Изобретение относится к клепке и может быть использовано при доработке и ремонте авиационной техники.
Цель изобретения - повышение качества ремонта за счет повышения прочности полученного соединения.
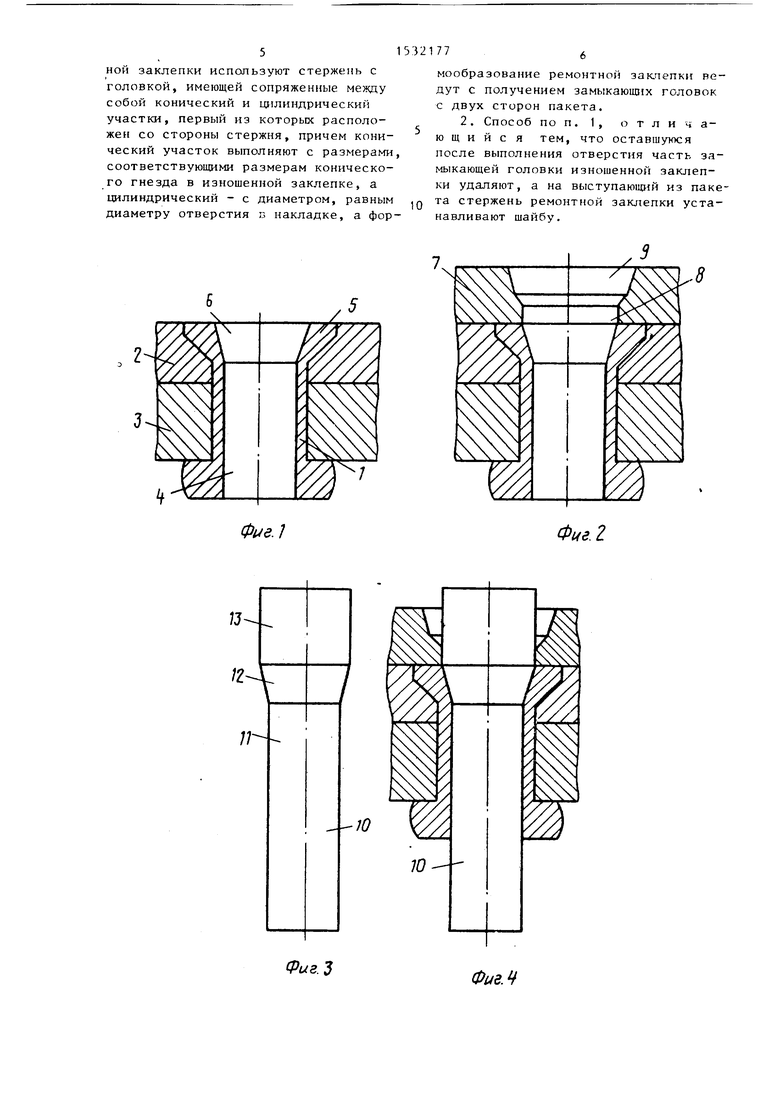
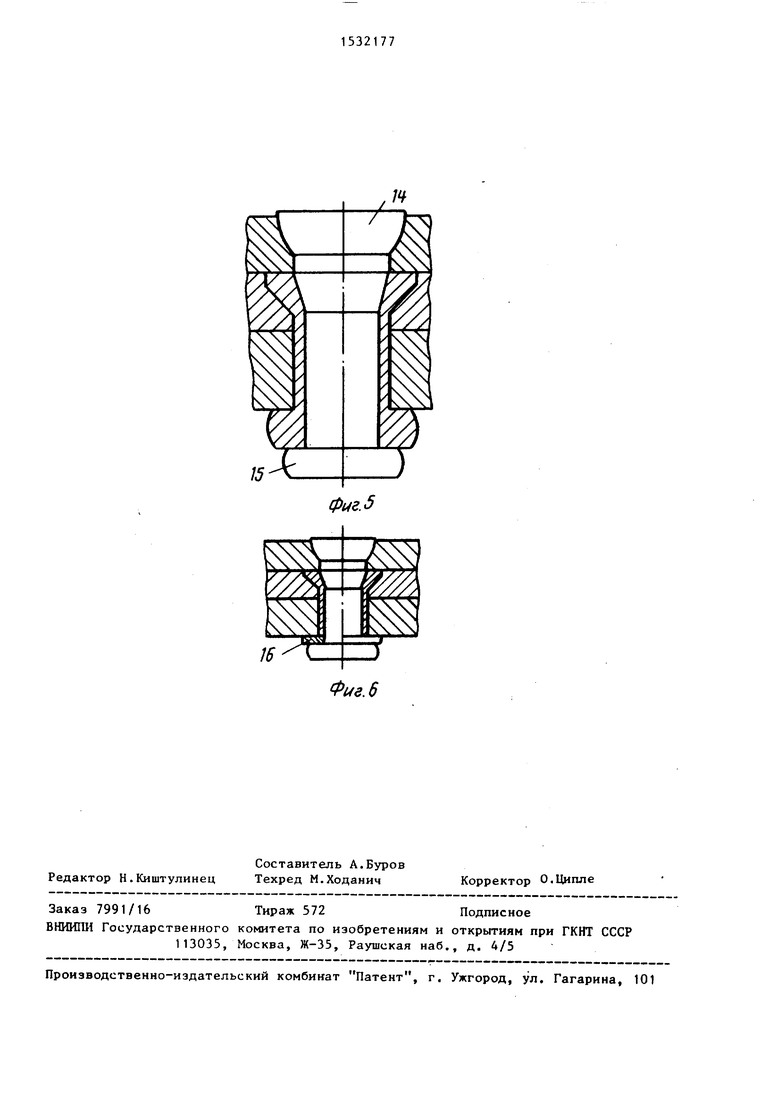
На фиг. 1 изображено изношенное заклепочное соединение после выполнения конического гнезда в высверленном отверстииJ на фиг. 2 - пакет деталей с установленной на нем накладкой; на фиг. 3 - заклепка, используемая для присоединения накладки; на фиг. 4 - пакет деталей с вставленной в отверстие заклепкой; на Лиг. 5- готовое заклепочное соединениеj на фиг. 6 - вариант вьшолнения заклепочного соединения с подкладной шайбой.
Способ ремонта заклепочного соединения с потайной головкой осуществляют следующим образом.
В изношенной заклепке 1, соединяющей пакет деталей, состоящий из обшивки 2 и элемента каркаса 3, выполняют сверлением отверстие 4, при этом диаметр отверстия составляет 0,71-0,90 диаметра стержня изношенной заклепки. В отверстии 4 со стороны потайной закладной головки 5 изношенной заклепки выполняют коническое гнездо 6 глубиной, равной высоте потайной закладной головки 5, и диаметром большого основания, равным диаметру стержня изношенной заклепки. Затем на пакет соединяемых деталей устанавливают накладку 7 с отверстием 8, имеющим углубление (зенковку)
а
ОС
к
