-64r . 24 32 4Тб tgo672- T92 d4io6/2
отсюда
-7i d l9dlrj;24r d-16r 9d4g«i72
где , объем гнезда под замыкающую головку; . - объем незаполненного металлом после расклепывания заклепки цилиндрического отверстия стержня; .ъ объем расклепываемой части стержня заклепки; Уц - объем цилиндрической части отверстия в стержне заклепки; V - объем кони ческой части отверстия в стержне заклепки; d - диаметр заклепки; г - радиус закругления кромки торца стержня ; oi - угол конуса фаски в стержне заклепки.
Величина припуска на замыкающую головку заклепки устанавливается из условия полного заполнения гнезда под нее. При этом отверстие ; заклепке после расклепывания остается цилиндрическим; плоскость дна отверстия в стержне заклепки располагается в плоскости перехода от конического гнезда в соединяемой детали к отверстию в соединяемой детали под стержень заклепки. Глубина конического гнезда в соединяемой детали под замыкающую головку заклепки принята равной половине диаметра стержня.
С целью предотвращения деформации продольного изгиба стержня заклепки при нанесении удара по головке в процессе расклепывания диаметр отверсти в стержне должен быть не более полог- вины диаметра стержня.
Для создания направления течения деформируемого металла стержня заклепки к .периферии гнезда во вставке
52
линдрическое глухое отверстие 3 с конической фаской 4. Диаметр отверстия равен половине диаметра d стержня. Угол об конусности фаски выбирается в пределах 60-90 , при этом диаметр основания конуса фаски равен диаметру стержня минус два радиуса г закругления кромки торца стержня, который выбирается равным 0,05-0,1 диаметра стержня.
Глубина отверстия в заклепке выводится из выражений
e-V .ь - Vo- V,,; (1)
5
0
5
0
5
0
5
отверстие в стержне выполнено конусным с углом об , равным 60-90 . При о(, 90 затрудняются условия деформации при расклепьшании и значительно возрастают требуемые при этом усилия. При о(. 60° возникает растрескивание металла при расклепывании. Поэтому оптимальное значение об равно 60 - 90° .
С целью облегчения условий деформации конца стержня заклепки в процессе сборки и уменьшения трещинооб- разования диаметр основания конуса отверстия заклепки выполнен равным диаметру стержня заклепки за вычетом двух радиусов г закругления кромки.
Заклепка может быть применена и для получения соединения с затрудненным доступом к замыкающей головке, например соединение заклепкой втулки 5 со шпонкой 6 с использовани- нениям этого гнезда. Этот эффект полу- честве опоры при образовании замыкающей головки.
Заклепка позволяет повысить технологичность изготовления как самйй заклепки, например высокопроизводи-.. тельная высадка, так и заклепочного соединения, за счет обеспечения направленного пластического течения материала заклепки к периферии и симметричного заполнения гнезда в соединяемой детали.
