Изобретение относится к технологии активирования поверхности диэлектриков перед химической и/или электрохимической металлизацией и может быть использовано для изготовления высокоплотных многослойных печатных плат с прямой металлизацией сквозных и глухих отверстий с финишными покрытиями для безсвинцовой технологии под высокие температуры пайки.
Разрабатываемые высокоплотные многослойные печатные платы (МПП) предназначены для использования в сильноточных теплонагруженных электрических цепях. Одной из особенностей такого рода печатных плат является необходимость изготовления высокоплотных многослойных печатных плат с прямой металлизацией сквозных и глухих отверстий с финишными покрытиями для безсвинцовой технологии под высокие температуры.
Для инициирования процесса металлизации покрываемая поверхность диэлектрика должна быть каталитически активной. Высокая каталитическая активность металлизируемой поверхности обеспечивает осаждение компактных, прочных и равномерных пленок металла.
В способе металлизации отверстий печатных плат (патент РФ на изобретение №1720467, дата приоритета 29.12.1989, МПК Н05К 3/18, Н05К 3/42) активирование диэлектрической подложки проводят в совмещенном растворе, содержащем хлористый палладий и хлористое олово, промывают, обрабатывают в растворе ускорителя, содержащем неорганические кислоты или их соли, или едкий натр, промывают и проводят обработку плат в водном растворе восстановителя - гидразина, или его производных, или гидроксиламина, или его производных с последующим химическим меднением.
В способе металлизации отверстий многослойных печатных плат (патент РФ на изобретение №2447629, дата приоритета 16.06.2010 г., МПК Н05К 3/42, Н05К 3/46) активирование заготовки включает ее обезжиривание и декапирование, обработку в растворе химического серебра на основе калия железистосинеродистого и роданида калия, сенсибилизацию в растворе хлористого олова, активацию в растворе хлористого палладия, химическое меднение с последующим гальваническим меднением и термодиффузионной обработкой в среде аргона.
Основным недостатком известных способов является введение стадии химического меднения, обуславливающего наличие дополнительного слоя между фольгой и гальванической медью. Кроме того, пузырьки водорода, выделяемого в процессе осаждения меди могут приводить к образованию раковин или делать осаждаемый слой более тонким, что впоследствии будет влиять на гальваническое осаждение меди. Также недостатком технологии с применением химического меднения является необходимость использования и, соответственно, необходимость слива растворов, содержащих соли меди, комплексообразователи, а также формальдегид, относящийся к канцерогенам.
Суть метода прямой металлизации заключается в получении электропроводящего слоя для дальнейшего осаждения меди гальваническим способом без создания тонкого промежуточного медного слоя. Прямая металлизация является альтернативой процессу химического меднения. Прямая металлизация лишена основного недостатка химического омеднения - наличия дополнительного слоя между фольгой и гальванической медью. Проводящий подслой, формируемый в процессе прямой металлизации, на заключительной стадии процесса лежит только на диэлектрике. Еще одним преимуществом является возможность реализации процесса прямой металлизации на высокопроизводительных конвейерных установках.
Известен способ металлизации подложки (WO 8906710, дата приоритета 12.01.1988 г.), включающий следующие этапы:
1) погружение подложки в раствор активации, включающий а) хлорид олова, б) хлорид палладия, в) хлорид натрия в водном растворе, причем массовая концентрация хлорида олова в 25-100 раз больше массовой концентрации хлорида палладия, г) серную кислоту в объемной концентрации 0,05-5%,
2) промывку подложки,
3) погружение подложки в ванну для химического покрытия, содержащую металл для нанесения покрытия.
Раствор активации для химической металлизации содержит хлорид олова в концентрации около 5 г/л и хлорид палладия в концентрации около 0,1 г/л, коллоидно-диспергированных в водном растворе хлорида натрия в концентрации около 50-280 г/л, ванилин в концентрации около 0,015 г/л и серную кислоту в объемной концентрации 0,05-5%.
Техническая задача заявляемого изобретения заключается в повышении надежности межслойных соединений многослойных печатных плат, уменьшении себестоимости продукции.
Техническим результатом заявляемого изобретения является обеспечение оптимального уровня адгезии металлизации, сокращение длительности технологического цикла прямой металлизации, увеличение плотности размещения глухих отверстий, обеспечение стойкости к температуре пайки 260 градусов, повышение надежности печатных плат.
