Изобретение относится к технологии производства радиоэлектронной аппаратуры, в частности к термическому дублению печатных плат с нанесенным светочувствительным слоем.
Целью изобретения является упрощение процесса.
Пример 1. Образцы плат размером 200x100 мм загружают в чехол из алюминиевой фольги, подвергают термическому дублению в течение 30 с при 200 С в расплавленном припое типа ПОСК-50, во время операции контролируют состояние припоя и чехла. Установлено, что теплоноситель типа ПОСК-50 не является вэрьшоопасным, при выполнении операции термического дубления светочувстЕительного слоя на основе ПВС не наблюдают ни выбросов, ни всплесков припоя как при на-
греве его, так и при погружении в него плат, предварительно загруженных в чехлы из алюминиевой фольги. Чехлы из алюминия не смачиваются припоем, изменений состояния поверхности чехлов не обнаружено. Затем платы в соответствии с техпроцессом загружают в ванну гальван1гческого меднения и после декапирования и промьюки загру жают в ванну осаждения сплава олово-свинец. Продолжительность операции гальванического меднения составляет -,5 ч, сплава олово-свинец
40 мин. Затем платы промьюают, высу- 5 последующих операций промьшки и суш- шивают и под микроскопом МБС-2 (при х ки.
х10) контролируют состояние поверхности ф торезиста.
Припой типа ПОСК-50 представляет собой расплав компонентов,%: олово (45-5J), кадмий (), свинец остальное ,
Примеры 2-13, Данные примеры отличаются от примера 1 темпе-
40
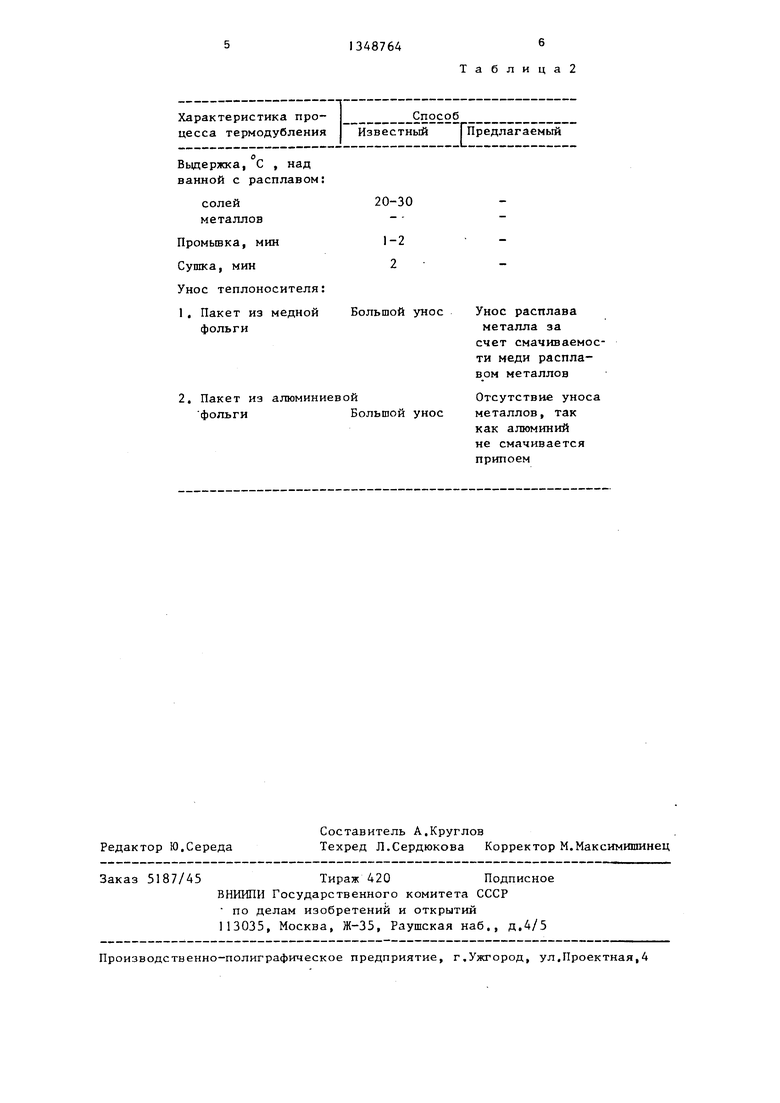
Применение пакета из алюминиевой фольги позволяет исключить смачиваемость его припоем и следовательно, унос расплава металлов (см,табл,2).
