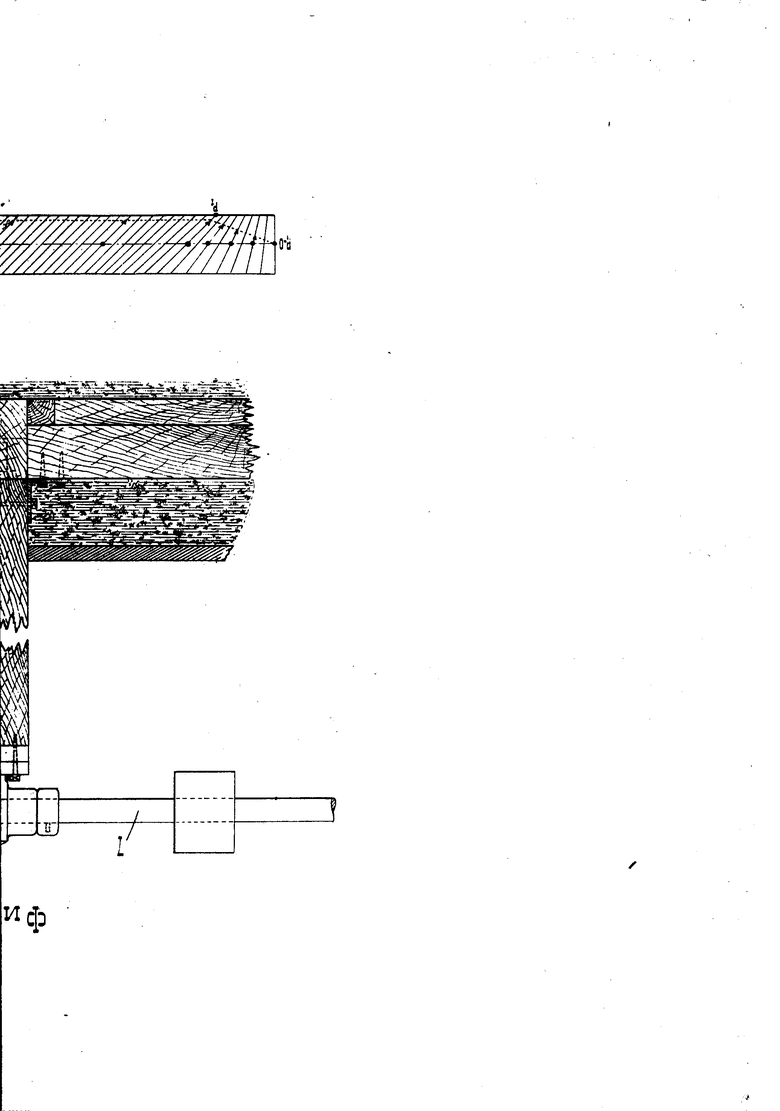
Предлагаемый станок для изготовления валяной обуви касается промежуточной стадии валяного производства после „стирки и имеет целью ускорение работы и сокращение рабочих рук посредством замены ручной обработки (трением валенка о рубчатый инструмент) механической. На фиг. 1 изображен вид сбоку и частичный вертикальный продольный разрез, на фиг. 2 - вид спереди барабана и на фиг. 3-в развернутом виде схема расположения зубцов на барабане и изменение силы Р, указанное пунктиром. На рабочем конце горизонтальной оси 7 (подшипник которой укреплен на постаменте) надет барабан А, по ободу которого расположены в последовательно изменяющихся направлениях зубцы / (фиг. 1-3) для обработки заготонки валяной обуви после ,стирки. Взаимное расстояние и наклон отдельных зубцов (фиг. 3) имеют целью производить уплотнение изделия и перемещение отдельных волокон шерсти войлока, подносимого к рабочей поверхности быстро вращающегося обода барабана на какой-либо подставке (чаще всего на колодке). Внутреннее пространство барабана прикрыто нетеплопроводными днищами и / (фиг. 1 и 2). Для обогревания барабана в центральном вырезе днища / проходит прикрепленный к постаменту брус с поддержками j для змеевика 2, концы которого выходят через вырез и служат для притока пара и выпуска конденсационной воды. дующим образом: обмоченная в горячей воде обувь находится в благоприятных температурных условиях для сваливания шерсти; от высокой температуры шерстяные волокна делаются мягкими, чешуйки волокон отстают и делаются цепкими, так что волокна под влиянием обработки перепутываются легче и скорее. Обрабатываемые волокна передвигаются то в одну, то в другую сторону, так что они перепутываются, образуя войлочную ткань. обуви, отличающийся применением полого барабана А, вращающегося на оси 7 и имеющего на наружной поверхности зубцы I для обработки заготовки Процесс сваливания объясняется слеПРЕДМЕТ ПАТЕНТА. 1. Станок для изготовления валяной валенка после стирки, внутри же снабженного нетеплопроводными днищами 4 и / (фиг. 1 2) и нагревательным приспособлением. 2. Форма выполнения барабана в указанном в п. 1 станке, отличающаяся тем, что зубцы / расположены на барабане А в последовательно изменяющихся направлениях (фиг. 3), а для обогревания барабана предназначен змеевик 2, поддержка j коего и концы змеевика для притока пара и выпуска конденсационной воды расположены в центральном вырезе днища / (фиг. -3).
Oti