Изобретение относится к электродуговой сварке, преимущественно, на постоянном токе и может быть применено для сварки металлов различных толщин плавящимся и неплавящимся электродами под флюсом и в среде защитных газов при автоматической и ручной сварке.
Известен способ сварки, при котором регулирование параметров процесса сварки производят путем изменения сварочного тока с использованием источника питания с жесткой вольтамперной характеристикой нагрузки (балластного резистора, дросселя, управляемого трансформатора, транзисторного регулятора и т.п.). Изменение тока при этом осуществляют за счет большей скорости изменения напряженная на зажимах источника питания по сравнению с напряжением дуги. Известный способ обеспечивает восстановление электрических параметров стационарной дуги 6tf con9t в области, прилегающей к рабочей точке вольтамперной характеристики дуги при снижении амплитуды внешнего возмущения Щ.
Однако технологические параметры процесса сварки непостоянны и нерегулярны (например, изменяется величина зазора между свариваемыми деталями, толщина притупления кромок, положения шва в пространстве, величина теплового излучения, степень ионизации и т.п.), что приводит к значительным отклонениям электрических параметров дуги от устойчивого равновесия, а электромагнитная и тепловая инерционность дуги является причиной возбуждения колебаний, параметры которых зависят от характера и интенсивности Возмущений, а также от динамических свойств источника. Основной причиной отклонения параметров дуги и возбуждения колебаний в стационарной дуге является сложная функциональная взаимосвязь между сопротивлением дуги и током системы источник питаниядуга. Так, например, сопротивление дуги находится в обратной зависимости от тока дуги и в прямой зависимости от длины дуги, причем в некоторых случаях ток дуги изменяется в обратной зависимости от длины дуги.
Таким образом, в известном способе сварки создаются условия для ускоренного изменения тока дуги от сопротивления дуги, являющиеся главной причиной возбуждения колебаний. При сварке на малых и средних токах, когца используются прем.существенно истоНИКИ с падающейвольтамперной характеристикой, что приводит к снижению качества сварки, а при совпадении фаз нерегулярных и регулярных возмущений, например при возбуждении дуги, это может привести к срыву дуги.
Известен, также способ дуговой сваки плавящимся электродом при непрерьшном горении дуги без обрывов и коротких замыканий дугового промежутка с изменением сварочного тока, при котором после отрыва капли от электрода производят уменьшение сварочного тока на время, равное времени естественного погружения капли в сварочную ванну, что значительно повышает качество сварного соединения 2.
Однако в процессе сварки по этому способу воздействие различного рода внешних возмущений на дуговой промежуток вызывает колебательные процессы, приводящие к нарушению запрограммированного синхронного уменьшения сварочного тока, снижению качества сварки. Особенно это относится к моменту отрыва капли расплавленного металла, когда наблюдается ускоренное изменение тока и сопротивление дуги.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ электродуговой сварки, которую ведут при непрерьшном горении дуги без ее обрывов и коротких замыканий с изменение тока дуги, осуществляемым с низкой частотой прямо пропорционально изменению длины дуги. Известный способ сварки обеспечивает повышение устойчивости дуги за счет стабилизации электрического сопротивления дуги при програгФ1Ном изменении ее длины з.
Однако такой способ не учитывает
действия случайных возмущений на параметры дуги. Наложение совпадающих по фазе электрических, тепловых и программных возмущений приводит к нарастанию амплитуды колебаний параметров дуги и нарушению устойчивости системы источник питания-дуга.
Кроме того, восстановление параметров дуги при значительных отклонениях их от номинального режима сварки происходит с нарушением оптимального соотнощения тока и напряжения дуги, что приводит к ухудшению качества сварных соединений. Целью изобретения является повьппе ние качества сварных соединений путе повышения стабильности горения дуги на постоянном токе. Указанная цель достигается тем, что согласно способу электродуговой сварки, ктэторую ведут при непрерывном горении дуги, в процессе сварки поддерживают постоянной величину отношения тока дуги к сопротивлению дуги. Сущность регулирования процесса электродугово.й сварки по предлагаемо му способу состоит в том, что свароч ный ток изменяют прямо пропорциональ но изменению величины сопротивления дуги независимо от природы возмущеНИИ, На чертеже приведена схема осуществле;ния электродуговой сварки. В начале процесса сварки мелоду электродом 1 и изделием 2 возбуждают дугу путем короткого замыкания или с помощью осциллятора при минимальном расстоянии между электродами. Дуга питается от источника 3 тока через регулятор 4 сварочного тока, вьшолняющего функции формирователя вольтамперной характеристики источника. Процесс сварки осуществляют дугой но минальной длины Бд . Управление ре гулятором 4 сварочного тока производят с помощью регулятора 5 управляющего тока с опорным резистором 6. Входным сигналом регулятора 5 управляющего тока является разность напря жений на дуге и опорном резисторе 6, которая формируется компаратором 7.
Процесс регулирования сварочного тока состоит в следующем.
При действии на дуговой промежуток регулярных или случайных возмущений параметры дуги, в том числе напряжение дуги, стремятся к смещению от номинального значения. Сигнал рассогласования, возникающий между напряжениями на дуге и, опорном резисторе 6 и формируемый компаратором 7, поступает на вход регулятора 5 управляющего тока. Ток, протекающий через регулятор 5 и опорньй резистор 6, находится в- прямой зависимости от сигнала рассогласования, но его изменение приводит к снижению величины сигнала рассогласования.
