Известны устройства для автоматического управления процессом крашенпя ткани, например, в жгутовой красильной барке, включаюндие агрегированные в общую систему приборы для измерения и регулирования температуры, регулирования уровня жидкости в красильной ванне и регулирования подачи компонентов красильного раствора.
Недостаток этих устройств заключается в том, что они не обеспечивают надежности управления процессом крашения.
В предлагаемом устройстве этот недостаток устранен применением программного задатчика скорости подъема температуры красильной ванны, выполнепного в виде профильного диска, и регулятора уровня жидкости в красильной ванне, выполненного в виде двух электромагнитных реде по схеме электронного контакта через полупроводниковый триод ПЗА.
Для порционного дозирования химических материалов может быть применено песколько баков-дозаторов (по числу химических растворов) с установленными внутри них электродами, контактирующими через жидкость с корпусом бака и включенными в цепь питания электромагнитных реле для приведения в действие мембранных клапанов.
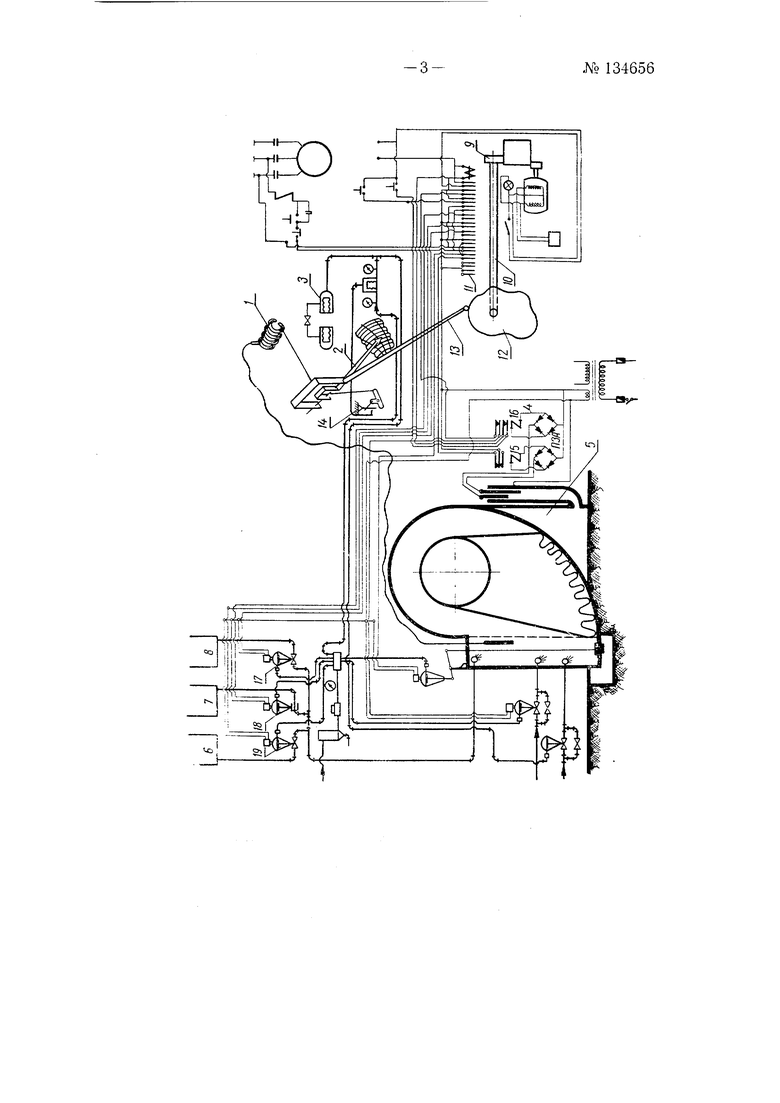
На чертеже изображена принципиальная схема устройства.
Устройство включает в себя агрегированные в общую систему манометрический термометр / с записывающим устройством 2, пневматический изодромный терморегулятор 3, регулятор 4 уровня жидкости в красильной ванне 5, порционные дозаторы 6, 7 и 8 химических растворов и электромеханический командный аппарат 9, состоящий из вращающегося вала 10 с несколькими контактными кулачка.ми (на чертеже не показанными), взаимодействующими с контактами //, включенными в электрп№134656 2ческне цепи питания исполнительных механизмов для подачи воды, пара И химических растворов.