Формула изобретения
Заклепка, содержащая стержень с потайной закладной головкой и глухим осевым отверстием с конической
фаской на торце стержня, при этом кромка торца стержня выполнена с радиусным закруглением, отличающаяся тем, что, с целью повьппе- ния технологичности сборки заклепочного соединения, осевое отверстие на конце стержня выполнено цилиндрическим с диаметром, равным половине диаметра стержня, угол конуса фаски равен 60-90 , диаметр его основания равен диаметру стержня за вычетом
двух радиусов закругления кромки торца стержня, равных 0,05-0,1 диаметра стержня, а глубина осевого отверстия определяется из соотношения
. 25 , d -9d r+24r d-16r d 9d4i 72
где d - диаметр стержня;
г - радиус кромки торца стержня; ot - угол конуса фаски.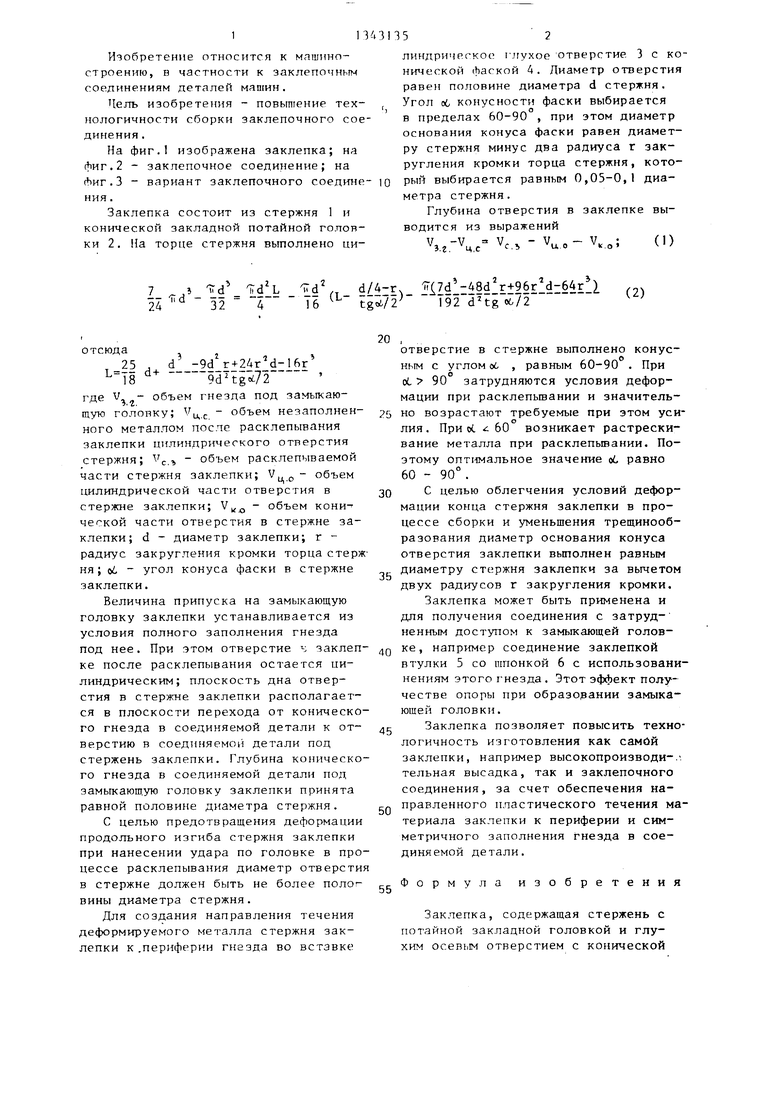
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАКЛЕПКА | 2005 |
|
RU2274773C1 |
| Заклепка | 1979 |
|
SU872809A1 |
| Заклепка | 1980 |
|
SU868150A1 |
| ЗАКЛЕПКА И ИНСТРУМЕНТ ДЛЯ ЕЕ ПОСТАНОВКИ | 1991 |
|
RU2006691C1 |
| Потайная заклепка | 1992 |
|
SU1838676A3 |
| Способ ремонта заклепочного соединения с потайной головкой | 1988 |
|
SU1532177A1 |
| Заклепка | 1983 |
|
SU1106929A1 |
| Заклепка | 1988 |
|
SU1532730A1 |
| ЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2047795C1 |
| Заклепка потайная | 1977 |
|
SU661168A1 |
Изобретение относится к магаино- строению, в частности к заклепкам для соединения деталей машин. Цель изобретения - повышение технологичности сборки заклепочного соединения. Технологичность сборки обеспечивается направленным пластичб ским течением материала заклепки к периферии, гнезда под замыкающую головку в соединяемой детали и симметричным заполнением этого гнезда.Этот эффект получен за счет того, что в стержне заклепки выполнено осевое глухое отверстие с конической фаской с npi-гведен- ными размерными соотношениями. 3 ил. & 00 со со СП
Фиг. f
фае. 2
Фие.З
| Патент С ПА № 4088053, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Способ изготовления спиральных ножей для стригальных машин | 1934 |
|
SU42018A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
