Изобретение относится к сварочному производству и может найти применение при дуговой сварке плавящемся электродом в среде защитных газов и смесей на их основе. Преимущественно изобретение может применяться в сварочных автоматах и роботах с защитой зоны горения други аргоном, углекислым газом и смесями на их основе.
Известен способ контроля состояния газовой защиты зоны сварки, при котором защитную атмосферу контролируют путем отбора ее из зоны дуги, сравнивают ее с заданным составом и производят постоянное регулирование ее состава в процессе сварки.
Недостатками этого способа является то, что он обладает низким быстродействием, низкой достоверностью информации, а следовательно, низкой точностью контроля.
Известен способ контроля состояния газовой защиты зоны сварки при дуговой сварке плавящимся электродом, при котором измеряют текущее значение контролируемого параметра, сравнивают его с заданным значением и по величине отклонения судят о качестве газовой защиты. При этом в качестве контролируемого параметра используют частоту переноса капель в дугоVI VI
Ю
О Ю
вом промежутке, которую определяют по частоте изменения напряжения на дуге или частоте пиков сварочного тока.
Недостатки способа; нарушение газовой защиты можно обнаружить только при крупно-капельном переносе. При увеличении тока сварки точность контроля падает за счет того, что различие между частотой переноса капель с качественной газовой защитой и частотой переноса капель с ухудшенной газовой защитой тем меньше, чем больше сварочный ток.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ контроля состояния газовой защиты при дуговой автоматической сварке плавящимся электродом в режиме капельного переноса, при котором о состоянии газовой защиты судят по отклонению параметра, характеризующего периодичность капельного переноса, от заданного