I1
Изобретение относится к машиностроению, а именно к измерительной технике линейно-угловых величии.
Цель изобретения - повышение точ- ности путем измерения глубины расположения фаски контролируемой канавки .
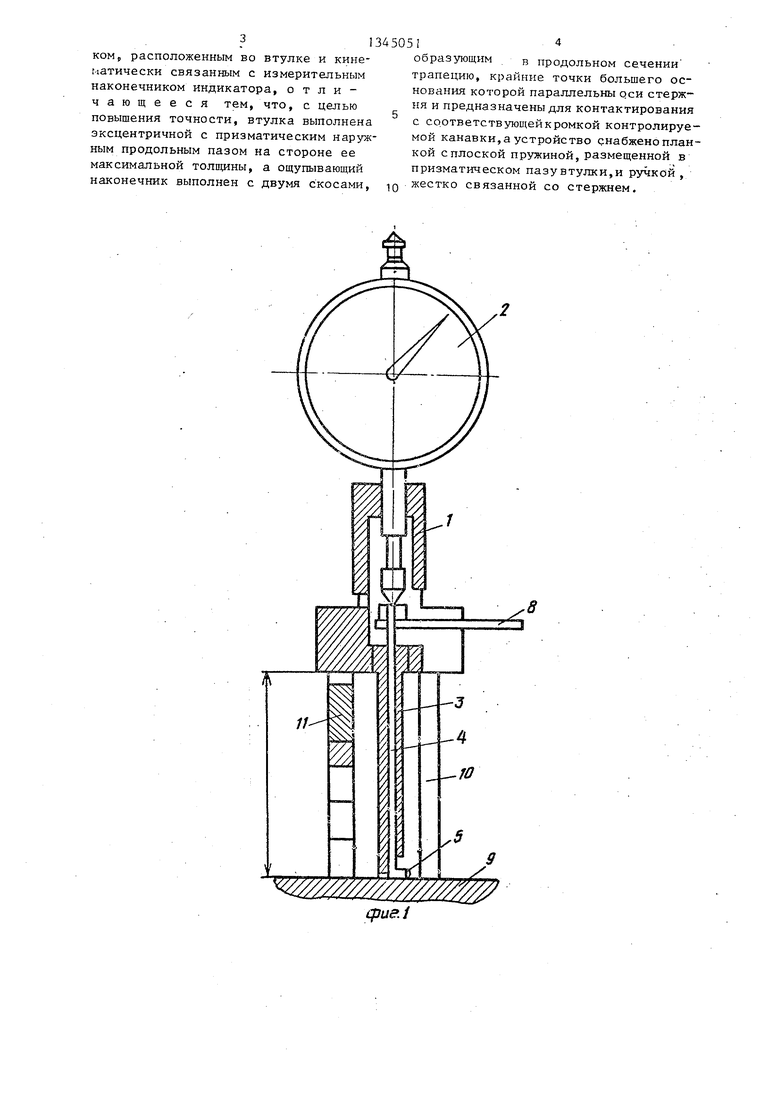
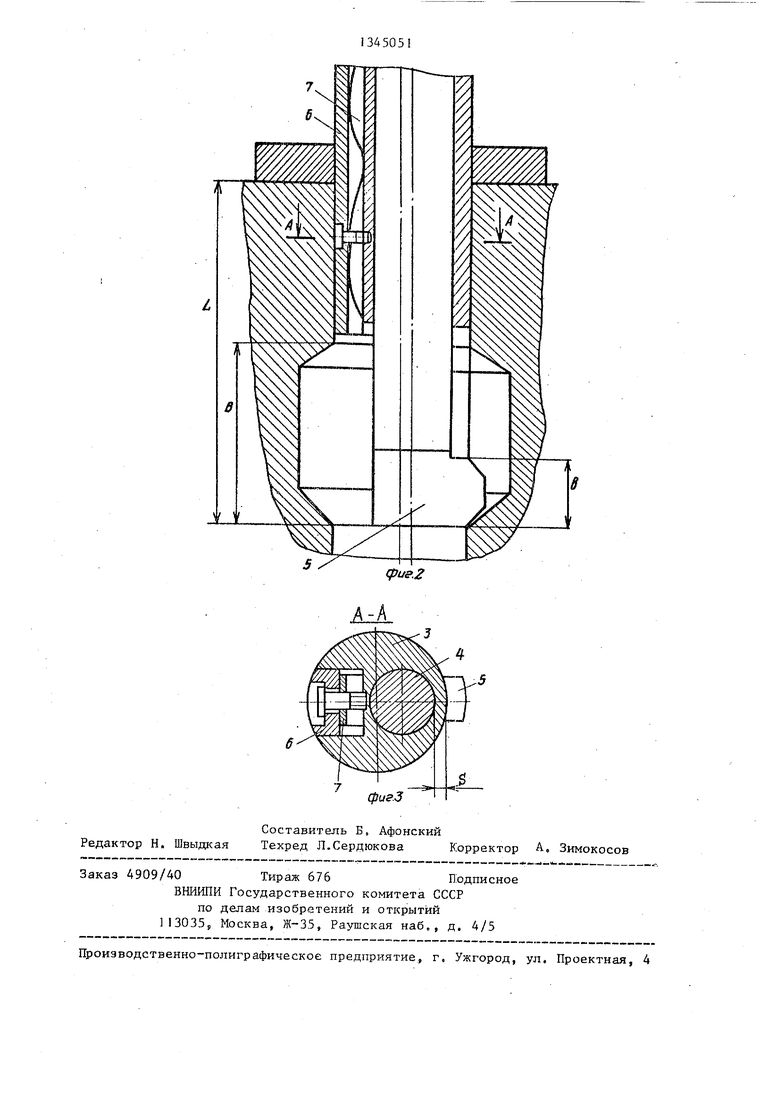
На фиг, 1 изображена конструктивная схема устройства на фиг. 2 - схема контроля глубины расположения канавки; на фиг, 3 - сечение А-А не фиг, 2.
Устройство включает в себя корпус 15 установленный в нем индикатор 2с измерительным наконечником, направляющую втулку 3j расположенную в корпусе 1.под индикатором соосно измерительному наконечнику индикатора 2, подвижный стержень 4 с ощупы- вающим наконечником 5, расположенным во втулке 3 и кинематически связанны с измерительным наконечником индшса- тора 2, втулка 3 выполнена эксцентриной с призматическим наружным про- дольным пазом на стороне ее максимальной толщины, а ощупывающий наконечник 5 выполнен с двумя скосами образующими в продольном сечении трапецию, крайние точки большого ос- нования которой параллельны оси стерня 4 и предназначены для контактирования с соответствующей кромкой фаски контролируемой канавки,, Кроме того, устройство снабясено планкой 6 с гшоской пружиной 7, размещенными в призматическом пазу втулки 3, и ручкой 8, жестко связанной со стержнем