Технический результат достигается тем, что способ активации диэлектрика включает обезжиривание и декапирование заготовки, ее обработку в нагретом 40-45°C растворе на основе хлористого палладия, хлористого олова и хлористого натрия с добавлением ванилина в течение 5-6 минут при следующем соотношении компонентов, % мас.:
В результате обработки в растворе активации на поверхности диэлектрика создаются активационные центры в виде коллоидных частиц палладия, которые становятся основанием для последующего процесса создания проводимости. Хлористый натрий и ванилин выполняют роль стабилизаторов коллоидного раствора. Кроме того, ванилин выстраивает в цепочку молекулы палладия, ориентируя их вдоль поверхности, за счет чего уменьшается электрическое сопротивление и улучшается адгезия.
Введение трехлористого алюминия позволяет улучшить адгезию коллоидных частиц к диэлектрику и тем самым улучшить эксплуатационные свойства диэлектрика.
Осуществление способа
Раствор активации готовят при следующем соотношении компонентов, % масс.:
Для приготовления раствора активации готовят раствор хлористого натрия в воде при нагревании до 60°C путем растворения 4-10 г хлористого натрия в 1 л воды, после чего раствор делят на 2 части.
Приготовление раствора 1: в 80% приготовленного раствора растворяют 2-4 г ванилина, 0,1-0,3 г трехлористого алюминия и 35-45 г двухлористого олова двуводного при нагревании до 60-70°C.
Приготовление раствора 2: 0,15-0,3 г двухлористого палладия растворяют в оставшихся 20% раствора хлористого натрия при нагревании 50-60°C.
Перед обработкой диэлектрика раствором активации заготовку подвергают обезжириванию и декапированию.
Поверхность диэлектрика на основе эпоксидных смол или фторопластов активируют в растворе активации, нагретом до 40-45°C.
После выдержки в указанном растворе в течение 5-6 минут поверхность диэлектрика подвергается металлизации методом электрохимического осаждения на вертикальной химико-гальванической линии.
Заявляемое техническое решение иллюстрируется следующим примером.
ПРИМЕР
Для приготовления раствора активации использованы следующие компоненты:
Палладий двухлористый «ч»,
Олово двухлористое двуводное - «хч»,
Натрий хлористый - «хч»,
Алюминий треххлористый - «хч»,
Ванилин - «натуральный».
Для приготовления раствора активации был приготовлен раствор хлористого натрия в воде при нагревании до 60°C путем растворения 5 г хлористого натрия в 1 л воды, после чего раствор разделили на 2 части.
Приготовление раствора 1: в 80% приготовленного раствора растворили 0,2 г ванилина, 0,1 г треххлористого алюминия и 40 г двухлористого олова двуводного при нагревании до 60-70°C.
Приготовление раствора 2: 0,2 г двухлористого палладия растворили в оставшихся 20% раствора хлористого натрия при нагревании 50-60°C.
Заготовку перед активацией подвергают обезжириванию и декапированию. Заготовку обработали в течение 4-5 минут при температуре 40-50°C следующим составом:
Серная кислота - 100 г/л,
Препарат ОС-20 Б (смесь полиэтиленгликолевых эфиров синтетических первичных высших жирных спиртов фракции С16-С18) - 5 г/л.
После промывки заготовки водой (40°C) в течение 2 минут заготовку декапируют в растворе, содержащем:
Соляная кислота - 10-20 г/л,
Хлористый натрий - 120 г/л.
Подготовленную заготовку выдержали в предварительно приготовленном растворе активации в течение 5-6 минут.
Активированную заготовку подвергли металлизации методом электрохимического осаждения на вертикальной химико-гальванической линии.
Результаты представлены в таблице 1.
