Изобретение относится к сварочному производству и может найти применение при автоматической сварке пла вящимся электродом в среде защитных газов и смесей, преимущественно может применяться в сварочных автоматах и роботах с защитой зоны горения дуги аргоном, углекислым газом и смесями на их. основе.
Цель изобретения - повышение точности и надежности контроля состояни газовой защиты зоны сварки в широко диапазоне сварочных режимов.
Способ основан на том, что. при нарушении газовой защиты изменяется частота капельного переноса за счет изменения времени суп1ествования и переноса капли.
Наиболее информативным параметром о состоянии газовой защиты является отношение времени переноса капли к времени существования капли. Время переноса капли определяют по времени в течение которого значение свароч- ного тока превьппает опорное значение, или по времени, в течение которого напряжение на дуге ниже опорного, а время существования капли при- нимают райным периоду изменения сварочного тока или напряжения.
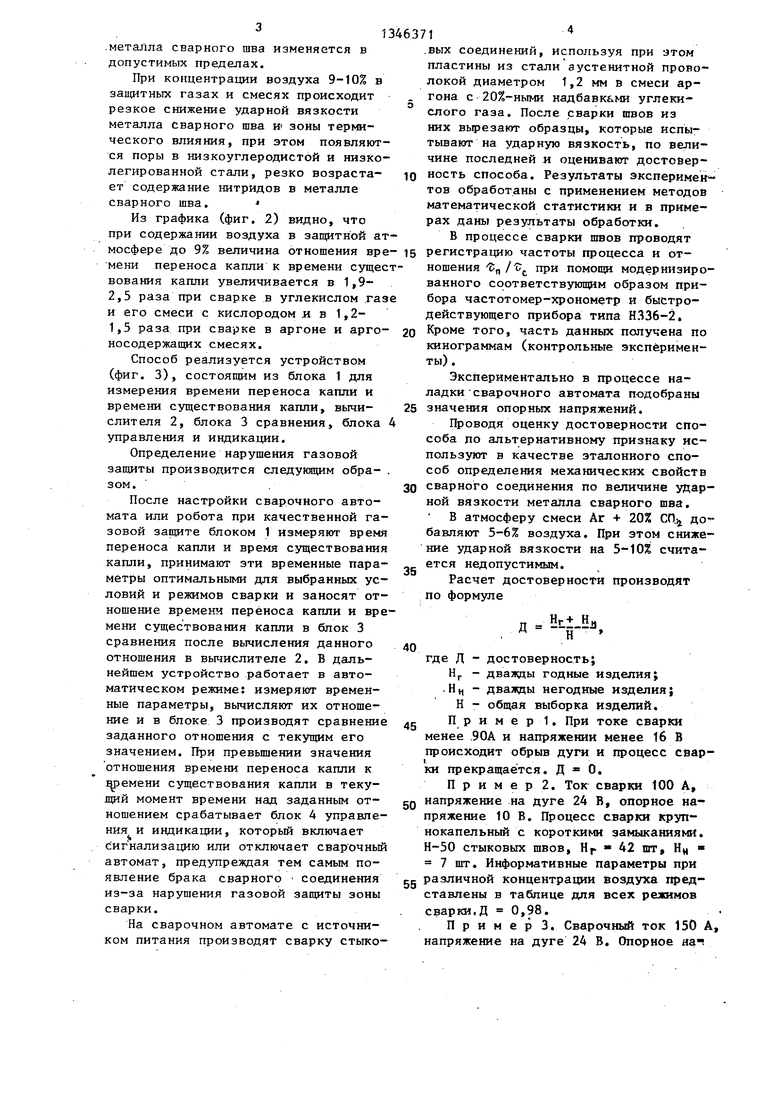
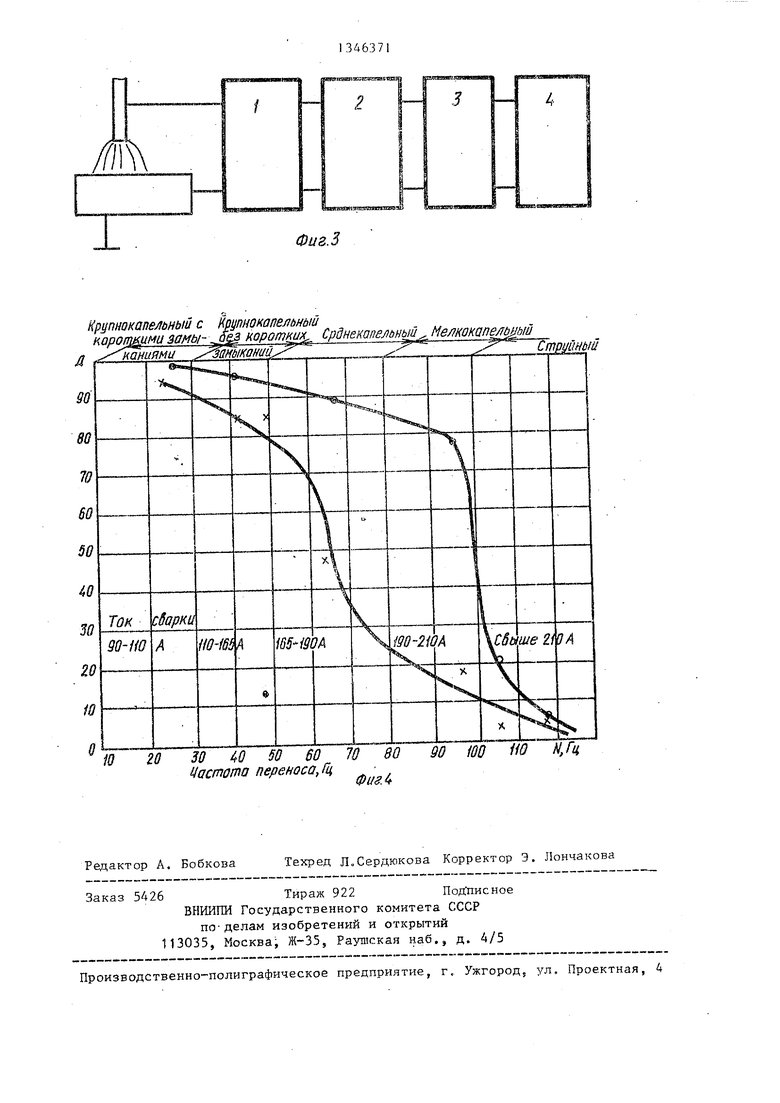
На фиг. 1 приведены временные диаграммы изменения сварочного тока и .