Изобретение относится к сварочному производству и может быть использовано при изготовлении металлоконструкций.
После сварки различных металлоконструкций важно, чтобы зона сварного шва обладала схожими механическими свойствами со свариваемым металлом. Поэтому, во время сварки различными способами, необходимо подбирать специальные режимы, чтобы избежать хрупкости сварных соединений, повысить их эластичность, прочность и коррозионную стойкость.
Известен способ дуговой сварки порошковой проволокой, состоящей из сердечника и оболочки, при котором оболочку разбивают на N участков, к каждому из которых подводят сварочный ток с распределением его по убывающему закону в направлении движения проволоки [Авторское свидетельство СССР № 1131617, МПК В23K 9/14, 1984].
Недостатком данного изобретения является:
- Недостаточная глубина проплавления корневого прохода;
- Минимальная подача сварочной проволоки 6 м/мин для струйного переноса металла;
- Высокие напряжения на дуге при сварке;
Известен способ сварки плавящимся электродом, при котором сварку ведут на заданных значениях силы сварочного тока, напряжения на дуге, скорости сварки, диаметра и вылета электродной проволоки, а силу сварочного тока, напряжение на дуге и скорость сварки рассчитывают для каждого параметра по соотношениям [Патент RU № 2252847, МПК B23K 9/00, B23K 9/173, 2005].
Недостатком данного изобретения является:
- при работе на открытом воздухе, существует риск образования дефектов в сварном шве в связи с недостаточной защитой реакционной зоны шва.
Известен способ ручной дуговой сварки штучными покрытыми электродами, включающий выбор диаметра электродов в зависимости от толщины свариваемого металла и вида слоя наплавляемых валиков и осуществление сварки с помощью наплавления валиков на токе из допустимого для выбранных электродов диапазона токов. При этом предварительно определяют зависимость времени расплавления покрытой части электродов от тока дуги и задают скорость сварки и ток дуги, обеспечивающие заданное поперечное сечение сварочного шва. По заданному току дуги и зависимости времени расплавления рассчитывают номинальную длину наплавляемых валиков, а на основании соответствия полученной длины наплавляемых валиков их номинальной длине регулируют скорость сварки [Патент RU № 2661526, МПК B23K 9/14, 2018].
Недостатком данного изобретения является:
- Низкий КПД, большие тепловложения, что приводит к росту зерна в металле шва;
- Невозможность выполнения сварки в узкие разделки, ширина которых на 2-4 мм превышает диаметр электрода.
Техническая задача совокупности изобретений – разработка технологий сварки различными способами конструкционных коррозионностойких сталей, характеризующихся высоким качеством сварных соединений.
Технический результат по первому варианту изобретения достигается тем, что в способе дуговой сварки порошковой проволокой, состоящей из порошкообразной шихты и оболочки, согласно изобретению, сварку осуществляют при сварочном токе 110–200 А и напряжении 15–40 В, при этом подачу проволоки осуществляют со скоростью 2–6 м/мин, а вылет проволоки поддерживают в диапазоне 10 – 30 мм.
Состав порошкообразной шихты порошковой проволоки состоит из следующих элементов, мас.:
Состав образуемого сварного шва состоит из элементов, мас.:
Во время сварки, в зону сварного шва, осуществляют подачу защитного газа с расходом 5–15 л/мин.
Технический результат по второму варианту изобретения достигается тем, что в способе сварки плавящимся электродом, включающем сварку в защитном газе на заданных значениях силы сварочного тока, напряжения на дуге, скорости сварки, диаметре и вылете электродной проволоки, согласно изобретению, сварку осуществляют при сварочном токе 90–180 А и напряжении 15–40 В, при этом подачу проволоки осуществляют со скоростью 1–6 м/мин, а вылет проволоки поддерживают в диапазоне 10–30 мм.
Состав плавящегося электрода состоит из следующих элементов, мас.:
Состав образуемого сварного шва состоит из элементов, мас.:
Во время сварки, в зону сварного шва, осуществляют подачу защитного газа с расходом 5–15 л/мин.
В качестве защитного газа применяют смесь аргона и углекислого газа при соотношении объемных частей (0,7–0,9)/(0,3–0,1) соответственно.
Технический результат по третьему варианту изобретения достигается тем, что в способе ручной дуговой сварки электродами, включающем выбор диаметра электродов в зависимости от толщины свариваемого металла и вида слоя наплавляемых валиков, осуществление сварки с помощью наплавления валиков на токе из допустимого для выбранных электродов диапазона токов, согласно изобретению, сварку осуществляют короткой дугой при сварочном токе 70–140 А.