значения, в котором в качестве контролируемого параметра используют отношение времени переноса капли электродного металла и времени существования капли, при этом время переноса определяют по времени, в течение которого величина сварочного тока превышает значение опорной величины, а время существования капли определяют по периоду изменения сварочного тока или время переноса определяют от времени, в течение которого величина напряжения на дуге ниже опорной величины, а время существования капли определяют по периоду изменения напряжения на дуге.
Недостатком данного способа является необходимость измерения двух исходных параметров с последующим вычислением контролируемого параметра, что приводит к задержке получения результата контроля и снижению его точности.
Целью изобретения является повышение точности контроля состояния газовой защиты зоны сварки в диапазоне режимов, обеспечивающих капельный перенос электродного металла.
Это достигается тем, что согласно способа контроля состояния газовой защиты при дуговой сварке плавящимся электродом, при котором о состоянии газовой защиты судят по отклонению текущего значения контролируемого параметра от заданного, в качестве контролируемого параметра используют время формирования капли на электроде, при этом время формирования капли определяют по времени, в течение которого величина напряжения на дуге превышает значение опорной величины, или по времени, в течение которого величина сварочного тока ниже значения опорной величины.
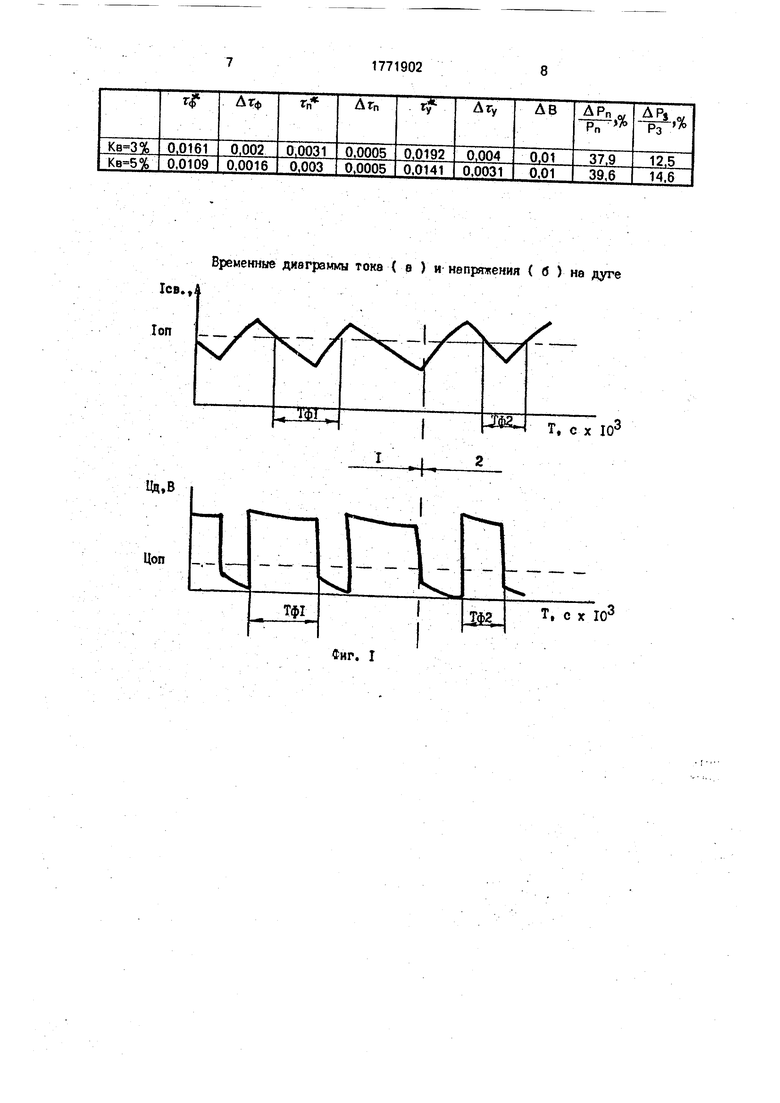
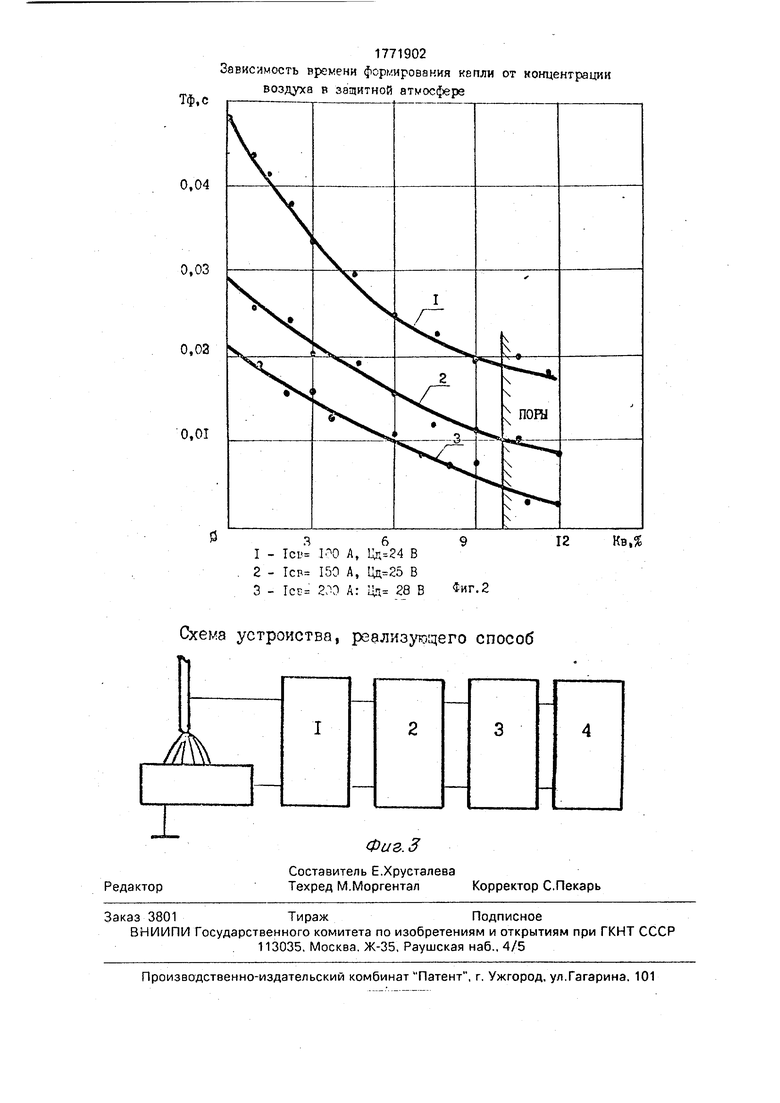
На фиг. 1 приведены временные диаграммы сварочного тока {фиг. 1а) и напряжения (фиг. 16) за один период изменения; на фиг. 2 - зависимость времени формирования капли от концентрации воздуха в защитной атмосфере; на фиг. 3 - схема устройства, реализующего способ.