Термодубление заготовок печатных плат в расплаве металлов, предварительно погруженных в алюминиевый па- ратурой и продолжительностью обработ- g кет, позволяет сократить технологи- кн печатных плат в припое трта ПОСК-50 ческий цикл и повысить качество тер-
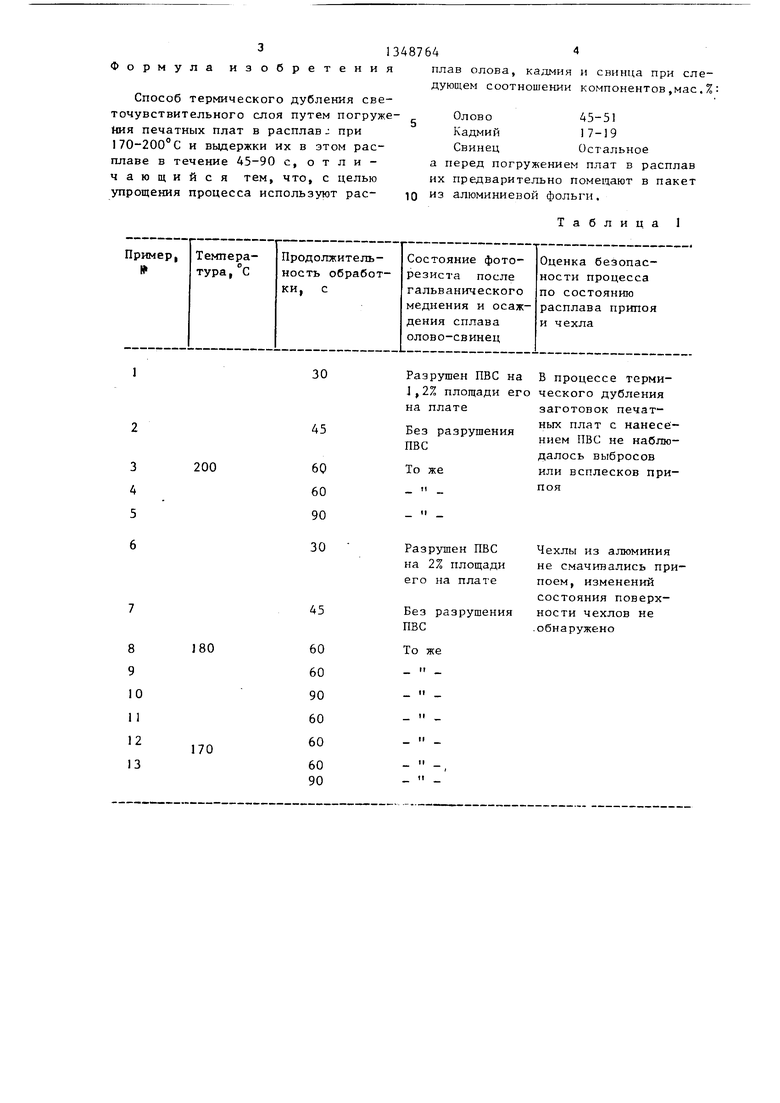
В табл. представлены результаты по состоянию фоторезиста после гальванического меднения и осаждения сплава олово-свинец по оценке безопасности процесса.
На всех образцах, кроме первого и шестого не наблюдают никаких изменений фоторезиста (трещины, отслоения, появление матовых пятен).
П р и м е р 14 (прототип).
Приготавлииают раствор солей, состоящий из роданида калия, роданида натрия и хлорида натрия, подогревают
раствор до 200°С, погружают в него плату на 60-90 с, извлекают плату из расплава солей, выдерживают над ванной для стенания расплава и охлаждают заготовки в течение 20-30 с, промьшают плату горячей (60-70 С) водой в течение 1-2 мин от налипших частиц расплава.