При этом состав электрода состоит из следующих элементов, мас.:
Состав образуемого сварного шва состоит из элементов, мас.:
Угол раскрытия кромок свариваемых заготовок должен быть не менее 40 градусов.
Сущность предложенных способов заключается в следующем.
Первый способ
Сварка проводится на постоянном токе обратной полярности в безимпульсном режиме. Сила тока во время сварки должна быть в пределах 110–200 А. Сварка при силе тока вне заявляемом диапазоне приведет к снижению механических свойств сварного соединения. При силе тока менее 110 А будет риск непровара по кромкам и несплавления металла. При силе тока более 200 А возможно образование подрезов в околошовной зоне, а также будет снижаться коррозионная стойкость шва и зоны термического влияния свариваемого металла, в связи с ростом зерна в металле шва.
Напряжение во время сварки поддерживают в диапазоне 15–40 В. При значениях напряжения меньше 15 В, возможны несплавления металла вследствие слишком короткой дуги. С ростом напряжения свыше 40 В наблюдается повышенное разбрызгивание металла и меньшее проплавление, ухудшается газовая защита.
Скорость подачи сварочной проволоки для струйного переноса металла должна быть 2–6 м/мин. Выбор скорости в указанном диапазоне позволяет осуществлять процесс сварки стабильно, с равномерной чешуйчатостью сварного соединения, при этом высота чешуек не будет превышать 0,1 мм, что обеспечит получение требуемых физико-механических свойств по всей длине шва.
Вылет проволоки поддерживают в диапазоне 10–30 мм. При вылете проволоки менее 10 мм будет образование пор, в связи с появлением турбулентного потока защитного газа. При вылете проволоки более 30 мм ухудшается газовая защита сварочной ванны, что так же приводит к образованию пор в теле шва.
Для защиты зоны сварного шва от окисления производят подачу защитного газа с расходом 5–20 л/мин. Подача защитного газа с расходом менее 5 л/мин недостаточна для защиты зоны сварного шва от окисления. Подача защитного газа с расходом более 20 л/мин экономически нецелесообразна.
В качестве защитного газа применяют аргон, CO2, или их смесь. Их применение обусловлено необходимостью обеспечения мелкокапельного переноса металла в реакционную зону.
Второй способ
Сварка проводится на постоянном токе обратной полярности в импульсном режиме (для увеличения глубины проплавления корневого прохода). Сила тока во время сварки должна быть в пределах 90–180 А. При силе тока менее 90 А будет А будет риск непровара по кромкам металла, и несплавления металла. При силе тока более 180 А возможно образование подрезов в околошовной зоне, а также будет снижаться коррозионная стойкость шва и зоны термического влияния свариваемого металла, в связи с ростом зерна в металле шва.
Напряжение во время сварки поддерживают в диапазоне 15–40 В. При значениях напряжения меньше 15 В, возможны несплавления металла вследствие слишком короткой дуги. С ростом напряжения свыше 40 В наблюдается повышенное разбрызгивание металла и меньшее проплавление, ухудшается газовая защита.
Скорость подачи сварочной проволоки для струйного переноса металла должна быть 1–6 м/мин. Выбор скорости в указанном диапазоне позволяет осуществлять процесс сварки стабильно, с равномерной чешуйчатостью сварного соединения, при этом высота чешуек не будет превышать 0,1 мм, что обеспечивает физико-механические свойства по всей длине шва.
Вылет проволоки поддерживают в диапазоне 10–30 мм. При вылете проволоки менее 10 мм будет образование пор, в связи с появлением турбулентного потока защитного газа. При вылете проволоки более 30 мм ухудшается газовая защита сварочной ванны, что так же приводит к образованию пор в теле шва.
Для защиты зоны сварного шва от окисления производят подачу защитного газа с расходом 5–20 л/мин. Подача защитного газа с расходом менее 5 л/мин недостаточна для защиты зоны сварного шва от окисления. Подача защитного газа с расходом более 20 л/мин экономически нецелесообразна.
В качестве защитного газа применяют смесь аргона и CO2. Их применение в заявленном соотношении объемных частей (0,7–0,9)/(0,3–0,1) обусловлено необходимостью обеспечения мелкокапельного переноса металла в реакционную зону.
Третий способ
Сварка проводится на постоянном токе обратной полярности. Сила тока во время сварки должна быть в пределах 70–140 А. При силе тока менее 70 А возможно образование несплавлений и непроваров металла. При силе тока более 140 А будет увеличивается глубина проплавления металла. Что приведет к большим тепловложениям, и как следствие к снижению механических свойств металла.
Сварку производить короткой дугой. Использование при сварке короткой дуги обусловлено необходимостью получения устойчивого горения дуги и стабильного переноса металла в сварочную ванну.
