Изобретение относится к области радиоэлектроники и может быть использовано при изготовлении многослойных печатных плат (МПП) для серийного производства.
Из уровня техники известен полуаддитивный способ изготовления двусторонних печатных плат (патент RU №2071193, опубликовано 27.12.1996 г., МПК: H05K 3/18). По данному способу процесс изготовления двусторонних печатных плат включает следующие операции: получение заготовок, сверление в заготовках монтажных и переходных отверстий, нанесение подслоя алюминия, получение рисунка печатных плат (формирование защитного рельефа), электролитическое осаждение слоя никеля (как возможный вариант), электролитическое меднение, удаление защитного рельефа, травление подслоя алюминия, нанесение маски под пайку, горячее лужение контактных площадок, маркирование платы методом трафаретной печати и механическую обработку контура платы.
К недостаткам данного способа изготовления печатных плат (ПП) можно отнести то, что операция маркирования печатных плат производится на конечном этапе их изготовления, что доставляет большие неудобства при серийном выпуске печатных плат из-за сложности идентификации ПП в процессе их производства.
Наиболее близким к предлагаемому способу является способ изготовления печатных плат (ОСТ 107.460092.028-96 «ПЛАТЫ ПЕЧАТНЫЕ. Технические требования к технологии изготовления», 2010 г., пункт 6). Способ включает выполнение следующих типовых операций: получения заготовок, получения отверстий, термостабилизации заготовок, подготовки поверхности, получения рисунка, травления, прессования МПП, подготовки отверстий МПП перед металлизацией, предварительного меднения, прямой металлизации, основного меднения, нанесения защитных и финишных покрытий, нанесения токопроводящих паст, оплавления сплава олово-свинец, лужения, получения защитной маски, обрезки контура, маркирования, консервации, упаковки.
Недостатком данных способов изготовления МПП является отсутствие маркировочных знаков на заготовке после операции прессования и сверления отверстий, невозможности визуальной идентификации заготовки, определения партии и изготавливаемого изделия. При изготовлении электронных изделий на основе многослойных печатных плат остро стоит вопрос идентификации каждой партии плат на всех участках производственного цикла. При этом маркирование печатных плат выполняют методами получения проводящего рисунка или маркировочной краской. Данные способы маркирования являются трудозатратными, удлиняют цикл изготовления печатных плат, требуют создания дополнительного рабочего места. Для нанесения маркировочных знаков краской, как правило, используют ручной или сеткографический способ. Наиболее часто используются краски СТЗ-19 термической сушки и ФПК-ТМ ультрафиолетовой сушки.
Для серийного производства необходимо соблюдение четкой очередности производимых печатных плат, своевременного качественного учета количества изготавливаемых изделий.
Технический результат предлагаемого изобретения заключается в обеспечении возможности идентификации многослойной печатной платы на всех этапах ее изготовления после операции прессования слоев, а также снижении трудоемкости и времени изготовления многослойной печатной платы.
Технический результат достигается тем, что способ изготовления многослойной печатной платы включает следующие этапы: получение заготовок, термостабилизация заготовок, получение фиксирующих и технологических отверстий, подготовка поверхности заготовок, получение рисунка внутренних слоев, травление меди, прессование слоев МПП, выполнение сквозных переходных отверстий в спрессованных слоях МПП. подготовка отверстий МПП перед металлизацией, предварительное меднение, получение рисунка наружных слоев, основное меднение, нанесение защитного покрытия олово-свинец, травление меди, оплавление покрытия олово-свинец, обрезка контура, упаковка МПП. При этом он отличается от прототипа тем, что совместно с этапом сверления отверстий после прессования слоев МПП производят операцию маркирования, причем маркирование осуществляют на свободном месте технологического поля МПП текстовой строкой в виде маркировочных знаков, выполненных сверлением отверстий определенного диаметра по их контуру.
При этом текстовая строка содержит следующую информацию: обозначение многослойной печатной платы, номер изменения проводящего рисунка, номер изменения чертежа, номер паспорта многослойной печатной платы, обозначение изделия, для которого разработана данная многослойная печатная плата.
