13
Изобретение относится к промышленности строительных материалов, в частности к производству отделочных материалов, предназначенных для внут- ренней и наружной отделки промышленных и гражданских зданий и сооружений .
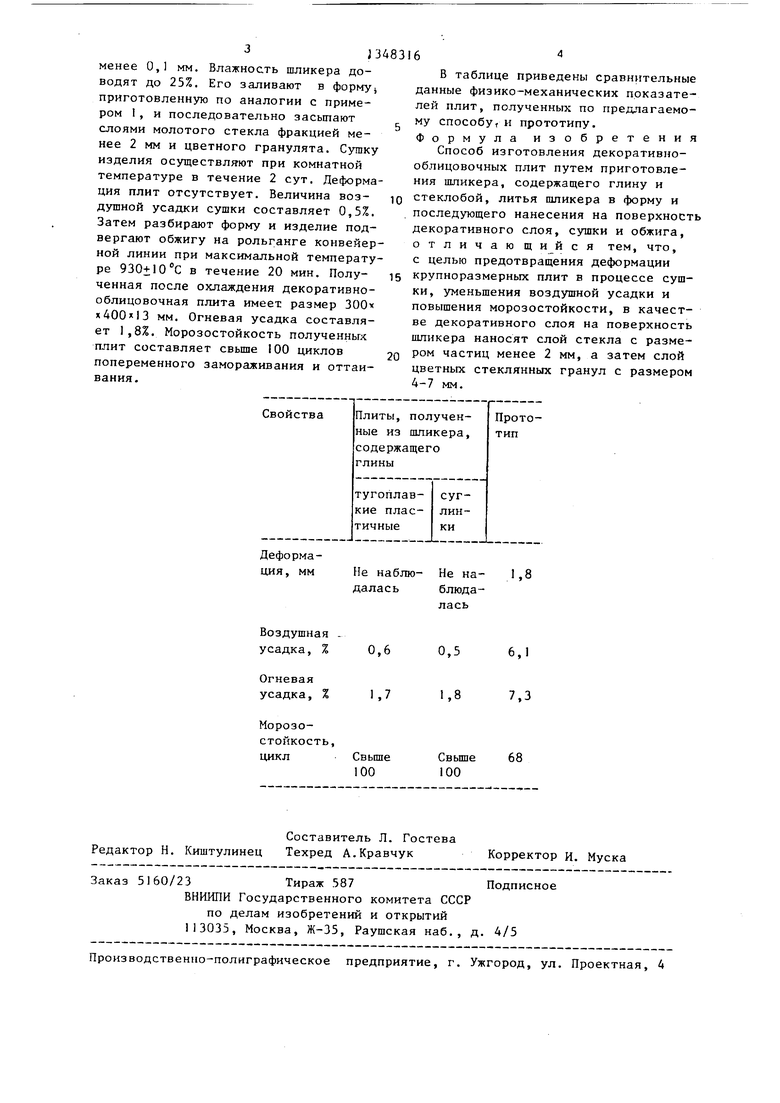
Цель изобретения - предотвращение деформации крупноразмерных плит в процессе сушки, уменьшение боздушной усадки и повышение морозостойкости.
Измельченное стекло фракции менее 2 мм, попадая на поверхность свежеотформованной заготовки, частично осе- дает в шликер. Под тяжестью цветного гранулята степень заглубления измельченного стекла увеличивается. Кроме того, в шликер частично погружаются и гранулы цветного стекла. В процес- се форсированной сушки не происходит деформации изделий, а их усадка снижается.
Это связано с тем, что в поверхностном слое шликера после его отлив- ки образуется избыточное содержание отощителя (измельченного стеклаJ, который препятствует появлению деформации в изделиях и уменьшает их усадку при форсированных режимах сушки.
Кроме того, увеличение содержания в поверхностном слое стекловидной фазы, а также отсутствие четкой границы между подложкой и декоративным слоем способствуют существенному увеличе- нию морозостойкости получаемых облицовочных материалов.
Наилучший эффект по деформации, усадке и морозостойкости облицовочных плит достигается при применении из- мельченного стекла с фракцией менее 2 мм. Это объясняется способностью такой фракции более равномерно распределяться в поверхностном слое шликера, а также образовывать жидкую фазу при более низких температурах, что обеспечивает прочное сцепление декоративного слоя с подложкой.
После термообработки в зависимости от используемого цветного грануля- та получаемые по предлагаемому способу декоративно-облицовочные плиты имеют самую разнообразную огненно- полированную мозаичную фактуру, имитирующую многие природные облицовоч- ные материалы, например гранит, мрамор, яшму и др.
Предлагаемый способ изготовления крупноразмерных декоративно-облицо162
вочных плит осуществляют следуюш 1М образом.
Готовят шликер, который затем выливают в разъемную форму с ограничительными бортами. Предварительно ее покрывают слоем материала, не реагирующего со шликером (каолин, технический вазелин, бумага и др.). Сверху на шликер равномерно насыпают слой измельченного стекла фракцией менее 2 мм. После этого наносят декоратив- |ный слой в виде гранул цветного стек- 1ла. Оптимальный размер гранул 4-7 мм. После сушки форму разбирают, а изделие подвергают обжигу. При использовании форм из жаропрочной стали обжиг изделий можно производить в них. Для обжига изделий можно использовать тунельную либо роликовую печь.