Угол раскрытия кромок свариваемых заготовок, должен быть не менее 40 градусов. Это необходимо для обеспечения провара корня шва, а также для гарантированного проплавления сварочных кромок в связи с толстым покрытием сварочных электродов.
По всем трем способам сварки, заявляемый химический состав сварного шва обусловлен необходимостью сварки атмосферостойкой марки стали с заданным химическим составом.
Для сварки заявляемого химического состава основного металла, экспериментально подобран химический состав сварочных материалов (порошковой проволоки и покрытых электродов), который обеспечивает все физико-механические свойства сварного соединения с аналогичными основному металлу.
Примеры реализации
Во всех способах сварке подвергались заготовки с химическим составом, указанным в таблице 1.
Первый способ
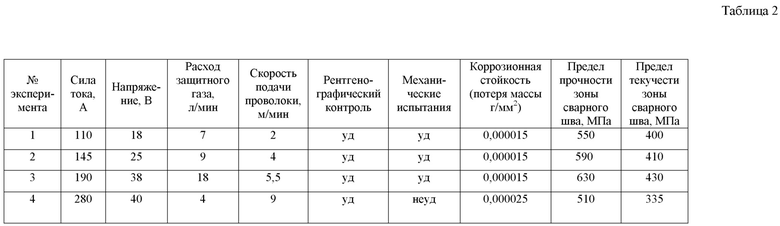
Было проведено четыре эксперимента по сварке заготовок. В таблице 2 приведены контролируемые параметры сварки и механические свойства сварного соединения.
Как видно из таблицы 2 при соблюдении параметров сварки, согласно заявленных, сварное соединение обладает всеми требуемыми механическими свойствами и коррозионной стойкостью. При несоблюдении каких-либо параметров сварки (эксперимент 4) наблюдается снижение механических свойств сварного соединения.
Второй способ
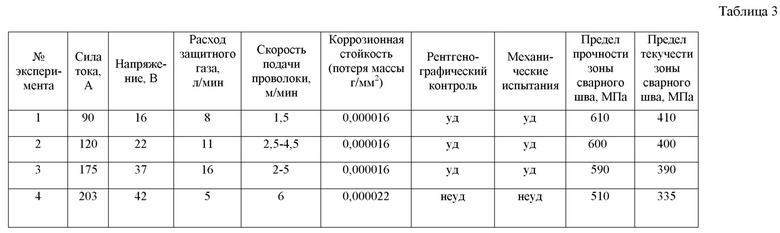
Было проведено четыре эксперимента по сварке заготовок. В таблице 3 приведены контролируемые параметры сварки и механические свойства сварного соединения.
Как видно из таблицы 3, при соблюдении параметров сварки, согласно заявленных, сварное соединение обладает всеми требуемыми механическими свойствами и коррозионной стойкостью. При несоблюдении каких-либо параметров сварки (эксперимент 4) наблюдается снижение механических свойств сварного соединения.
Третий способ
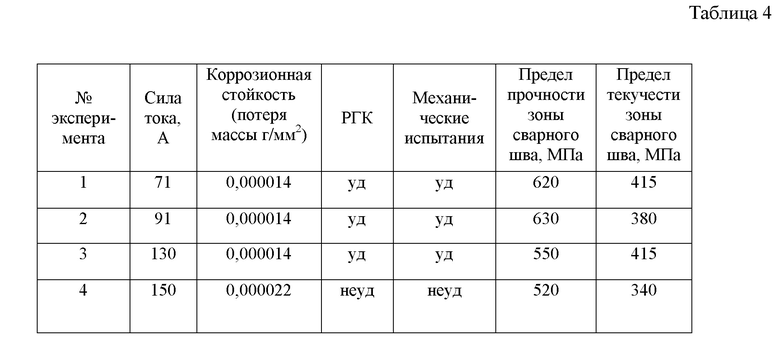
Было проведено четыре эксперимента по сварке заготовок. В таблице 4 приведены контролируемые параметры сварки и механические свойства сварного соединения.
Как видно из таблицы 4 при соблюдении параметров сварки, согласно заявленных, сварное соединение обладает всеми требуемыми механическими свойствами и коррозионной стойкостью. При несоблюдении каких-либо параметров сварки (эксперимент 4) наблюдается снижение механических свойств сварного соединения.
Таким образом, проведенные эксперименты показали, что разработанные технологии позволяют осуществлять качественную сварку конструкционных коррозионностойких сталей с получением сварных соединений высокого качества.