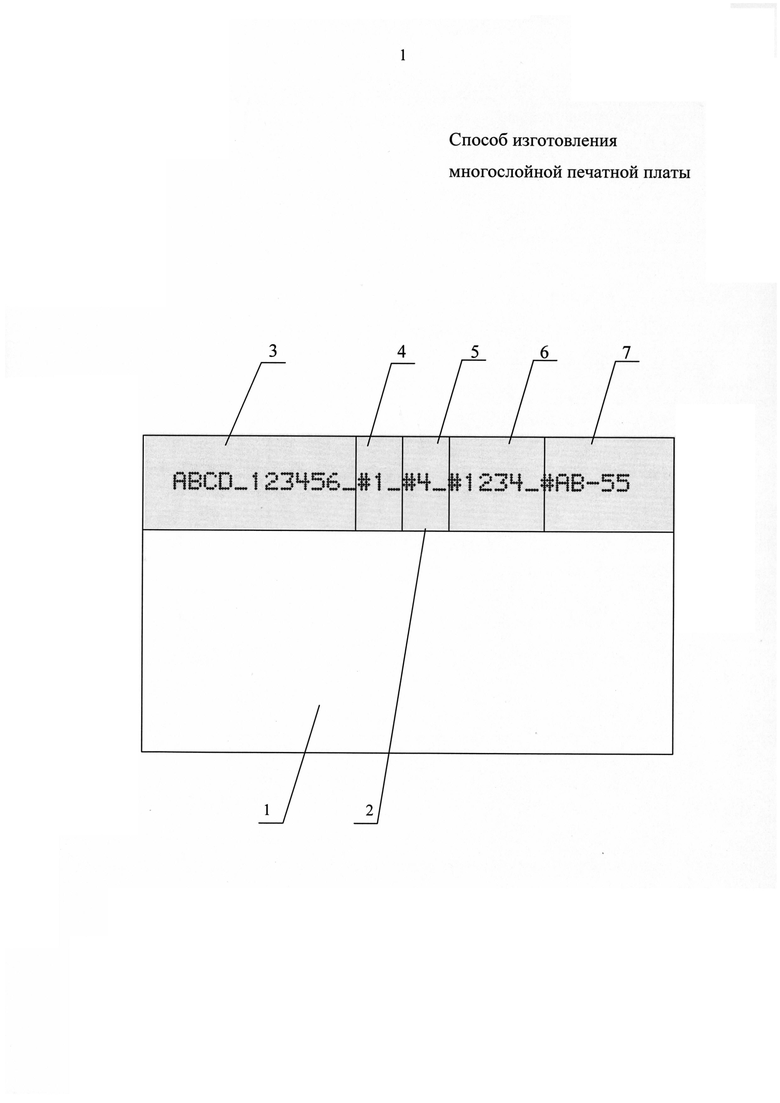
Сущность полезной модели поясняется чертежом, на котором представлена многослойная печатная плата с текстовой строкой в виде маркировочных знаков, где
1 - многослойная печатная плата,
2 - текстовая строка на свободном технологическом поле,
3 - обозначение печатной платы,
4 - номер изменения проводящего рисунка,
5 - номер изменения чертежа,
6 - номер паспорта печатной платы,
7 - обозначение изделия.
В качестве примера рассмотрим способ изготовления многослойной печатной платы со сквозными металлизированными отверстиями на фольгированных основаниях. Проводящие рисунки на внутренних слоях образованы путем травления медной фольги. Проводящие рисунки на наружных слоях и все необходимые соединения через металлизированные отверстия выполнены путем химико-электролитической металлизации. Электролитическое защитное покрытие из сплава олово-свинец оплавлено. Изготовление многослойной печатной платы осуществляют в следующей последовательности.
Формируют заготовку печатной платы. Изготавливают основу многослойной печатной платы (например, известным способом фотолитографии) в виде двусторонней печатной платы, содержащей слои диэлектрического материала, на двух сторонах которого расположены слои проводящего материала, а также контактные площадки выводов элементов для осуществления электрических соединений между элементами печатной схемы, расположенные в заданных координатах на поверхности основы МПП. Изготавливают последующие слои МПП в виде печатных плат, каждая из которых содержит слой диэлектрического материала, на одной стороне которого расположен слой проводящего материала.