« .
Угол наклона скосов на ощупывгшщем
наконечншсе 5 выполнен меньше угла наклона фасок на кромках контролируемой канавки.Контроль детали и настройка устройства осуществляются на контрольной плите 9 посредством блока 10, составленного из плоскопараллель Hbix мер II длины.
На фиг, 3 S - минимальная толщина стенки эксцентриковой 3,
Устройство работает следующим образом.
Для определения отклонения действительной глубины расположения внутренней канавки от размера L (фиг, 2), заданного з чертеже, подвижный стержень 4 уста 1авливают поворотной ручкой 8 в сквозном отверстии таким образом, чтобы oщyпывaюIr и наконечник 5 выступал из направляю
о
5 0 5 о
5
0
5
2
щей втулки 3 и занимал рабочее положение. Из чертежа на проверяемую деталь берут размер L, соответствующий глубине расположения нижней кромки фаски контролируемой канавки (фиг. 2). Набирают блок 10 (фиг. 1) из концевых плоскопараллельных мер 11 длины, соответствующий номинальному размеру L, Блок 10 устанавливают на контрольной плите 9 в Устройство устанавливают таким образом, чтобы опорная поверхность упиралась в блок 10, а опорная поверхность ощупывающего наконечника 5 - в контрольную плиту 9. Стрелку индикатора 2 устанавливают в нулевое положение.