9 под потайную головку, соосным отверстию 4 в изношенной заклепке и диаметром, равным диаметру стержня изношенной заклепки. В отверстие по- лученного пакета устанавливают новую ремонтную заклепку 10, состоящую из основного цилиндрического стержня 11 диаметр которого соответствует отверстию А в изношенной заклепке, по- тайной закладной головки 12, диаметр и угол конуса которой соответствует диаметру и углу конуса конического гнезда 6 в потайной закладной головке 5 изношенной заклепки, и дополни- тельного цилиндрического стержня 13, расположенного на торце потайной закладной головки 12 соосно с основным стержнем 11, диаметром, равным диаметру потайной закладной головки 12, После этого выступающий из пакета конец стержня ремонтной заклепки 10 расклепывают с образованием потайной замыкающей головки 14 со стороны накладки 7 и обычной замыкаю- щей головки 15 со стороны замьжаю- щей головки изношенной заклепки. При удаленной оставшейся части замыкающе головки изношенной заклепки перед расклепыванием ремонтной заклепки 10 на хвостовик ее основного стержня, выступающий из пакета, можно установить шайбу 16. I
Пример. Пакет деталей, состоящий из обшивки 2 толщиной 3,0 мм и элемента каркаса 3 толщиной 5,0 мм соединенный заклепкой 1 с номинальным диаметром стержня 5,0 мм (заклепка 5-14-Ан.Окс-ОСТ 1 34052-85) из алюминиевого сплава В65, подвергали ремонту. Для этого в заклепке 1 высверливали отверстие 4 диаметром 4,05 мм. Со стороны потайной закладной головки 5 заклепки в отверстии 4 выполняли зенкованием коническое гнездо 6 глубиной 2,0 мм, равной высоте потайной закладной головки 5, и диаметром большого основания, равным 5,0 мм. В усиливающей накладке 7 толщиной 3,0 мм предварительно вы- полняли от всрстие 8 диаметром 5,05м с зенковкой 9 под потайную головку, характерную для клепки впотай.
