/
шя11шж«жщшвет«1ипг1Г,,Ж)Н,,тй1Г1(с;.-вдг/В; пг;те,«;(/.п1
1ШЯМЯЯППЛ ШЛ1ШШ.УЖЩМШ11|Ш1ШШ1№(П11и|тш:1Г1 11:1 ГГ:Ж.1(1
IV I 1 1 V 4 ч ЛМ 1 1 I 1 1 11-1 I 1 1 1 1 I 1 1 1 -I 1-1 1 1
Til I I I I II I I I I I I LJ III I L,IL L.11 I J I I a I.I .
t ,1.1 I I I II
пя/|№ТоШ: :,7 ;л 1;гпШ|ГЯ1Г1ии,1/Г171 гталл;м/1 и;г1Ш1/..«;г ;/шш/1т1(«/Ш),иднГ|| 1/ш1|;)|цД|йг у:«йЫ1М™шмш(шш«1Ш1ГшГгИ
.iiiiiii iii:iiiiiiiiiiiiiiiiiiiiiiiii riiiiiii:iMiitiiiniiiimiiiii ii;ii::Uiiiiiu№iiiiniiiii
1Ш1т ШМ1HinHUiW lUWll iWilMHtlll ШИП, tt№lli|IJIKJ:W«lffiHffllV
ffiv:iiu tvii4«iittrtii K vvji;iiitf,viiB.v;w; I ivitflwmm
i:,iiui.u4iii iUiUi;vii4tt:«av
Л X Л V
Изобретение относится к сварочному производству и может найти применение в.автоматах для сварки плавящимся электродом в среде защитных газов. Преимущественно изобретение может быть использова. но в сварочных роботах с защитной зоной горения дуги углекислым газом „
Известен способ определения качества газовой защиты по внешнему виду сварочного шва. О качестве газовой защиты судят .по наличию пор и оксидной пленки на илве Г .
Однако этот способ требует присутствия сварщика, а его реализаци в автоматизированных устройствах затруднена.
Известен также способ оценки качества газовой защиты, заключающийся в определении .содерл ания. воздуха в зоне сварки. Пробы защитной атмосферы отСс1Сывают шприцем из зоны сварки и анализируют на хроматографе 2J .
Недостатком этого способа является то, что контроль за качеством защиты требует сложного оборудования и времени и не может вестись непрерывно.
Наиболее близким к изобретенигь по технической сущности и достигаемому эффекту является способ контроля газовой защиты процесса дуговой сварки .в среде газов, при котором защитную атмосферу контролируют путем ее отбора из зоны дуги, сравнивают с заданным ее составом и производят постоянное регулирование ее состава в процессе сварки З
Недостатком этого способа является.то, что вследствие подсоса воздуха неплотности или слувания защитнЪго газа потоком воздуха защита может ухудшаться,. т.е. может получаться брак при нормальном расходе защитного газа.
Этог недостаток обусловлен тем, что для обнаружения )ений газовой защиты используются информативные параметры, не связанные непос.редственно с процессом сварки,в частности расход защ.итного газа.
Цель изобрете,ния - повышение точности КОНТРО.ПЯ при сварке в углекислом газе.
Поставленная цель достигается тем, что согласно способу контроля состояния газовой защиты при.дуговой сварке, при котором измеряют текущее значение контролируемого параметра, сравнивают его с заданHIJM и по.величине их отклонения судят о нарушении защиты, в качестве контролируемого параметра используют частоту переноса капе.ль в дуговом промежутке, при этом частоту переноса капель определяют по час--
тотеизменения напряжения на дуге или по частоте пиков сварочного тока.
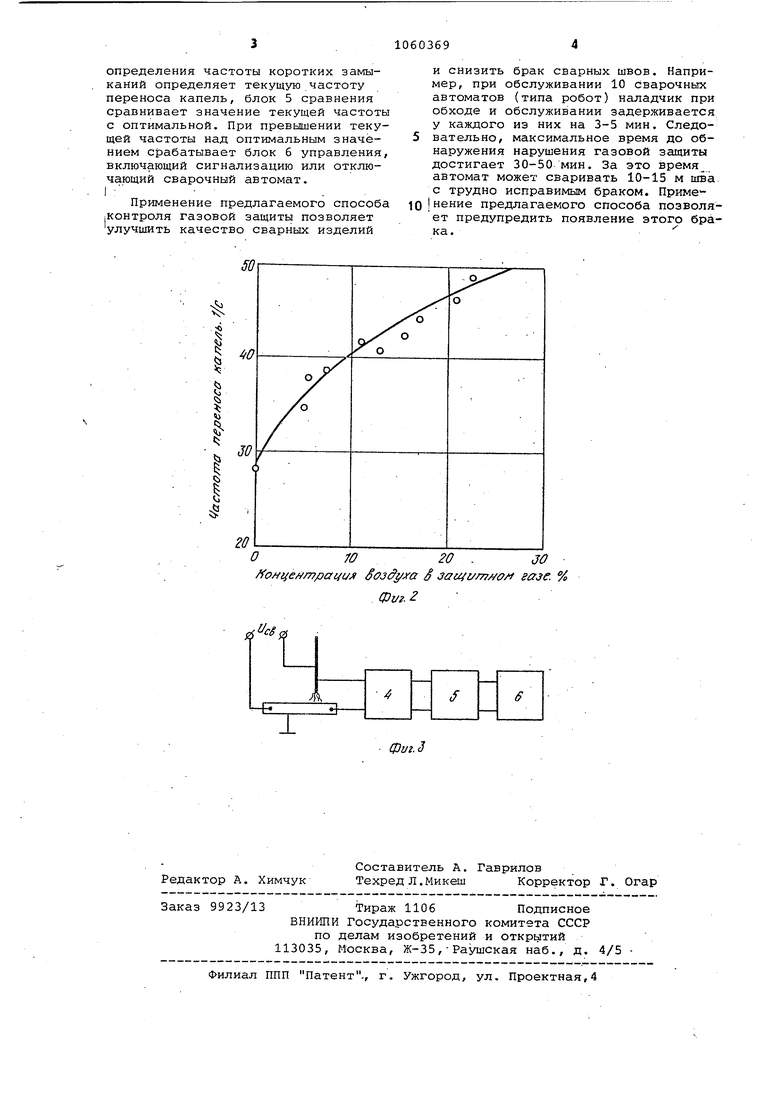
На фиг. 1 приведена осциллограмма процесса сварки с качественной защитой и- при попадании воздуха в зону сварки; на фиг. 2 - зависимост частоты переноса капель в дуговом промежутке от концентрации воздуха в защитном газе, (защитная среда углекислый газ, проволока СВО, 8Г2С, ф 1,2 мм, 1 ев 150 А, Ид 23 В); на фиг. 3 - схема устройства, реализующая способ обнаружения нарушений газовой защиты.