Проводят термостабилизацию для заготовок внутренних слоев МПП путем выдержки стопы заготовок в печи с циклическим изменением температуры в течение трех циклов.
После чего осуществляют получение фиксирующих и технологических отверстий.
Производят подготовку поверхности заготовок для очистки их от жировых, химических и механических загрязнений. Операцию можно осуществлять механическим, химическим, гидроабразивным способом, а также их сочетанием.
Осуществляют получение рисунка внутренних слоев методом фотопечати или методом сеткографии.
Производят травление меди с целью удаления ее с участков ПП, не защищенных фоторезистом, краской или металлорезистом и создания тем самым электрической функциональной схемы.
Осуществляют подготовку слоев перед прессованием и их прессование. Прессование производят на гидравлических прессах в пресс-формах, обеспечивающих фиксирование слоев МПП и совмещение проводящих рисунков на слоях в соответствии с КД на плату. В качестве склеивающих используют листы из прокладочной стеклоткани. Прессование МПП обычно ведут при температуре от 175 до 185°C и удельном давлении от 15 до 35 кгс/см2 (от 1,47 до 3,4 МПа). Время прессования при этом составляет ориентировочно 60 мин.
В спрессованных слоях многослойной печатной платы выполняют сквозные переходные металлизированные отверстия для создания межслойных электрических соединений в контактных площадках всех слоев.
При этом на этапе подготовки производства в управляющую программу для сверлильного станка добавляется информация о печатной плате. Дополнительная информация (см. чертеж) используется для маркирования МПП и выполняется на свободном технологическом поле МПП 1 в виде текстовой строки 2 из маркировочных знаков, выполненных программным сверлением отверстий определенного диаметра по контуру каждого знака, например, в виде букв или цифр. При этом маркировочная текстовая строка 2 включает следующую информацию: обозначение печатной платы 3, номер изменения проводящего рисунка 4, номер изменения чертежа 5, номер паспорта печатной платы 6, обозначение изделия 7. Маркирование МПП таким способом позволяет осуществлять их идентификацию на всех последующих этапах производственного цикла, а также снизить трудоемкость и время изготовления многослойной печатной платы.
На следующем этапе осуществляют подготовку отверстий перед металлизацией. Подготовку отверстий производят для обеспечения надежности электрической связи с внутренними слоями МПП через металлизированные отверстия. Подготовка отверстий МПП должна предусматривать удаление смолы, являющейся составной частью диэлектрического основания, размазываемой по стенкам отверстий в процессе их сверления.
Проводят предварительное меднение, необходимое для получения тонкого токопроводящего слоя меди в отверстиях, обеспечивающего электрическое соединение сторон (слоев) платы. Толщина предварительного слоя меди должна быть минимально необходимой для осуществления последующих операций подготовки и основного меднения. Предварительное меднение можно осуществлять химическим или химико-электролитическим способом.
Получение рисунка наружных слоев осуществляют методом фотопечати, при котором получение рисунка ПП следует выполнять с применением сухих пленочных фоторезистов (СПФ) водощелочного проявления, не требующих для своей обработки органических растворителей, или методом сеткографии, включающей следующие стадии: нанесение краски через трафаретную печатную форму, сушку, удаление краски.
После получения рисунка наружных слоев производят основное меднение и нанесение защитного покрытия олово-свинец, травление меди, оплавление покрытия олово-свинец, механическую обработку и упаковку МПП.