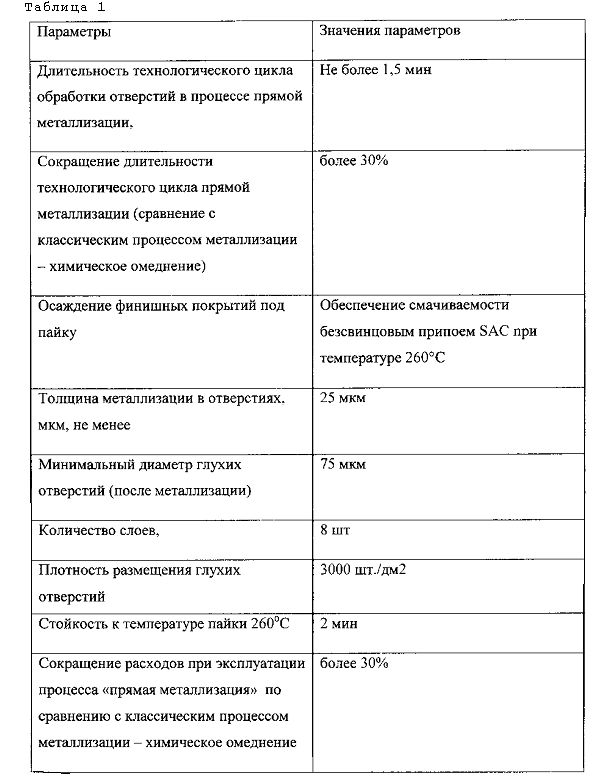
Преимущества предлагаемой технологии:
1. увеличение производительности в связи с сокращением длительности технологического цикла прямой металлизации;
2. увеличение плотности размещения глухих отверстий и как следствие оптимизация масса-габаритных характеристик;
3. повышенные эксплуатационные характеристики: устойчивость к термическим воздействиям;
4. экологичность: обеспечение стойкости к температуре пайки 260 градусов позволяет исключить из работы свинец.
5. пониженное содержание палладия в растворе активации позволяет снизить себестоимость процесса.
Заявляемое изобретение соответствует критерию «новизна», т.к. из доступных источников информации не выявлены технические решения с такими же существенными признаками.
Заявляемое изобретение соответствует критерию «изобретательский уровень», так как является неочевидным для специалиста.
Заявляемое изобретение соответствует критерию «промышленная применимость», так как может быть получено из известных средств и известными методами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2006 |
|
RU2317661C1 |
| Способ металлизации отверстийМНОгОСлОйНыХ пЕчАТНыХ плАТ | 1979 |
|
SU834946A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2010 |
|
RU2447629C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1989 |
|
RU1720467C |
| Способ металлизации отверстий многослойных печатных плат | 1973 |
|
SU470940A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ | 1970 |
|
SU287151A1 |
| СПОСОБ ХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИИ ПОВЕРХНОСТИ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2350687C1 |
| СПОСОБ ХИМИКО-ГАЛЬВАНИЧЕСКОГО МЕДНЕНИЯ ДИЭЛЕКТРИКОВ | 1969 |
|
SU240061A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1991 |
|
RU2019925C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1993 |
|
RU2084087C1 |
Изобретение относится к технологии активирования поверхности диэлектриков перед химической и/или электрохимической металлизацией и может быть использовано для изготовления высокоплотных многослойных печатных плат с прямой металлизацией сквозных и глухих отверстий с финишными покрытиями для безсвинцовой технологии под высокие температуры пайки. Способ включает обезжиривание и декапирование заготовки, ее обработку в течение 5-6 минут в нагретом до 40-45°C растворе активации, содержащем компоненты в следующем соотношении, мас. %: палладий двухлористый - 0,015-0,03, олово двухлористое двуводное - 3,5-4,5, натрий хлористый - 0,4-1, алюминий треххлористый - 0,01-0,03, ванилин - 0,2-0,4, вода - остальное. Изобретение обеспечивает оптимальный уровень адгезии поверхности диэлектриков при металлизации, сокращение длительности технологического цикла прямой металлизации и повышение надежности при уменьшении себестоимости получаемой продукции. 1 табл., 1 пр.
Способ активации диэлектрика, включающий обезжиривание и декапирование заготовки, и ее обработку в растворе активации, содержащем двухлористый палладий, двухлористое олово и хлористый натрий с добавлением треххлористого алюминия и ванилина, при этом заготовку обрабатывают в нагретом до 40-45°C растворе активации в течение 5-6 минут при следующем соотношении компонентов, мас. %:
| WO 8906710 A1, 27.07.1989 | |||
| РАСТВОР ДЛЯ АКТИВИРОВАНИЯ НЕМЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ПЕРЕД ХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИЕЙ | 1971 |
|
SU427097A1 |
| СОСТАВ ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ12 | 0 |
|
SU406968A1 |
| JP 62290878 A, 17.12.1987 | |||
| СПОСОБ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2010 |
|
RU2447629C2 |