Способ изготовления крупноразмерных декоративно-облицовочных плит поясняется примерами конкретного выполнения .
Пример 1. Используют шликер следующего состава: 30% тугоплавкой пластичной глины и 70% молотого стекла фракции менее 0,1 мм. Влажность шликера 31%. На поддон из жаропрочного бетона, который установлен на вагонетку, укладывают лист оберточной бумаги, а сверху - разъемную,форму .без дна, борта которой смазаны техническим вазелином. Внутренний размер формы З07 410 16 мм. После этого в нее наливают порцию ишикера, который заполняет всю площадь формы на высоту 11 мм. С помощью вибросита сверху на шликер насьшают слой измельченного стекла фракцией менее 2 мм, а затем специальным устройством наносят слой цветного гранулята. Сушку изделия осуществляют при 150°С в течение 4 ч При этом деформации плит не наблюдается. Величина воздушной усадки составляет 0,6%. Затем разбирают форму и изделие подвергают обжигу при максимальной температуре 950+10°С в te- чение 20 мин. Полученная после охлаждения декоративно-облицовочная плита имеет размер 300 400«13 мм. Огневая усадка составляет 1,7%. Морозостойкость полученных плит составляет свьш1е 100 циклов попеременного замораживания и оттаивания.
П р и м е р 2. Для производства облицовочн 1х плит готовится шликер следующего состава: 60% суглинка и 40% измельченного стекла фракции
П
менее 0,1 мм. Влажность шликера доводят до 25%. Его заливают в фopмyJ приготовленную по аналогии с примером I, и последовательно засыпают слоями молотого стекла фракцией менее 2 мм и цветного гранулята. Сушку изделия осуществляют при комнатной температуре в течение 2 сут. Деформация плит отсутствует. Величина воздушной усадки сушки составляет 0,5%. Затем разбирают форму и изделие подвергают обжигу на рольганге конвейерной линии при максимальной температуре 930+10 с в течение 20 мин. Полученная после охлаждения декоративно- облицовочная плита имеет размер ЗООх мм. Огневая усадка составляет 1,8%. Морозостойкость полученных плит составляет свьш1е 100 циклов попеременного замораживания и оттаивания.
Деформация, мм
0,6 0,5 6,1
1,7 1,8 7,3
Свьщ1е Свьш1е 68 100 100
Составитель Л. Гостева Редактор Н. Киштулинец Техред А.Кравчук
Заказ 5160/23Тираж 587Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
В таблице приведены сравнительные данные физико-механических показателей плит, полученных по предлагаемому способуf и прототипу. Формула изобретения
Способ изготовления декоративно- облицовочных плит путем приготовления шликера, содержащего глину и стеклобой, литья шликера в форму и последующего нанесения на поверхность декоративного слоя, сушки и обжига, отличаю щ с я тем, что, с целью предотвращения деформации крупноразмерных плит в процессе сушки, уменьшения воздушной усадки и повышения морозостойкости, в качестве декоративного слоя на поверхность шликера наносят слой стекла с размером частиц менее 2 мм, а затем слой цветных стеклянных гранул с размером 4-7 мм.
Не наблюдалась
1,8
Корректор И. Муска
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНОГО МАТЕРИАЛА | 1992 |
|
RU2044701C1 |
| ДЕКОРАТИВНЫЙ ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ | 1992 |
|
RU2033979C1 |
| Способ изготовления декоративно-облицовочного материала | 1985 |
|
SU1357393A1 |
| Конструкционно-теплоизоляционный строительный материал | 2024 |
|
RU2834574C1 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2451643C2 |
| Способ получения декоративно-облицовочных плит | 1988 |
|
SU1654279A1 |
| АНГОБ | 2004 |
|
RU2257364C1 |
| Композиция для основного слоя декоративно-облицовочного материала | 1990 |
|
SU1805106A1 |
| ОГНЕУПОРНЫЙ КЕРАМИЧЕСКИЙ МАТЕРИАЛ | 1995 |
|
RU2147564C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ПРОППАНТА И ПРОППАНТ | 2011 |
|
RU2459852C1 |
Изобретение относится к произ- водству декоративно-облицовочных крупноразмерных плит. С целью предотвращения деформации крупноразмерных плит в процессе сушки, уменьшения воздушной усадки и повышения морозостойкости, готовят шликер, содержащий глину и стеклобой, затем отливают шликер в форму, а на поверхность шликера наносят слой стекла с размером частиц мене 2 мм, а затем слой цветных стеклянных: гранул с размером частиц 4-7 мм с последующей сушкой и обжигом. Физико-механические показатели плит следующие: воздушная усадка 0,5-0,6%, огневая усадка 1,7- 1,8%, морозостойкость свьше 100 циклов, деформация отсутствует. I табл. с $ (Л со ро оо О5
| Мороз И.И | |||
| Технология строительной керамики | |||
| Киев; Высшая школа, 1980, с | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Копшяк Л.Л | |||
| и др | |||
| Производство Изделий строительной керамики | |||
| М.: Высшая школа, 1979, с | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
