Изобретение относится к измерительной технике и предназначено для контроля линейных размеров в условиях ограниченного доступа.
Устройство может быть использовано в различных областях техники при сборке и установке узлов машин, содержащих детали с заданным осевым (торцевым) зазором.
В частности, устройство актуально при изготовлении и ремонте водокольцевых вакуум-насосов и компрессоров типа ВВН и ВК. Наиболее ответственным моментом сборки является установление заданного равномерного зазора между торцевыми поверхностями колеса и лобовинами. (Водокольцевые вакуум-насосы и компрессоры. Техническое описание. Инструкция по эксплуатации). Эти зазоры, определяющие потери в машине от перетекания воздуха с нагнетательной стороны во всасывающую, устанавливаются посредством прокладок между корпусом и лобовинами, контролируются щупом и должны находиться, для различных типоразмеров насосов, в пределах 0,1-0,5 мм.
Однако, при смещении рабочего колеса на валу, фиксация вала в осевом направлении подшипниковым узлом может привести к одностороннему смещению колеса, т.е. к неравномерности зазоров между торцами колеса и лобовинами.
Для устранения таких случаев предусмотрена осевая регулировка подшипникового узла свободного конца вала посредством дистанционного кольца, устанавливаемого под наружное кольцо подшипника.
Определение толщины дистанционного кольца проводится в следующей последовательности:
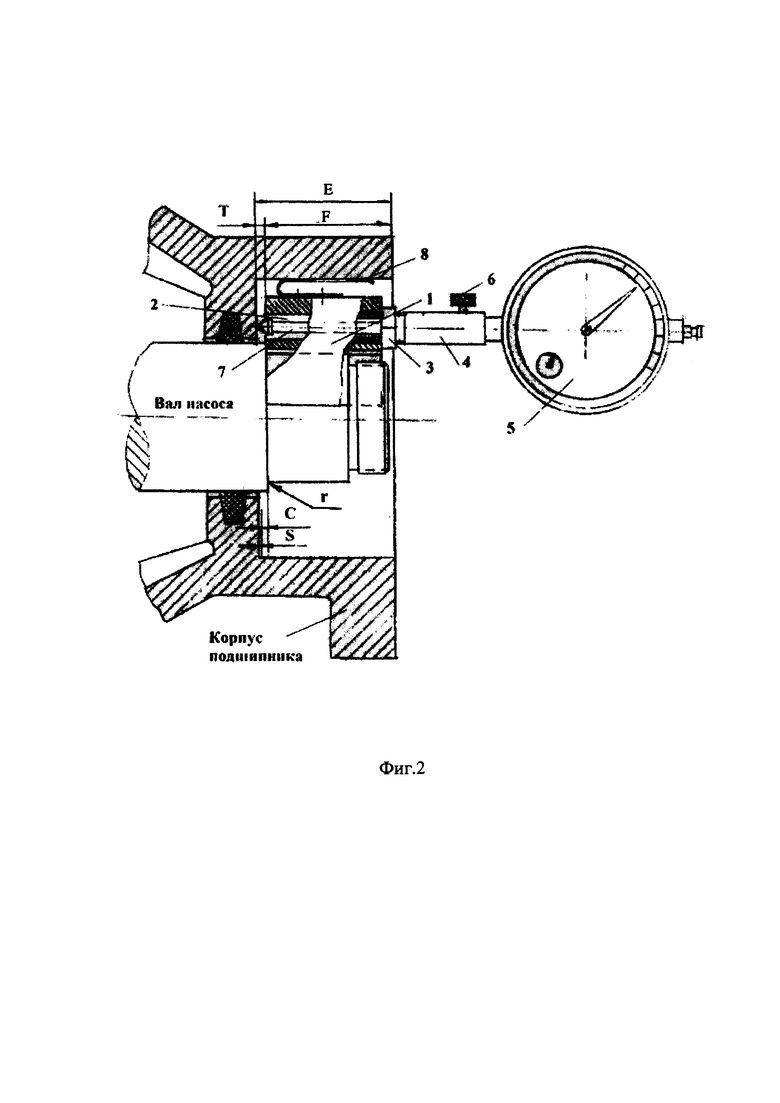
После сборки насоса и задания торцевых зазоров «S» между торцами колеса и лобовинами при неустановленных подшипниках вал подается в сторону свободного конца вала до соприкосновения торца рабочего колеса с лобовиной. Измеряется глубина «Е» (см. Фиг. 2) расточки корпуса подшипника под подшипник, измеряется расстояние «F» от торцевой поверхности корпуса подшипника до заплечиков на валу, в который упирается внутреннее кольцо подшипника. Из разности измеренных величин «Е» и «F» вычитается величина заданного при сборке торцевого зазора «S», и таким образом, определяется толщина «С» дистанционного кольца, обеспечивающего одинаковый зазор между торцами колеса и лобовинами.