х
се
ев
С так, KaKk2 Jfy (2
д оп
Известно, что для стационарной дуги Brf const можно вьщелить область вблизи рабочей точки режима сваркиi в которой сопротивление дуг изменяется обратно пропорционально току дуги, т.е. справедливы соотношения
для малых токов сварки R
С
Ph consli
се для средних токов сварки Ял- t -Д
u.conet-, . ;
для больших токов сварки R- ..6V ice Одновременно ток регулятора 5 является входным сигналом для регулятора 4 сварочного тока. Ток, протекающий через регулятор 4 и дуговой промежуток также находится в прямой зависимости от сигнала рассогласования и форсирует его устранение. Это повыщает стабильность параметров дуги.Однако возможность форсированного устранения возникающего рассогласования между напряжением на дуговом промежутке и опорном резисторе зависит от выполнения ряда условий,которые реализованы в предлагаемой схеме электродуговой сварки. Так, коэффициент передачи напряжения на дуге по отношению к напряжению на опорном резисторе 6 выбран равным - : . где ) - коэффициент передачи по току регулятора 5. Коэффициент передачи регулятора 4 тока выбран равным коэффициенту усиления по току Если |3i х 1 и (1 / то. сварочный ток будет прямо пропорционален напряжению на I . :. U,,f дуге , f 0(1 величина I ; оп сопротивления опорного резистора 6. Величина сопротивления опорного резистор1а 6 постоянна, а величина сопротивления дуги R изменяется в широких пределах. Поэтому, если выполнено условие i°IL, свароч: Ч ный ток 1 (Ng изменяется прямо пропорционально сопротивлению дуги и вьтолняется соотношение
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1980 |
|
SU930824A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОДУГОВОЙ СВАРКОЙ | 2017 |
|
RU2643025C1 |
| Способ регулирования сварочной дуги и устройство для его осуществления | 1985 |
|
SU1328103A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| ИНДУКТОРНАЯ ГЕНЕРАТОРНАЯ УСТАНОВКА | 2001 |
|
RU2192946C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ | 2018 |
|
RU2710090C1 |
| СПОСОБ ДУГОКОНТАКТНОЙ ПРИВАРКИ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 1999 |
|
RU2191099C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССАМИ ЭЛЕКТРОДУГОВОЙ СВАРКИ И СВАРОЧНЫЙ АППАРАТ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2001 |
|
RU2223849C2 |
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ, которую ведут при непрерьшном горении дуги, отличающийс я тем, что, с целью повышения качества сварных соединений путем Повышения стабильности горения дуги на постоянном токе, в процессе сварки поддерживают постоянной величину отношения тока дуги к сопротивлению дуги.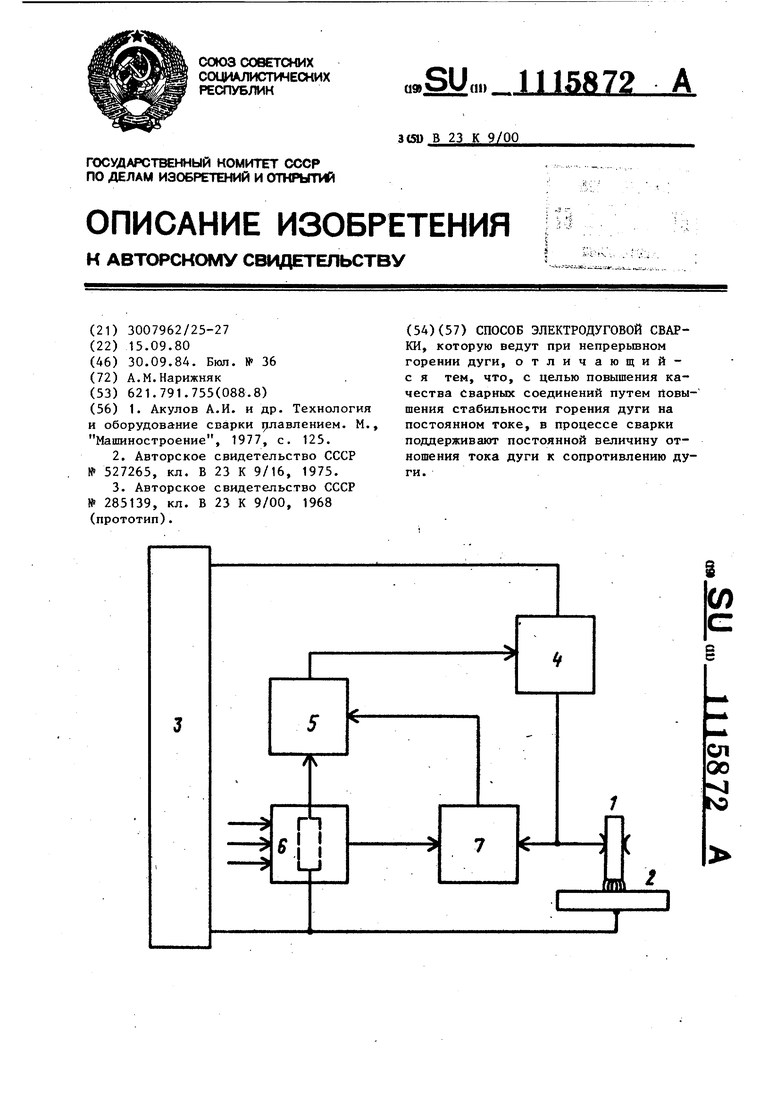
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Акулов А.И | |||
| и др | |||
| Технсхпогия и оборудование сварки давлением | |||
| М., Машиностроение, 1977, с | |||
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
