Известен способ сварки трением в стык деталей различных сечений с вращением одной luni обеих деталеГ. Однако при сварке этим способом пустотелых деталей отверстие теряет свои размеры за счет образо вания на его стенках наплывов металла, что вызывает необходимость последующей механической обработки.
Предлагаемый способ отличается от известного тем, что применение стержня с коническим концом позволяет при сварке трением пустотелых изделий сваривать их, сохраняя внутренние размеры отверстия.
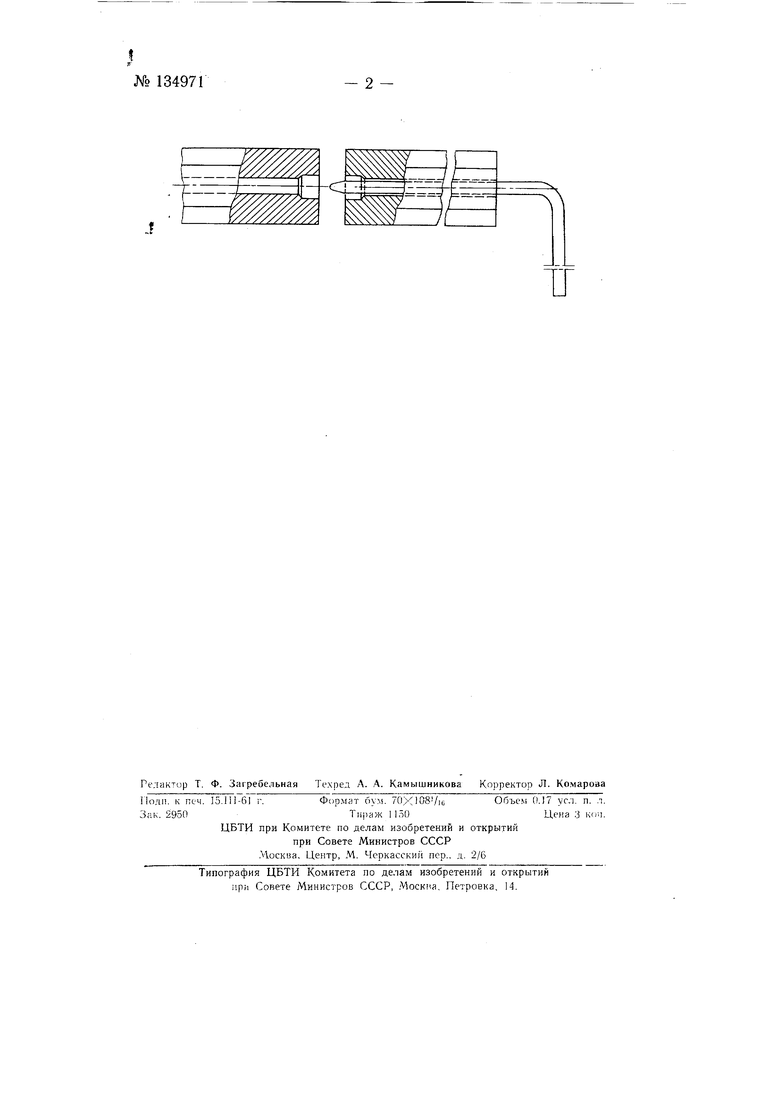
На чертеже изображены две части штанги, предназначенные для сварки предлагаемым способом.
При сварке пустотелых деталей, например буровых штанг, предлагаемым способом отверстия в них предварительно рассверливаются, на глубину 6-7 мм. После этого одна часть штанги закрепляется непот,вижно, а другая может вращаться.
В закрепленную неподвижно час1ь штанги вставляется стержень с конусным концом. При соприкосновении торцов обеих частей штанги стержень не касаться стенки отверстия вращающейся части штанги. Затем одна часть штанги приводится во вращение, и осуществляется сварка трением. По окончании сварки стержень из штанги удаляется.
П р е л .м е т изобретения
Способ сварки пустотелых деталей трением в стык, отличаюцийся тем, что, с целью сохранения размеров отверстия в детали, ч заготовках детали отверстия рассверливают на некоторую глубину и вставляют в одну из заготовок стержень с конусным концом, который noc.fe сварки удаляют из отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая шахтная вентиляционная дверь | 1961 |
|
SU143359A1 |
| НАСОСНАЯ СТЕКЛОПЛАСТИКОВАЯ ШТАНГА | 2000 |
|
RU2169250C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВНУТРЕННИХ И НАРУЖНЫХ ПОВЕРХНОСТЕЙ ПУСТОТЕЛЫХ И ДРУГИХ ДЕТАЛЕЙ | 1998 |
|
RU2139177C1 |
| ЗАКЛЕПКА ПОД ПИСТОЛЕТ | 2007 |
|
RU2435079C2 |
| Прибор для измерения кривизны и азимута искривления буровых скважин | 1936 |
|
SU56297A1 |
| СПОСОБ ЗАДЕЛКИ ПРИ ПОМОЩИ СВАРКИ ТРЕНИЕМ ОТВЕРСТИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ, ПРИМЕНЕНИЕ ОПОРНОЙ ДЕТАЛИ И УДЕРЖИВАЮЩЕЙ ДЕТАЛИ В УКАЗАННОМ СПОСОБЕ | 2005 |
|
RU2376116C2 |
| Магнитный дефектоскоп | 1956 |
|
SU107208A1 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬГ5Ы i i iЙПЯП ^i/8^nc'i|nsФиПД u-iiiii,;.. 1 Jo1Т | 1972 |
|
SU414049A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2466839C1 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ | 1995 |
|
RU2104863C1 |