напряжения за один период изменения; на фиг. 2 - график зависимости отношения времени переноса капли к времени существования, капли от концентрации воздуха в защитной атмосфере; , на фиг. 3 - схема устройства, реализующего способ; на фиг. 4 - график изменения достоверности способа для разных видогв переноса при сварке в смеси Аг + 20% СО.
При оценке информативности способ :проверено влияние отклонений свароч- ных режимов, возникающих от различного рода возмущений, на изменение отношения времени переноса капли к времени ее существования и на частоту переноса капель. Установлено, что изменение сварочного тока на 5-8% вызывает изменение частоты переноса капель на 10-12%, а отношение указанных времен не более, чем на 10%. Изменение напряжения на 5-10% вызывает отклонение частоты на 10-12%, а указанного отношения времен только на 3-7%, т.е. предлагаемый информативный параметр „ / од является бо
10
15
2п 25
дс
30
35
40
50
5
лее помехоустойчивым, чем частота переноса капель. -При этом на отклонение отношения времени переноса капли Z к времени существования с из рассмотренных возмущающих воздействий (изменение расстояния сопло- деталь, отклонение режимов сварки, изменение скорости сварки и др.) наибольшее влияние оказывает изменение состояния газовой защиты из-за попадания в нее воздуха.
Учитьшая, что при автоматической сварке параметры сварочного режима обычно застабилизированы, информативность способа еще более увеличивается. .