Программный задатчик скорости подъема температуры красильной ванны выполнен в виде профильного диска 12, закрепленного на валу 10 и взаимодействующего с концом поворотного рычажка 13, кинематически связанного с поворотным клапаном- 14, регулирующим давление в системе пневматического изодромного терморегулятора 3. Регулятор 4 уровня жидкости в красильной ванне выполнен в виде двух электромагнитных реле 15 и 16 по схеме электронного контакта через полупроводниковый триод ПЗА. Баки-дозаторы 6, 1 и 5 имеют установленные внутри них электроды (на .чертеже не показаны), контактирующие через л идкость с корпусом бака и включенные в цепь питания электромагнитных реле для.;приведения в действие мембранных клапанов (на чертеже не показаны), управляющих подачей в баки-дозаторы определенных объемов химических растворов. Слив из баков-дозаторов осуществляется через исполнительные механизмы 11, 18 и 19.
Устройство осуществляет автоматическое управление процессом кращения ткани в жгутовой красильной барке в следующей последовательности (исключая операции загрузки и выгрузки ткани из барки); залив барки водой до определенного уровня (регулируемого регулятором 4 уровня), залив последовательно химических растворов из баков-дозаторов , 7 и S, подъем температуры ванны с определенной скоростью, определяемой программным задатчиком (диск 12), снижение температуры с определенной скоростью (процесс регулируется изодромным терморегулятором 5), промывка ткани в холодной воде в течение заданного времени (процесс управляется командоаппаратом 9) и слив полностью обработанного раствора.
Предмет изобретения
1. Устройство для автоматического управления процессом крашения ткани, например, в жгутовой красильной барке, включающее агрегированные в общую систему манометрический программный термометр, пневматический изодромный терморегулятор, регулятор уровня жидкости в красильной ванне, порционные дозаторы химических растворов и электромеханический командный аппарат, состоящий из вращающегося вала с несколькими контактными кулачками, взаимодействующими с контактами, включенными в электрические цепи питания исполнительных механизмов для подачи воды, пара и химических растворов, отличающ-ееся тем, что, с целью повыщения надежности управления процессом, оно снаблсено программным задатчиком скорости подъема температуры красильной ванны, выполненным в виде закрепленного на кулачковом валу командного аппарата профильного диска, взаимодействующего с концом поворотного рычажка, кинематически связанного с поворотным клапаном, регулирующим давление в системе пневматического изодромного терморегулятора, а регулятор уровня жидкости в красильной ванне вь1полнён в виде двух электромагнитных реле по схеме электронного контакта через полупроводниковый триод ПЗА2- Устройство пбп. 1, отличающееся тем, что для порционного дозирования химических материалов применено несколько баков-дозаторов (по числу химических растворов) с установленными внутри них электродами, контактирующими через жидкость с корпусом бака и включенными в цепь питания электромагнитных реле для приведения в действие мембранных клапанов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом промывки тканей, например шерстяных, в жгутовой промывной барке | 1957 |
|
SU114510A1 |
| Устройство для программного регулирования процесса жидкостной и тепловой обработки тканей в барках | 1959 |
|
SU126931A1 |
| Автоматическая транспортная линия для жидких химикатов | 1973 |
|
SU469118A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА ДОЗИРОВАНИЯ ЖИДКОСТЕЙ НА БАЗЕ МЕМБРАННОГО НАСОСА | 2016 |
|
RU2628984C1 |
| Устройство для дозирования жидких химикатов | 1980 |
|
SU954960A2 |
| УСТРОЙСТВО СМЕШЕНИЯ И ДОЗИРОВАНИЯ ЖИДКИХ КОМПОНЕНТОВ В ЗАДАННОМ СООТНОШЕНИИ | 2021 |
|
RU2767588C1 |
| Автоматическая транспортно-дозировочная линия для жидких химикатов | 1978 |
|
SU742889A1 |
| ОПРЫСКИВАТЕЛЬ | 2003 |
|
RU2253229C2 |
| Устройство для автоматического управления сбросом осадка из отстойников | 1978 |
|
SU722850A1 |
| Электроаспиратор | 1982 |
|
SU1089459A1 |