Налипание расплава солей всегда имеет место по причине смачиваемости заготовок, В процессе налипания часто имеет место шелушение фоторезиста на заготовках, что приводит к
необходимости вводить трудоемкую ручную операцию - ретушировать защитный слой - или же к браку. При работе с расплавами этих солей наблюдается гетерогенность расплава - выделение
твердой фазы, поэтому требуется весьма точное поддержание солевого состава его, что довольно сложно выполнить в условиях цеха, так как необходимо точно анализировать состав расплава во время работы, поскольку уносятся соли на заготовках. Налипание солей, изменение состава расплава приводит, кроме того, к шелушению фоторезиста.
Предлагаемый способ более технологичен, так как расплав при J70-200°C всегда находится в жидком, однородном состоянии, а после выполнения операции термодубления не требуется
Применение пакета из алюминиевой фольги позволяет исключить смачиваемость его припоем и следовательно, унос расплава металлов (см,табл,2).
модубления, исключить пожаро- и взрывоопасные операции т,е, сделать способ более технологичным по сравнению. 5Q со всеми известными способами термо-
дубления.
Применение предлагаемого способа термодубления позволило сократить gj. цикл (на одну загрузку) . на 5 мин, что увеличивает производительность труда; кроме того, в качестве теплоносителя используется стандартный, гос- тированный припой.
Формула изобретения
Способ термического дубления светочувствительного слоя путем погруже- йия печатных плат в расплав - при 170-200°С и выдержки их в этом расплаве в течение 45-90 с, отличающийся тем, что, с целью упрощения процесса используют рас-
200
30
45
60 60 90
30
J80
170
45
60 60 90 60 60
60 90
плав олова, кадмия и свинца при следующем соотношении компонентов,мае.%:
Олово45-51
Кадмий 17-19 Свинец Остальное а перед погружением плат в расплав их предварительно помещают в пакет из алюминиевой фольги.
Таблица 1
на В процессе терми- его ческого дубления
я
заготовок печатных плат с нанесением ПВС не наблюдалось выбросов или всплесков припоя
Чехлы из алюминия не смачивались припоем, изменений состояния поверхности чехлов не .обнаружено
Характеристика про-
цесса термодубления Известный ГПредлагаемый
Выдержка, С , над ванной с расплавом:
солей металлов
Промьшка, мин
Сушка, мин
Унос теплоносителя:
1. Пакет из медной фольги
2, Пакет из алюминиевой
фольгиБольшой унос
Таблица2
20-30
1-2
2
льшой унос
ьшой унос
Унос расплава
металла за счет смачиваемости меди расплавом металлов
Отсутствие уноса металлов, так как алюминий не смачивается припоем
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2006 |
|
RU2313926C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2002 |
|
RU2231939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ ДЛЯ СВЕТОДИОДОВ | 2011 |
|
RU2477029C2 |
| СУХОЙ ПЛЕНОЧНЫЙ ФОТОРЕЗИСТ ВОДНО-ЩЕЛОЧНОГО ПРОЯВЛЕНИЯ | 1986 |
|
SU1342280A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2003 |
|
RU2246558C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2602084C2 |
| СПОСОБ АКТИВАЦИИ ДИЭЛЕКТРИКОВ | 2015 |
|
RU2604556C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2604721C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 1994 |
|
RU2114522C1 |
| Способ термического дубления светочувствительного слоя | 1975 |
|
SU628455A1 |
Изобретение относится к технологии радиоэлектронной аппаратуры, в частности к термическому дублению светочувствительного слоя печатных плат. Упрощение процесса достигается использованием расплава олова, кадмия и свинца следующего состава, мас.%: олово 45-51; кадмий 17-19 и свинец остальное. Процесс дубления проводят погружением печатных плат в расплав указанного состава при 170-200 С и выдержкой в нем 45-90 с. Перед погружением в расплав платы предварительно помещают в пакет из алюминиевой фольги. Способ обеспечивает сокращение цикла (на одну загрузку) на 5 мин, что увеличивает производительность процесса. 2 табл. со 00 Oi 4
| Конденсатор холодильной машины | 1984 |
|
SU1208435A2 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