Накладку устанавливали на обшивку после чего в отверстие полученного пакета вставляли новую заклепку 10, диаметр основного стержня 11 которой составлял 4,0 мм, высота и диаметр потайной закладной головки 12 соот
0 5
Q Q
г
0
ветственно 2,0 и 3,0 мм, а диаметр дополнительного стержня 13-5,0 мм. Суммарная длина основного стержня и потайной закладной головки равнялась 15,0 мм, а длина дополнительного стержня 5,0 мм. Материал заклепки - алюминиевый сплав В65.
После этого из дополнительного цилиндрического стержня 13 формировали потайную замыкающую головку 14, а из основного стержня 11 - обычную замыкающую головку 15.
При удаленной оставшейся части замыкающей головки заклепки 1 перед расклепыванием хвостовика основного стержня заклепки 10, выступающего из пакета, на него устанавливали шайбу из алюминиевого сплава Д16АТ (шайба 1,5-4-7-ОСТ 1 34509-80).
Использование предлагаемого способа ремонта заклепочного соединения с потайной головкой позволяет привести параметры соединения (площадь смятия, прочность на срез, материал заклепки) в зоне накладки к параметрам соединения изношенной заклепкой в зоне обшивки, следовательно, не снизить прочностные свойства соединения при наличии лишь одчш luiос кости среза - между обшивкой и наюьадкой.
Формула изобретения
1. Способ ремонта заклепочного соединения с потайной головкой, за- ключаю1цийся в получении в изношенной заклепке отверстия диаметром, составляющим 0,71 - 0,90 от диаметра стержня изношенной заклепки, установке на пакет со стороны потайной головки накладки с отверстием, соосным отверстию в изношенной заклепке и имеющим углубление под потайную головку, установке в отверстии пакета ремонтной заклепки и последующем ее формообразовании с получением заклепочного соединения, отличающийся тем, что, с целью повьш ения качества ремонта, в отверстии изношенной заклепки со стороны потайной головки выполняют коническое гнездо глубиной, равной высоте потайной головки, и диаметром большего основания, обращенного к накладке, равным диаметру стержня изношенной заклёпки, отверстие в накладке образуют диаметром, равным диаметру стержня изношенной заклепки, а в качестве ремонт

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта заклепочного соединения с потайной головкой | 1985 |
|
SU1348051A1 |
| Способ клепки | 1990 |
|
SU1766571A1 |
| Способ клепки пакетов из листовых деталей | 1991 |
|
SU1752475A1 |
| Потайная заклепка | 1981 |
|
SU960473A2 |
| Способ образования заклепочного соединения | 1985 |
|
SU1338955A1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 1997 |
|
RU2113930C1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО СОЕДИНЕНИЯ | 1991 |
|
RU2007249C1 |
| Способ клепки пакета заклепками с потайной головкой | 1983 |
|
SU1121086A1 |
| Способ образования заклепочного соединения | 1988 |
|
SU1649140A1 |
| Потайная заклепка | 1992 |
|
SU1838676A3 |
Изобретение относится к клепке, в частности к способам ремонта заклепочных соединений с потайной головкой. Цель изобретения - повышение качества ремонта. В изношенной заклепке, соединяющей пакет деталей, выполняют отверстие диаметром от 0,71 до 0,80 диаметра стержня изношенной заклепки. Со стороны закладной головки в высверленном отверстии образуют коническое гнездо. На пакет деталей устанавливают накладку с отверстием, имеющим углубление под потайную головку с диаметром, равным диаметру изношенной заклепки. В отверстие пакета устанавливают заклепку, имеющую цилиндрический стержень, потайную головку и дополнительный цилиндрический стержень, выполненный со стороны торца закладной головки, диаметром, равным диаметру торца закладной головки. После этого осуществляют клепку. 1 з.п. ф-лы, 6 ил.
zv. /
J/гФиг. 5
Ф(4г.2
/
Фиг. Ч
.5
Фиг. 6
| Способ ремонта заклепочного соединения с потайной головкой | 1985 |
|
SU1348051A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