Предлагаемый способ изготовления многослойной печатной платы актуален при серийном производстве многослойных печатных плат, позволяет осуществлять их идентификацию на всех этапах производственного цикла после этапа прессования слоев, а также сократить время и трудоемкость изготовления МПП за счет объединения этапа сверления отверстий в МПП и этапа маркирования заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2603130C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2014 |
|
RU2574290C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 1994 |
|
RU2114522C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 1991 |
|
RU2072123C1 |
| Способ изготовления многослойных печатных плат | 2022 |
|
RU2801440C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕЙ ПЕЧАТНОЙ ПЛАТЫ | 2013 |
|
RU2543518C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2604721C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННИХ ПЕЧАТНЫХ ПЛАТ ИЗ СТЕКЛОТЕКСТОЛИТА | 1992 |
|
RU2040129C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 1994 |
|
RU2064736C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2011 |
|
RU2474985C1 |
Изобретение может быть использовано при изготовлении многослойных печатных плат (МПП) для серийного производства. Технический результат - обеспечение возможности идентификации МПП на всех этапах ее изготовления после операции прессования слоев. Достигается тем, что в способе изготовления МПП после прессования слоев МПП выполняют сквозные переходные отверстия в спрессованных слоях МПП. При этом совместно с этапом сверления переходных отверстий после прессования слоев МПП производят операцию маркирования, причем маркирование осуществляют на свободном месте технологического поля МПП текстовой строкой в виде маркировочных знаков, выполненных сверлением отверстий определенного диаметра по их контуру. 1 з.п. ф-лы, 1 ил.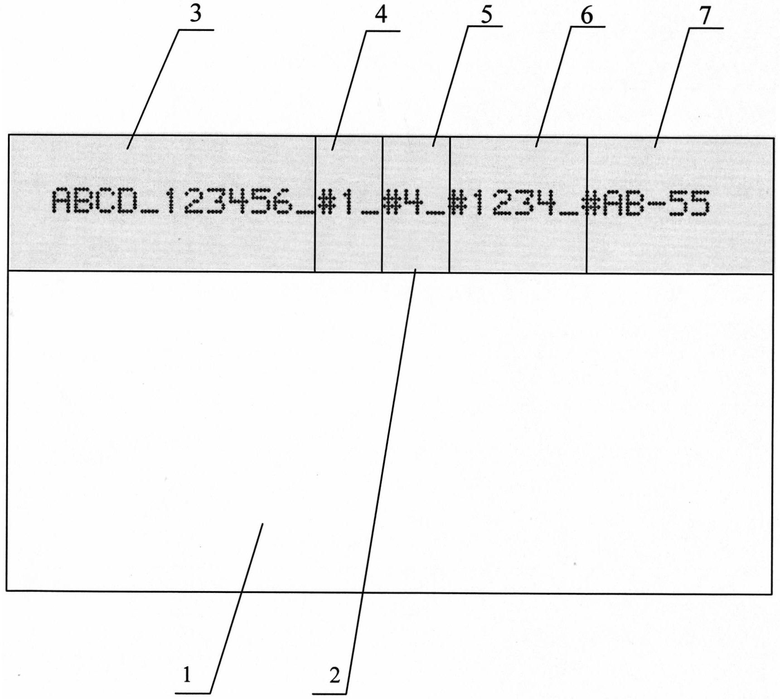
1. Способ изготовления многослойной печатной платы (МПП) включает следующие этапы: получение заготовок, термостабилизация заготовок, получение фиксирующих и технологических отверстий, подготовка поверхности заготовок, получение рисунка внутренних слоев, травление меди, прессование слоев МПП, выполнение сквозных переходных отверстий в спрессованных слоях МПП, подготовка отверстий МПП перед металлизацией, предварительное меднение, получение рисунка наружных слоев, основное меднение, нанесение защитного покрытия олово-свинец, травление меди, оплавление покрытия олово-свинец, обрезка контура, упаковка МПП, отличающийся тем, что совместно с этапом сверления отверстий после прессования слоев МПП производят операцию маркирования, причем маркирование осуществляют на свободном месте технологического поля МПП текстовой строкой в виде маркировочных знаков, выполненных сверлением отверстий определенного диаметра по их контуру.
2. Способ изготовления многослойной печатной платы по п. 1, отличающийся тем, что текстовая строка содержит следующую информацию: обозначение многослойной печатной платы, номер изменения проводящего рисунка, номер изменения чертежа, номер паспорта многослойной печатной платы, обозначение изделия, для которого разработана данная многослойная печатная плата.
| RU 2071193 C1, 27.12.1996 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| US 6000124 A, 14.12.1999 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ ИНДУКТИВНОСТИ ТРАНСПОНДЕРА И ТРАНСПОНДЕР, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 1998 |
|
RU2214015C2 |