Способ контроля газовой защиты основан на увеличении частоты переноса капель в дуговом промежутке при нарушении защиты от 20-60 в секунду для различных режимов при сварке в углекислом газе при качественной защите до 50-80 при сваркена воздухе. Это поясняется на осциллограмме процесса сварки (фиг.1) На участке 1 - сварка при качественной защите углекислым газом. На участке 2 - сварка при нарушенной газовой защите. На участке 3 сварка при восстановленной защите. На участке 2 видно резкое увеличение частоты переноса капель,связанное с нарушением защиты.
При концентрации воздуха в углекислом газе 10-11% в шве появляются внутренние, а более 11-16% и наружн поры. Определение ударной вязкости. метал.71а шэа показывает, что при содержании 10% воздуха в углекислом пазе последняя понижается на 5%, а при содержании воздуха более 11% ударная вязкость резко падает.
Из графика (фиг.2) видно, что при содержании воздуха в защитном газе 10% частота переноса повышается на 30%.
Таким образом, по предлагаемому способу можно обнаружить нарушение газовой защиты до того, как про:;3ойдет заметное снижение механических свойств.сварного шва.
Предлагаемый способ реализуется устройством (фиг.З), состоящем из прибора 4 для измерения частоты коротких заг/ ыканий дугового промежутка, блока 5 сравнения и блока 6 управления.
Определение нарушений газовой защиты производят следующим образом.
После настройки сварочного автомата, при качественной газовой защите, прибором 4 для измерения частот коротких замыканий дугового .промежутка измеряют частоту переноса ка.пель, принимают ее оптимальной для .данного режима свар-. ки и заносят в блок5 сравнения,в дальнейшем устройство работает в автоматич€вском режиме, прибор для
определения частоты коротких эамыкамий определяет текущую частоту переноса капель, блок 5 сравнения сравнивает значение текущей частоты с оптимальной. При превышении текущей частоты над оптимальным значением срабатывает блок 6 управления, включающий сигнализацию или отключающий сварочный автомат.
Применение предлагаемого способа .контроля газовой защитна позволяет Улучшить качество сварных изделий
50
I
W
I
30
о
;§
20
О7020 .JO
o tie/ mpacfUJi / газе. %
и снизить брак сварных швов. Например, при обслуживании 10 сварочных автоматов (типа робот) наладчик при обходе и обслуживании задерживается у каждого из них на 3-5 мин. Следовательно, максимальное время до обнаружения нарушения газовой защиты достигает 30-50 мин. За это время автомат может сваривать 10-15 м шва с трудно исправимым браком. ПримеI нение предлагаемого способа позволяет предупредить появление этого брака.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля состояния газовой защиты при дуговой сварке плавящимся электродом | 1989 |
|
SU1771902A1 |
| Способ контроля состояния газовой защиты при автоматической дуговой сварке | 1986 |
|
SU1346371A1 |
| Способ двухэлектродной дуговой наплавки | 2021 |
|
RU2767334C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ И СВАРКИ С КОМБИНИРОВАННОЙ ГАЗОВОЙ ЗАЩИТОЙ | 2006 |
|
RU2319584C1 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 1991 |
|
SU1757816A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2674525C1 |
| Состав электродного покрытия для сварки тяжелых цветных металлов | 1984 |
|
SU1228998A1 |
| Способ регулирования процесса дуговой сварки плавящимся электродом и устройство для его осуществления | 1987 |
|
SU1489942A1 |
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU1041248A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
1. СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ ГАЗОВОЙ ЗАЩИТЫ ПРИ ДУГОВОЙ СВАРКЕ, согласно которому измеряют текущее значение контролируемого параметра, сравнивают вгл с задан- ным значением и по величине их отклонения судят о нарушении защиты, отличающийся тем, что, с целью повьЕиен.ия точности контроля при сварке в среде защитных газов, в качестве контролируемого параметра используют частоту переноса капель в дуговом промежутке. 2.Способ по п.1, отличающийся тем, что частоту переноса капель определяют по частоте изменения напряжения на дуге. 3.Способ по П.1, отли(Л чающийся тем, что частоту - переноса капель определяют по частоте, пиков сварочного тока.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Новожилов Н.М. | |||
| Основы металлургии дуговой сварки в газах | |||
| М., Машиностроение, 1979, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Основы металлургии дуговой сварки в;газах | |||
| М., Машиностроение, 1979, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