Заданное значение контролируемого параметра получают в процессе сварки при наладке сварочного автомата или робота на определенные технологические параметры (сварочньй ток, напряжение, скорость сварки, оптимальный расход защитного газа и т.д.). При наладке по осциллограммам, которые могут быть получены на осциллографе, быстродействующем самописце или другом аналогичном приборе, определяют опорное значение сварочного тока (фиг. 1а) или опорное значение напря- , жения (фиг. 16). Эти опорные значения выбираются наладчиком с учетом обеспечения помехоустойчивости (фактически достоверности) способа. Опорные значения выбирают так, чт.обы при каждом отдельном переносе капли через дуговой промежуток осуществлялся гарантированный переход изменяюш хся значений тока и напряжения через уровни опорных значений соответственно тока и напряжения.При практическом применении способа нет необходимости получать в каждом конкретном случае предлагаемую зависимость от концентрации воздуха, поскольку в рассмотренном диапазоне режимов зависимость носит общий устойчиво повторяющийся характер, при зтом обеспечивается отклонение контролируемого параметра от его базового значения не менее чем на 20% при попадании в защитную атмосферу до 8-9% воздуха- независимо от значения базового параметра, пол учаемого для конкретных значений ток,а, напряжения и других параметров гфоцесса сварки в процессе нападки сварочного автомата или робота. При таких концентрациях воздуха в защитной атмосфере качество
.металла сварного шва изменяется в допустимых пределах.
При концентрации воздуха 9-10% в защитных газах и смесях происходит резкое снижение ударной вязкости металла сварного шва Н зоны термического влияния, при этом появляются поры в низкоуглеродистой и низколегированной стали, резко возраста- ет содержание нитридов в металле сварного шва,
Из графика (фиг, 2) видно, что при содержании воздуха в защитной атмосфере до 9% величина отношения вре мени переноса капли к времени сущесвования капли увеличивается в 1,9- 2,5 раза при сварке в углекислом .газ и его смеси с кислородом и в 1,2- 1,5 раза при сварке в аргоне и арго- носодержанщх смесях.
Способ реализуется устройством (фиг, 3), состоящим из блока 1 для измерения времени переноса капли и времени существования капли, вычи- слителя 2, блока 3 сравнения, блока управления и индикации.
Определение нарушения газовой защиты производится следующим обра- зом,.
После настройки сварочного автомата или робота при качественной газовой защите блоком 1 измеряют время переноса капли и время существования капли, принимают эти временные пара- метры оптимальными для выбранных условий и режимов сварки и заносят отношение времени переноса капли и времени существования капли в блок 3 сравнения после вычисления данного отношения в вычислителе 2, В дальнейшем устройство работает в автоматическом режиме: измеряют временные параметры, вьиисляют их отношение и в блоке 3 производят сравнение заданного отношения с текущим его значением. При превьш1ении значения отношения времени переноса капли к емени существования капли в текущий момент времени над заданным от- ношением срабатывает блок 4 управления и индикации, который включает сигнализацию или отключает свар очный автомат, предупреждая тем самым появление брака сварного соединения из-за нарушения газовой заш:иты зоны сварки.
На сварочном автомате с источником питания производят сварку стыко-
4
вых соединений, используя при этом пластины из стали аустенитной проволокой диаметром 1,2 мм в смеси аргона с 20%-ными надбавками углекислого газа. После сварки швов из них вырезают образцы, которые испытывают на ударную вязкость, по величине последней и оценивают достоверность способа. Результаты экспериме1г- тов обработаны с применением методов математической статистики и в примерах даны результаты обработки.
В процессе сварки швов проводят регистрацию частоты процесса и отношения „ при помощи модернизированного соответствующим образом прибора частотомер-хронометр и быстродействующего прибора типа Н336-2, Кроме того, часть данных получена по кинограммам (контрольные эксперименты) ,
Экспериментально в процессе наладки сварочного автомата подобраны значения опорных напряжений.
Проводя оценку достоверности способа по альтернативному признаку используют в качестве эталонного способ определения механических свойств сварного соединения по величине ударной вязкости металла сварного шва,
В атмосферу смеси Аг + 20% СП. добавляют 5-6% воздуха. При этом снижение ударной вязкости на 5-10% считается недопустимым.