0Способ контроля состояния газовой защиты зоны сварки основан на снижении времени формирования капли при попадании 3-5% воздуха в защитную атмосферу на 60-105% по сравнению со временем форми5 рования капли при качественной газовой защите. Это поясняется на временной диаграмме (фиг. 1). На участке 1 сварка при качественной газовой защите, на участке 2 - при концентрации воздуха 3-5% в защит0 ной атмосфере дуги. Видно резкое снижение времени формирования капли на участке 2 по сравнению с участком 1.
При концентрации воздуха 3-5% в защитной атмосфере не происходит измене5 ний в металле сварного шва, которые могли бы каким-нибудь образом повлиять на эксплуатационные характеристики сварного соединения. При этом снижение ударной вязкости достигает 2-3%, а поры отсутству0 ют. В способе-прототипе происходит обнаружение газовой защиты преимущественно при достижении концентрации воздуха в защитной атмосфере 7-10%, что приводит к снижению ударной вязкости на 5-7%, что
5 допустимо для неответственных сварных конструкций.
На графике (фиг. 2) видно, что при содержании воздуха в защитной атмосфере до 5% происходит снижение времени форми0 рования капли на 60-100%.
Оценку информативности способа проводили с использованием метода случайного баланса. Оценивали влияние возмущений при отклонении тока сварки,
5 напряжения на дуге, скорости сварки, скорости подачи электрода, вылета электрода, расстояния сопло-деталь, концентрации воздуха в защитной атмосфере на 5% от заданных значений перечисленных пара0 метров на информативный параметр - время формирования капли на электроде. При этом получено, что наиболее значительным возмущением, влияющим на время формирования капли на электроде, является ухуд5 шение состояния газовой защиты зоны сварки, которое приводит к изменению информативного параметра на 60-105%, в то время, как изменение других технологических параметров приводит к изменению указанного параметра не более чем на 2030%. Учитывая, что при сварке на автоматах и роботах обеспечивается высокая стабильность технологических параметров, информативность способа еще больше увеличивается.
Заданное значение информативного параметра и величины опорных значений тока или напряжения получают в процессе наладки сварочного автомата или робота на оптимальные технологические режимы и параметры. Опорные значения тока или напряжения выбирают при этом с учетом обеспечения гарантированного перехода изменяющихся значений тока или напряжения при переносе капли через дуговой про- межуток через уровни опорных значений.
Способ реализуется устройством (фиг. 3), состоящим из блока 1 для измерения времени формирования капли, блока памяти 2,блока сравнения 3 и блока управления и индикации 4.
Определение нарушения газовой защиты производят следующим образом.
После настройки сварочного автомата или робота, при качественной газовой за- щите, блоком 1 измеряю время формирования капли, которое заносят в блок памяти 2. Это значение является заданным значением информативного параметра. Затем при сварке блоком измеряют текущее значение времени формирования капли, сравнивают это текущее значение в блоке 3 с зэ дднным значением времени формирования„капли, хранящимся в блоке 2. Результаты сравнения передаются в блок индикации и управ- ления 4. При снижении времени формирования капли ниже допустимого уровня срабатывает блок управления и индикации 4, который включает сигнализацию или отключает сварочный автомат или ро- бот, предупреждая тем самым появление брака сварного соединения из-за нарушения газовой защиты зоны сварки.
Пример, Сварку проводили на автомате АДГ-502 с источником питания ВДУ- 504, Была проведена сварка 50 стыков при концентрации воздуха и 50 стыков при в защитной атмосфере, создаваемой аргоном. Пластины из стали Х18Н9Т сваривали аустенитной проволокой Х18Н10Т диаметром 2 мм. Режимы сварки:
ток 180А, напряжение 26 В. скорость сварки 40 м/ч.