C=(E-F)-S=T-S
Известен штангенглубиномер по ГОСТ 162-90, содержащий корпус с одной базовой поверхностью, рамкой с нониусом и подвижную штангу со шкалой, перемещающуюся при измерении глубины отверстия относительно рамки. Величина глубины отверстия считывается по нониусу после соприкосновения штанги с торцом отверстия. При измерении не исключается вероятность попадания штанги на криволинейный участок галтели, особенно при измерении расстояния от торца корпуса подшипника до заплечиков вала, что приведет к погрешности измерений. После измерения величины «Е» и «F», толщина дистанционного кольца «С» определяется расчетным путем, как указано выше; что также вносит свои погрешности и увеличивает время контроля.
Известен индикаторный глубиномер по ГОСТ 7661-67, содержащий неподвижный корпус с одной базовой поверхностью, индикатор часового типа с подвижным измерительным стержнем, контактирующим при измерении с контролируемой поверхностью и закрепленном в державке (стойке), установленной на корпусе. Строго говоря, индикаторный глубиномер является не измерительным, а поверочным инструментом. Поэтому при контроле глубины отверстия индикаторный глубиномер настраивают на нулевой отсчет по установочным шаблонам или концевым мерам. При определении глубины отверстия к установочной длине добавляют или отнимают показания индикаторной головки.
После замеров «Е» и «F» толщина дистанционного кольца «С» так же, как и в первом случае, определяется расчетным путем.
Известно также устройство (описание изобретения к патенту RU 2418263, G01B 5/24, опубл. 10.05.2011), предназначенное для контроля осевого зазора в сборочных узлах (прототип). Устройство содержит корпус с базовыми поверхностями, индикатор, закрепленный на корпусе на стойке, шарнирно закрепленный на оси рычаг, имеющий возможность регулировки положения оси относительно базовой поверхности и взаимодействующий с одной стороны с деталью, положение которой подлежит контролю, а с другой - с индикатором, ползун и ручку. Однако, данное устройство разрабатывается для конкретных марок машин, так как его базовые поверхности должны соответствовать этим машинам, а калибровка требует разработки специальных приспособлений. Устройство позволяет контролировать величину осевого зазора (осевого перемещения) при установленной регулировочной прокладке. При отклонении осевого зазора от номинального значения, нужно подбирать другую регулировочную прокладку и повторно проводить измерения, т.е. устройство не позволяет при однократном замере определить толщину регулировочной прокладки.
Задачей предлагаемого технического решения является расширение технологических возможностей, непосредственное определение толщины регулировочного дистанционного кольца, сокращение времени контроля и повышение точности измерений.
Поставленная задача решается тем, что корпус устройства для контроля и измерения линейных размеров выполнен в виде призмы с одной призматической выемкой и двумя базовыми поверхностями, одной из которых является торец призмы, контактирующий с заплечиками вала, и второй - образованной рабочими гранями призмы, контактирующими с поверхностью вала под подшипник, концентрично рабочим граням призмы выполнено сквозное отверстие, в котором на резьбе установлена полая стойка индикатора. На стойке закреплен индикатор часового типа, измерительный стержень с удлинителем находится в сквозном отверстии призмы и при измерении контактирует с торцевой поверхностью отверстия корпуса подшипника. Для обеспечения полного прилегания торцевой поверхности призмы к заплечикам вала на ребрах пересечения торцевой поверхности и рабочих граней призмы выполнены симметричные фаски, катеты которых должны быть не меньше радиуса монтажной фаски внутреннего кольца подшипника. Для прижатия призмы к валу при проведении измерений на тыльной стороне призмы установлена распорная пружина, контактирующая с поверхностью отверстия корпуса подшипника.
Сущность изобретения поясняется чертежами (см. Фиг. 1, 2) на примере определения толщины регулировочного дистанционного кольца вакуумных водокольцевых насосов типа ВВН.