Расчет достоверности производят по формуле
Д
Нг+ Н,, Н
где Д - достоверность;
Н - дважды годные изделия; .Нц - дважды негодные изделия; Н - общая выборка изделий.
П р и м е р 1. При токе сварки менее .90А и напряжении менее 1б В происходит обрыв дуги и процесс сварки прекращается. Д 0.
П р и м е р 2. Ток сварки 100 А, напряжение на дуге 24 В, опорное напряжение 10 В. Процесс сварки крупнокапельный с короткими замыканиями. Н-50 стыковых швов, Hf. 42 шт, Нц 7 шт. Информативные параметры при различной концентрации воздуха представлены в таблице для всех режимов сварки.Д 0,98.
Пример 3, Сварочный ток 150 напряжение на дуге 24 В, Опорное яач
пряжение 10 В. Крупнокапельный пере нос без коротких замыкаш й, шт, Н г 66 шт., Ни 8 шт. , Д 0,925.
П р и м е р А. Сварочный ток 180 А, напряжение на. дуге 28 В, опорное на- с пряжение 10 В. Перенос металла сред- некапельный. Н 80 шт., Hj. 63 шт. 5 Ни В шт., Д - 0,89.
Пример 5. Сварочный ток 200 А, напряжение 28 В,, опорное напряжение 10 В. Перенос металла мелко- ькапельный, но не струйный, И 70 шт., 47 шт., Ht, 8 шт., Д О.,786. . ,.П р и м е р 6„ Условия проведе шя
ного соединения в широком диапазоне режимов сварки
Формула изобретения
10
1. Способ контроля состояния газовой заирггы при автоматической дуговой сварке плавяпрмся электродом в режиме капельного переноса, при котором о состоянии газовой защиты судят по отклонению параметра, характеризующего периодичность капельного переноса от заданного значения, отличаю щ и и с я тем, что, с целью эксперимента те же, что ив примере 5,15 повьш1ения точности контроля в широком но вместо опорного напряжения 1Q Вдиапазоне сварочных , в качестприменяют опорное напряжение 15 В. При этом достоверность способа повышается. И 70 шт., Н г- . 49 шт., Нц 8 шт., Д 0,814, т.е. для кон- 20 кретных условий сварки, влияющих на появление помех, необходимо в процессе наладки выбрать такие опорные значения тока или напряжения, чтобы была осуществлена наибольшая отстройка от 25 превьш ает значение опорной величины, помех, влияющих на достоверность спо- а время существования капли определяют соба,по периоду изменения сварочного тока.
На фиг. 4 обобщены результаты, пред-3. Способ по п. 1, о т л и ч а ложенные в примерах 1-5 (х по извег ю щ и и с я- тем, что время переноса стному, о - по предлагаемому способу),30 капли определяют по времени, в течение
Таким образом, с помощью предлага- котор.ого величина напряжения на дуге емого способа контроля можно обнару- ниже значения опорной величины, а жить нарушение газовой запщты зонывремя существования капли определяют
сварки до того, как произойдет сниже- . по периоду изменения напряжения на ние механических характеристик свар- 35 контролируемого isapaMeTpa исподдгзуют отношение времени переноса капли электродного металла и времени существования капли,
2, Способ по п. 1, отличаю- щ и и с я тем, чтр время переноса капли определяют по времени, в течение которого величина сварочного-тока
Концентрация воздуха в защитной атмосфере 5-16%, в. остальных случаях воздуха в атмосфере дуги нет
ного соединения в широком диапазоне режимов сварки
Формула изобретения
превьш ает значение опорной величины, а время существования капли определяют по периоду изменения сварочного тока.