Относительную погрешность способа прототипа вычисляли:
I АТ
|-1гГ
+ ,
а заявляемого способа:
,АЕз| ,
где Дгп,Дгу,Дгф - соответственно средняя абсолютная ошибка соответствующих параметров тЈ, - среднее значение соответствующих параметров; Д В - ошибка вычисления.
После сварки при концентрациях воздуха в защитной атмосфере в 3% и 5% была проведена статистическая обработка данных, результаты сведены в таблицу.
Таким образом, по предлагаемому способу контроля состояния газовой защиты можно с высокой точностью определить состояние газовой защиты еще до того, как ухудшение защиты зоны сварки приведет к снижению эксплуатационных характеристик сварных соединений.
Ф о, р м у л а изобретения
1.Способ контроля состояния газовой защиты при дуговой сварке плавящимся электродом в режиме капельного переноса, при котором о состоянии газовой защиты судят по отклонению текущего значения контролируемого параметра от заданного, отличающийся тем, что, с целью повышения точности контроля, в качестве контролируемого параметра используют время формирования капли.
2.Способ по п. 1.отличающийся тем, что время формирования капли определяют по времени, в течение которого величина напряжения на дуге превыш.ает значение опорной величины.
3.Способ поп. 1,отличающийся тем. что время формирования капли определяют по времени, в течение которого величина сварочного тока ниже значения опорной величины.
Временные диаграммы тока ( а ) и непряжения ( б ) на дуге
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля состояния газовой защиты при автоматической дуговой сварке | 1986 |
|
SU1346371A1 |
| Способ контроля состояния газовой защиты при дуговой сварке | 1982 |
|
SU1060369A1 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 2020 |
|
RU2736144C1 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 1991 |
|
SU1757816A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1999 |
|
RU2167036C1 |
| СИСТЕМА КОНТРОЛЯ СВАРКИ | 1999 |
|
RU2225285C2 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| БЕЗГАЗОВЫЙ СПОСОБ И СИСТЕМА ДЛЯ СВАРКИ КОЛЬЦЕВЫМ ШВОМ ДЛЯ ВЫСОКОПРОЧНЫХ ПРИМЕНЕНИЙ | 2006 |
|
RU2353483C2 |
| Способ механизированной дуговой сварки с короткими замыканиями в среде инертных и защитных газов | 2015 |
|
RU2613247C2 |
Изобретение относится к сварочному производству и может найти применение при дуговой сварке плавящимся электродом в среде защитных газов и смесей на их основе, преимущественно в сварочных автоматах и роботах с зоной защиты горения дуги аргоном, углекислым газом и смесями, на их основе. Цель изобретения - повышение точности контроля состояния газовой защиты зоны сварки в диапазоне режимов, обеспечивающих капельный перенос электродного металла. Это достигается тем, что согласно способа контроля состояния газовой защиты при дуговой сварке плавящимся электродом , при котором о состоянии газовой защиты судят по отклонению текущего значения контролируемого параметра от заданного, в качестве контролируемого параметра используют время формирования капли на электроде. Время формирования капли определяют по времени, в течение которого величина напряжения на дуге превышает значение опорной величины,или по времени, в течении которого величина сварочного тока ниже значения опорной величины. Это позволяет с высокой точностью определить состояние газовой защиты еще до того, как ухудшение защиты зоны сварки приведет к снижению эксплуатационных характеристик сварных соединений. 2 з. п. ф- лы, 3 ил., 1 табл. (Л
Цц.в
Цоп .
Фиг. I
Т, с х Ю3
Т, с х Ю3
Тф.с
воздуха в защитной атмосфере
0,04
0,03
0,02
0,01
аб
1- Tci РО А, В
2- 1св 150 А, В
3- 1сс глП А: Цт; 28 В
Схема устройства, реализующего способ
9
Фиг. 2
Кв ,56
| Способ контроля состояния газовой защиты при дуговой сварке | 1982 |
|
SU1060369A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ контроля состояния газовой защиты при автоматической дуговой сварке | 1986 |
|
SU1346371A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