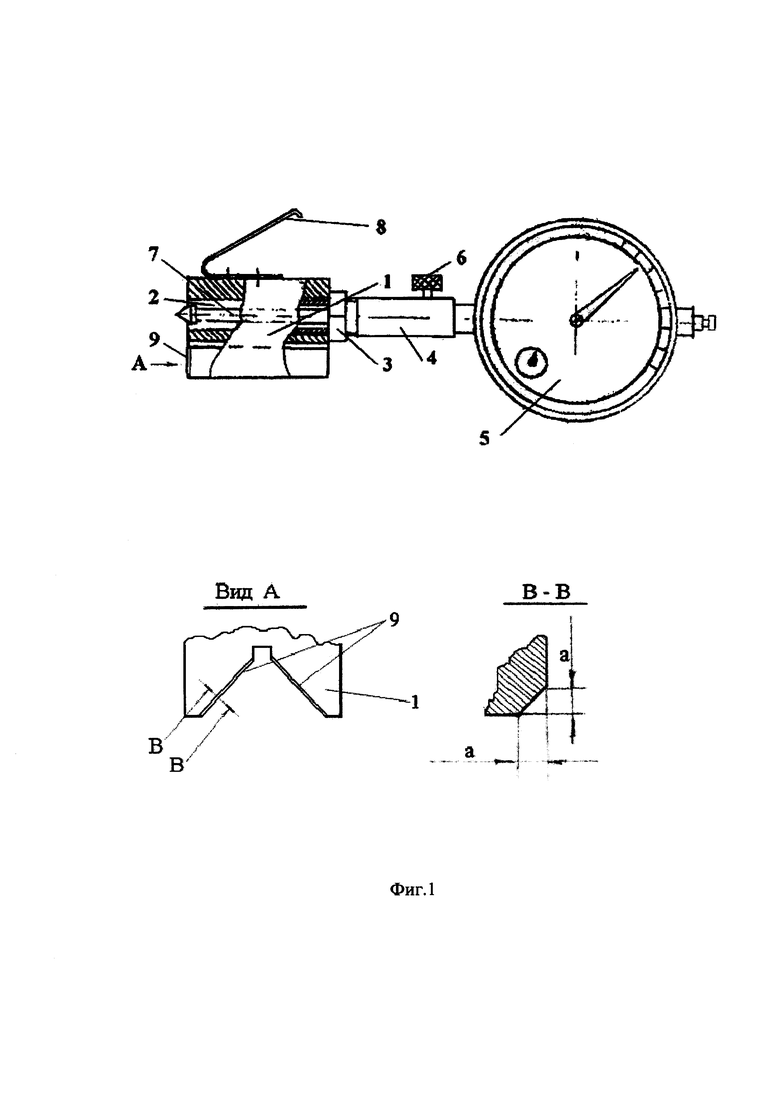
Фиг. 1 - устройство, общий вид. Фиг. 2 - использование устройства.
Устройство для контроля и измерения линейных размеров (Фиг. 1) содержит корпус 1, выполненный в виде призмы с одной призматической выемкой, базовыми поверхностями, одной из которых является торец призмы, контактирующий с заплечиками вала, и второй - образованный рабочими гранями призмы, контактирующими с поверхностью вала под подшипник. В призме 1 концентрично рабочим граням призмы выполнено сквозное отверстие 2, в котором на резьбе установлена и зафиксирована гайкой 3 полая стойка 4 индикатора 5, который крепится на стойке 4 винтом 6. Измерительный стержень 7 индикатора 5 расположен в осевом канале стойки 4 и сквозном отверстии 2 призмы 1 и при измерении контактирует с торцевой поверхностью отверстия под подшипник корпуса подшипника. На тыльной поверхности призмы 1 закреплена распорная пружина 8, преимущественно пластинчатого типа. На ребрах пересечения торцевой поверхности с рабочими гранями призмы выполнены симметричные фаски 9, катеты «а» которых должны быть не меньше радиуса монтажной фаски внутреннего кольца подшипника.
Последовательность настройки устройства и порядок измерения.
Устанавливают индикатор 5 в стойку 4 так, чтобы головка стержня 7 индикатора 5 выступала над торцевой поверхностью призмы 1 и винтом 6 закрепляют индикатор 5 в стойке 4. Для установки «ноля» призму 1 торцевой поверхностью (контактирующей с заплечиком вала) устанавливают на чистую гладкую металлическую поверхность. При этом измерительный стержень 7 перемешается вверх и устанавливается в одной плоскости с торцевой поверхностью призмы 1. Поворачивают ободок индикатора 5, совмещают «нулевой» штрих шкалы со стрелкой. Не снимая устройство с поверхности, поворотом ободка индикатора 5 против часовой стрелки устанавливают заданный при сборке торцевой зазор «S» между торцами рабочего колеса и лобовинами, что означает: при измерении расстояния между заплечиком вала и торцевой поверхностью отверстия корпуса подшипника из этого расстояния будет вычитаться значение заданного торцевого зазора «S».
Устройство готово к измерениям.
Протирают чистой мягкой тканью торцевую поверхность отверстия корпуса подшипника в месте измерения и посадочное место на валу под подшипник.
Призму 1 устанавливают на вал (Фиг. 2) и продвигают вперед до упора торцевой поверхности призмы 1 в заплечик вала. Распорная пружина 8, взаимодействуя со стенкой отверстия корпуса, плотно прижимает призму 1 к поверхности вала, исключая перекосы при установке. Измерительный стержень 7 с наконечником контактирует с торцевой поверхностью отверстия корпуса подшипника и при перемещении призмы по валу приводит в действие регистрирующий механизм индикатора 5. Фаски 9 призмы 1 перекрываю радиус r галтели заплечика вала, что позволяет торцу призмы плотно прилегать к заплечику вала. При упоре торца призмы в заплечик вала индикатор 5 покажет искомую величину - толщину дистанционного кольца «С».