Таблица 1
* - содержание алюминия, ванадия, ниобия и молибдена было 0,007 %.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения сварного соединения конструкционной стали | 2022 |
|
RU2800138C1 |
| Способ сварки плавящимся электродом | 2021 |
|
RU2773480C1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
| СПОСОБ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2570609C2 |
| Способ производства прямошовных труб большого диаметра из низколегированной стали | 2022 |
|
RU2792989C1 |
| СВАРОЧНАЯ ПРОВОЛОКА | 2013 |
|
RU2511382C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2021 |
|
RU2772563C1 |
| СТАЛЬ ДЛЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1994 |
|
RU2063467C1 |
| СПОСОБ ДЛЯ ПОЛУЧЕНИЯ ЛИСТОВОЙ ЗАГОТОВКИ ИЗ ЗАКАЛИВАЕМОЙ СТАЛИ С ПОКРЫТИЕМ НА ОСНОВЕ АЛЮМИНИЯ ИЛИ АЛЮМИНИЯ-КРЕМНИЯ | 2016 |
|
RU2680485C1 |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2080973C1 |
Изобретение может быть использовано при изготовлении металлоконструкций из конструкционных коррозионностойких сталей. По первому варианту изобретения способ дуговой сварки осуществляют порошковой проволокой с заданным составом шихты при сварочном токе 110–200 А и напряжении 15–40 В, при этом подачу проволоки осуществляют со скоростью 2–6 м/мин, а вылет проволоки поддерживают в диапазоне 10–30 мм. По второму варианту изобретения осуществляют сварку в защитном газе плавящимся электродом заданного состава при сварочном токе 90–180 А и напряжении 15–40 В, при этом подачу электрода осуществляют со скоростью 1–6 м/мин, а вылет электрода поддерживают в диапазоне 10–30 мм. По третьему варианту изобретения производят ручную дуговую сварку покрытыми электродами с заданным составом стержня короткой дугой на сварочном токе 70–140 А при угле раскрытия кромок свариваемых заготовок не менее 40 град. Предложенные варианты способа сварки обеспечивают высокую коррозионную стойкость шва и зоны термического влияния свариваемого металла. 3 н. и 6 з.п. ф-лы, 4 табл.
1. Способ получения сварного соединения конструкционной коррозионностойкой стали, включающий дуговую сварку в защитном газе с использованием порошковой проволоки состоящей из порошкообразной шихты и оболочки, отличающийся тем, что сварку осуществляют при сварочном токе 110–200 А и напряжении 15–40 В, при этом подачу проволоки осуществляют со скоростью 2–6 м/мин, а вылет проволоки поддерживают в диапазоне 10–30 мм, причем порошкообразная шихта порошковой проволоки имеет следующий состав, мас.%:
2. Способ по п. 1, отличающийся тем, что получают сварное соединение со следующим составом сварного шва, мас.%:
3. Способ по п. 1, отличающийся тем, что подачу защитного газа в зону сварного шва, осуществляют с расходом 5–20 л/мин.
4. Способ получения сварного соединения конструкционной коррозионностойкой стали, включающий дуговую сварку в защитном газе с использованием плавящегося электрода, отличающийся тем, что сварку осуществляют при сварочном токе 90–180 А и напряжении 15–40 В, при этом подачу плавящегося электрода осуществляют со скоростью 1–6 м/мин, а его вылет поддерживают в диапазоне 10–30 мм, причем плавящийся электрод имеет следующий состав, мас.%:
5. Способ по п. 4, отличающийся тем, что получают сварное соединение со следующим составом сварного шва, мас.%:
6. Способ по п. 4, отличающийся тем, что подачу защитного газа в зону сварного шва осуществляют с расходом 5–20 л/мин.
7. Способ по п. 4 или 6, отличающийся тем, что в качестве защитного газа используют смесь аргона и углекислого газа при соотношении объемных частей (0,7–0,9)/(0,3–0,1) соответственно.
8. Способ получения сварного соединения конструкционной коррозионностойкой стали, включающий ручную дуговую сварку покрытыми электродами, отличающийся тем, что сварку осуществляют короткой дугой при сварочном токе 70–140 А, причем электрод имеет следующий состав, мас.%:
при этом получают сварное соединение со следующим составом сварного шва, мас.%:
9. Способ по п. 8, отличающийся тем, что угол раскрытия кромок свариваемых стальных заготовок составляет не менее 40 градусов.
| Способ дуговой сварки нержавеющих сталей аустенитного класса | 1977 |
|
SU712210A1 |
| СПОСОБ СВАРКИ ТРУБ ПЕЧЕЙ ПИРОЛИЗА В ПРОЦЕССЕ ПРОВЕДЕНИЯ РЕМОНТНЫХ РАБОТ | 2007 |
|
RU2361709C1 |
| Способ дуговой сварки плавлением сталей | 1979 |
|
SU946842A1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2053068C1 |
| WO 2014121046 A3, 07.08.2014. | |||