Затем подвижный стержень 4 уста- навлив-шот 3 нерабочее положение при помощи поворотной ручки 8 таким образом, чтобы ощупывающий наконечник 5 подвижного стержня 4 не выступал на наружную поверхность направляющей втулки 3, Это осуществляют путем фиксации поворотной ручки 8. Подвижный стержень 4 вводят в отверстие контролируемой детали до упора последней в опорную поверхность корпуса 1, Поворотной ручкой 8 устанавливают под- вилсный стержень 4 в рабоче.е положение, при котором наконечник 5 выступает за парузкную поверхность втулки 3, и упомянутый наконечник 5 нижним скосом упирается в нижнюю фаску канавки контролируемой детали.
Отклонение стрелки индикатора 2 от нулевого полоясения показывает отклонение действительного размера от
номинаг ьного размера L,
Для измерения разг ера В (фиг, 2) подвижный стержень 4 перемещают вверх при покощи ручки 8 до соприкосновения верхнего скоса наконечника 5 с верхней фаской канавки контролируемой детали, Отклонение стрелки индикатора 2 от нулевого положения плюс размер b накопеч1Пг1ка 5 (фиг, 2) дают действительное значение размера В,
Формула изобретения
Устройство для контроля глубины расположения внутренних канавок в деталях-, содержащее корпус, установленный в нем индикатор с измерительным наконечником, направляющую втулку, расположенную соосно измерительному наконечнику индикатора, подвижный стержень с ощ пывающим наконечником, расположенным во втулке и кинематически связанным с измерительным наконечником индикатора, отличающееся тем, что, с целью повышения точности, втулка выполнена эксцентричной с призматическим наружным продольным пазом на стороне ее максимальной толщины, а ощупывающий наконечник выполнен с двумя скосами.
образующим в продольном сечении трапецию, крайние точки большего основания которой параллельны реи стержня и предназначены для контактирования с соответствующей кромкой контролируемой канавки,а устройство снабжено планкой с плоской пружиной, размещенной в призматическом пазу втулки,и ручкой , жестко связанной со стержнем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля геометрических размеров канавок в деталях | 1989 |
|
SU1740977A1 |
| Устройство для измерения размеров сварных соединений | 1990 |
|
SU1710985A1 |
| Способ и устройство контроля глубины посадки нормальной или усиленной крышки гильзы | 2020 |
|
RU2770159C2 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РАСПОЛОЖЕНИЯ ПРОДОЛЬНОГО ПАЗА НА КРУГЛОМ ВАЛУ | 2014 |
|
RU2568412C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2018 |
|
RU2704328C1 |
| Устройство для измерения размеров канавки детали | 1989 |
|
SU1747858A1 |
| Индикаторный нутромер | 1989 |
|
SU1753236A1 |
| ЗОНД ДЛЯ ОТБОРА ПРОБ | 2007 |
|
RU2338173C1 |
| ПЕРЕНОСНОЙ ЗАЩИТНЫЙ КОНТЕЙНЕР | 2000 |
|
RU2197026C2 |
| Нутромер для измерения диаметров ступенчатых отверстий | 1989 |
|
SU1665212A1 |
Изобретение относится к машино- строению, а именно к измерительной технике линейно-угловых величин. Цель изобретения - повышение точности путем обеспечения возможности измерения фаски на кромках контролируемой канавки. Это достигается тем, что ощупывающий наконечник имеет скосы, угол которых меньше угла фаски на кромке контролируемой канавки. Настройка устройства на номинальный размер производится по блоку концевых мер. Установив ощупывающий наконечник в контролируемую деталь, последовательно касаются им нижней и верхней кромки контролируемой канавки. По показаниям индикатора определяют глубину L и размер В канавки. 3 ил. (Л С со 4 СЛ О :л
шшщшш
qyue.i
Редактор Н, Швыдаая
фиг.З
Составитель Б, Афонский Техред Л.Сердюкова
Корректор АО Зимокосов
Заказ 4909/40 Тираж 676Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Подъемная лебедка для привязных аэростатов, установленная на автомобиле | 1923 |
|
SU778A1 |
| - Местный производственный опыт в промьгашенности | |||
| Изд | |||
| ГОСЦНИТИ, 1978, № 8 с | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