Индикатор часового типа использован не только как измерительное средство, но и как решающее устройство.
C=T-S
Предлагаемое устройство позволяет непосредственно определять толщину дистанционного кольца, исключить математические расчеты, сократить время контроля и повысить точность измерений, расширить технологические возможности за счет использования устройства для различных типоразмеров насосов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для измерения радиальных зазоров подшипников без их демонтажа | 1980 |
|
SU894322A1 |
| МЕХАНИЧЕСКИЙ СЪЕМНИК "МИША" | 1993 |
|
RU2119865C1 |
| Способ изготовления линзовой оптической системы | 1990 |
|
SU1755241A1 |
| Устройство для обработки фасок на седлах клапанов | 1988 |
|
SU1618514A1 |
| РОТОРНАЯ МАШИНА | 2012 |
|
RU2505680C2 |
| ПНЕВМАТИЧЕСКИЙ КОНТРОЛЬНО-ДИАГНОСТИЧЕСКИЙ СТЕНД | 2014 |
|
RU2597630C2 |
| ПОДУШКА ПРОКАТНОГО ВАЛКА | 2009 |
|
RU2391157C1 |
| УЗЕЛ ВЫСОКООБОРОТНОЙ ШЕСТЕРНИ РЕДУКТОРА ВЕТРОДВИГАТЕЛЯ | 1999 |
|
RU2150022C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ КОНТРОЛЯ И ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2009 |
|
RU2418263C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СООСНОСТИ ДЕТАЛЕЙ, СТЫКУЕМЫХ ПО ВЕРТИКАЛИ | 2023 |
|
RU2805190C1 |
Изобретение может быть использовано при сборке и установке узлов машин, содержащих детали с заданным осевым (торцовым) зазором, в частности для определения толщины дистанционного кольца водокольцевых вакуум насосов и компрессоров. Устройство содержит корпус в виде призмы с одной призматической выемкой и двумя базовыми поверхностями, одной из которых является торец призмы, контактирующий с заплечиками вала, и второй, образованный рабочими гранями призмы, контактирующими с поверхностью вала под подшипник. Концентрично рабочим граням призмы выполнено сквозное отверстие, в котором на резьбе установлена полая стойка индикатора. На стойке закреплен индикатор часового типа, а измерительный стержень индикатора находится в сквозном отверстии призмы и при измерении контактирует с торцевой поверхностью отверстия под подшипник корпуса подшипника. На тыльной стороне призмы закреплена распорная пружина. Технический результат заключается в расширении технологических возможностей за счет использования устройства для различных типоразмеров насосов, непосредственном определении толщины дистанционного кольца, сокращении времени контроля и повышению точности измерений. 2 з.п. ф-лы, 2 ил.
1. Устройство для контроля и измерения линейных размеров, содержащее корпус с базовыми поверхностями, закрепленную на корпусе стойку с индикатором, измерительный стержень которого взаимодействует с поверхностью детали, подлежащей контролю, отличающееся тем, что корпус выполнен в виде призмы с односторонней выемкой и двумя базовыми поверхностями, одной из которых является торец призмы, контактирующий с заплечиками вала, и второй, образованный рабочими гранями призмы, контактирующими с поверхностью вала под подшипник, концентрично рабочим граням призмы выполнено сквозное отверстие, в котором на резьбе установлена полая стойка с закрепленным в ней индикатором, измерительный стержень индикатора находится в полости стойки и сквозном отверстии призмы, а ободок головки индикатора повернут по часовой стрелке от «ноля» настройки устройства, на величину заданного осевого зазора.
2. Устройство по п. 1, отличающееся тем, что на ребрах пересечения торцевой поверхности призмы, контактирующей с заплечиками вала, с рабочими гранями призмы выполнены симметричные фаски, катеты которых должны быть не менее радиуса монтажной фаски внутреннего кольца подшипника.
3. Устройство по п. 1, отличающееся тем, что на тыльной стороне призмы закреплена распорная пружина преимущественно пластинчатого типа.
| Устройство для контроля расстояния между торцом вала-шестерни и осью проушин редуктора | 1981 |
|
SU968582A1 |
| Способ определения толщины компенсатора при сборке редуктора | 1982 |
|
SU1104355A2 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ВАЛА | 2002 |
|
RU2205364C1 |
| ИНДИКАТОРНЫЙ ПРИБОР ДЛЯ КОНТРОЛЯ ШИРИНЫИ НЕСИММЕТРИЧНОСТИ РАСПОЛОЖЕНИЯ ПАЗОВПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 1971 |
|
SU419714A1 |
| CN 204255256 U, 08.04.2015. | |||