не контролируемого isapaMeTpa исподдгзуют отношение времени переноса капли электродного металла и времени существования капли,
2, Способ по п. 1, отличаю- щ и и с я тем, чтр время переноса капли определяют по времени, в течение которого величина сварочного-тока
u klf
оя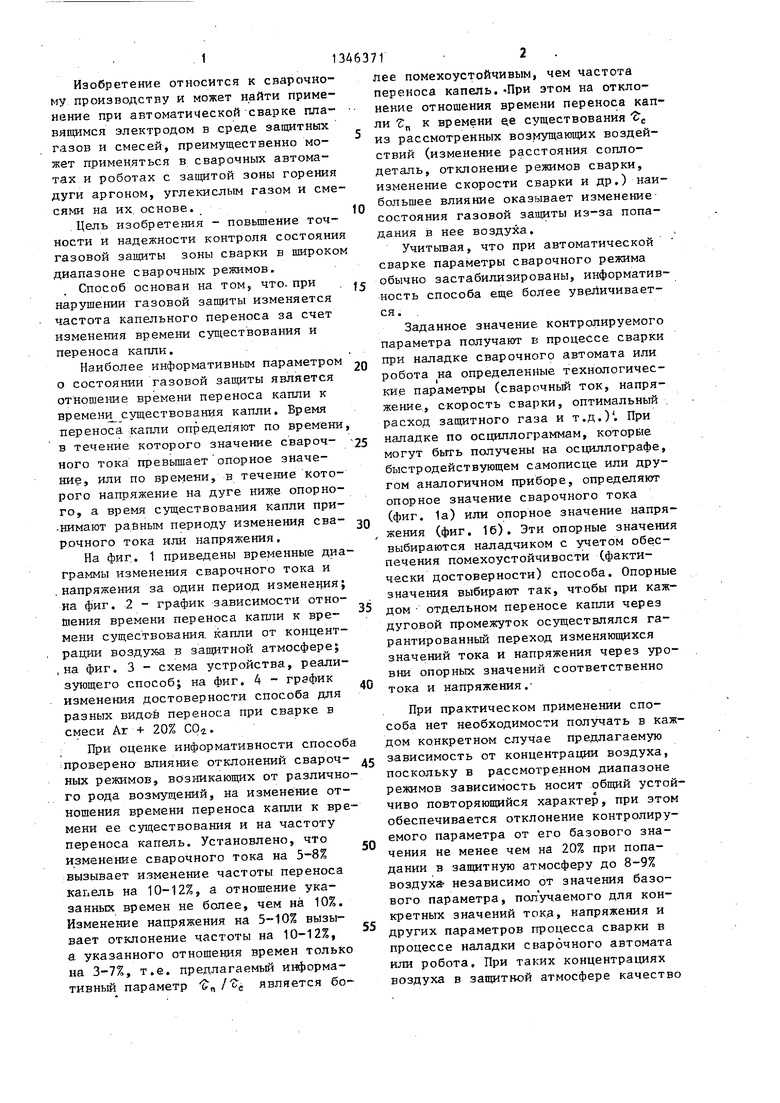
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля состояния газовой защиты при дуговой сварке плавящимся электродом | 1989 |
|
SU1771902A1 |
| Способ контроля состояния газовой защиты при дуговой сварке | 1982 |
|
SU1060369A1 |
| СПОСОБ ТЕСТИРОВАНИЯ УСТАНОВКИ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2010 |
|
RU2440875C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| Способ регулирования процесса дуговой сварки плавящимся электродом и устройство для его осуществления | 1987 |
|
SU1489942A1 |
| Способ сварки конструкционной стали (варианты) | 2022 |
|
RU2782860C1 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ЗАЩИТНОГО ГАЗА | 2008 |
|
RU2423210C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2597855C1 |
| Способ электродуговой сварки | 1980 |
|
SU1115872A1 |
Изобретение относится к сварочному производству и может найти применение при автоматической сварке плавящимся электродом в среде защитных газов. Целью изобретения является повышение точности и надежности контроля за состоянием газовой защиты зоны сварки в широком диапазоне сварочных режимов при сварке в аргоне, углекислом газе и смесях на их основе. Нарушение газовой защиты при дуговой сварке может быть обнаружено по увег личению отнощения времени переноса капли электродного металла к времени существования капли по сравнению с опорным значением данного отношения. Время переноса и время существования капли определяются по временным характеристикам сварочного тока и напряжения на дуге, С помощью описанного способа контроля можно обнаружить нарушение газовой защиты зоны сварки до того, как произойдет снижение механических характеристик сварного соединения в широком диапазоне режимов сварки. 2 з.п. ф-лы, 4 ил., 1 табл. i (Л С СП 00 vj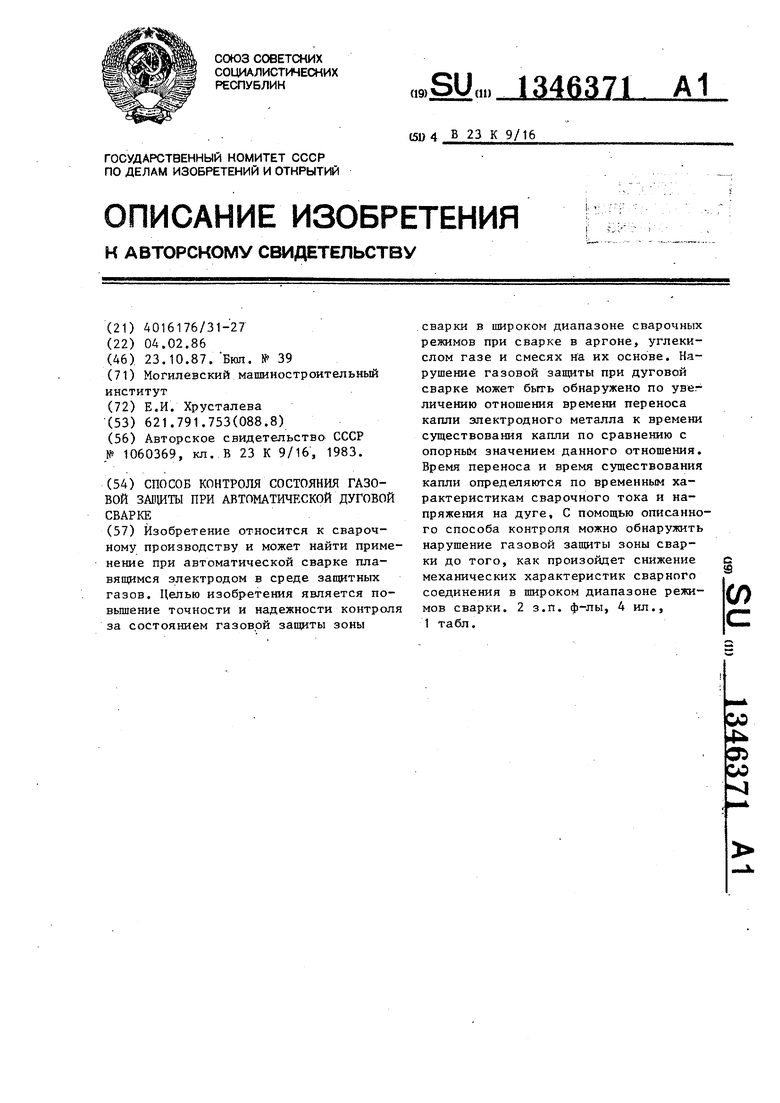
Гп :
-TL
MI
: Гс
i,C40
t.
Фlf&f
о/ /в
25
20
15
10
f г
//
5iO15
Концентрация боздуха,% .Фиг.
го
id
i
Фиг.З
Крупнокапельный с Мупнокапетнш коропшми замы- J коротки; Срднекапельный Мелкокап ыи
мнити тиканий, и
10
20 30 0 SO 60 70 80 Цастота переноса, Гц,
Физл
90 ЮО НО N.rti
Редактор А. Бобкова Заказ 5426
Техред Л.Сердюкова Корректор Э. Лончакова
Тираж 922 Под писное ВНИИПИ Государственного комитета СССР
по-делам изобретений и открытий 113035, Москва; Ж-355 Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г., Ужгород, ул. Проектная, 4
| Способ контроля состояния газовой защиты при дуговой сварке | 1982 |
|
SU1060369A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
