Изобретение относится к технологическим процессам сварки, более конкретно к области сварки трением (фрикционной сварки), и может использоваться в различных областях машиностроения и строительства для создания тавровых соединений большой протяженности из разнородных материалов, преимущественно алюминиевых и магниевых сплавов, а также других конструкционных материалов, в том числе не свариваемых плавлением.
Уровень техники
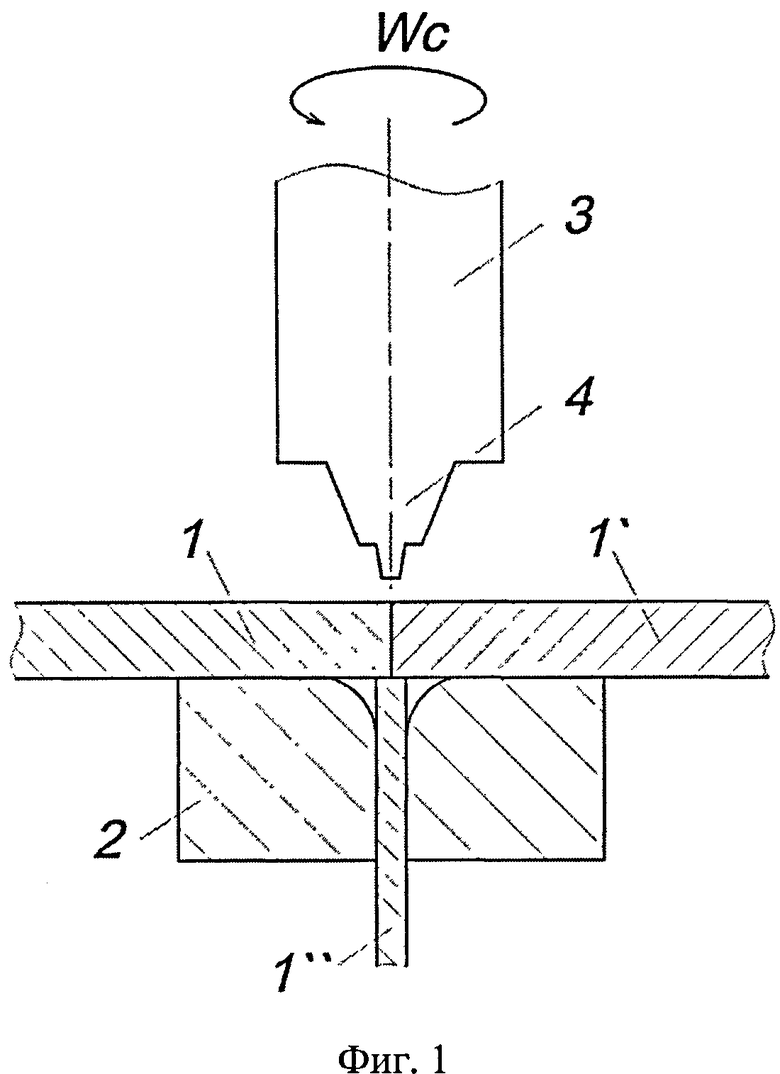
Известны способы сварки трением United States Patent №5,813,592 от 1998 г. и United States Patent №6,676,008 В1 от 2004 г. (прототип), позволяющие создавать тавровые соединения путем погружения вращающегося инструмента в стык между тремя заготовками, образующими ребро и полку тавра (фиг.1). При этом все три элемента будущего тавра могут быть изготовлены из различных материалов. После погружения инструмент, не прекращая вращения, перемещают вдоль линии сварки, при трении инструмента о заготовки выделяется тепло, материал свариваемых заготовок пластифицируется и инструмент свободно перемешивает их, образуя тавровое соединение. Одной из основных проблем, возникающих при создании такого соединения, является сложность точной стыковки свариваемых заготовок в оснастке, особенно при сварке длинномерных конструкций. Точная стыковка перед сваркой необходима для обеспечения минимального зазора в стыке, поскольку процесс фрикционной сварки крайне чувствителен к раскрытию стыка, которое может привести к образованию дефекта в виде протяженной несплошности.
Другой проблемой для обеих описанных схем сварки является утонение сечения шва, связанное с тем, что инструмент при сварке погружается ниже поверхности полки тавра для обеспечения для проведения сварки давления и обжатия материала заготовок. Утонение сечения приводит к ослаблению сварного шва и к ухудшению аэродинамических свойств в случае, когда поверхность полки тавра является обводообразующей. В работе (L.Donati, L.Tomesani, A.Morri. Structural T-joint produced by means of friction stir welding with filling material // ESAFORM. Conference on materials forming, 2009) предлагается выполнять на свариваемых заготовках специальное утолщение, которое позволит исключить утонение сечения при сварке и ликвидировать недостаток металла при наличии зазоров в месте стыка заготовок. Однако процесс изготовления заготовок с такими утолщениями зачастую является крайне трудоемким и нетехнологичным, особенно при создании приливов методом фрезеровки.
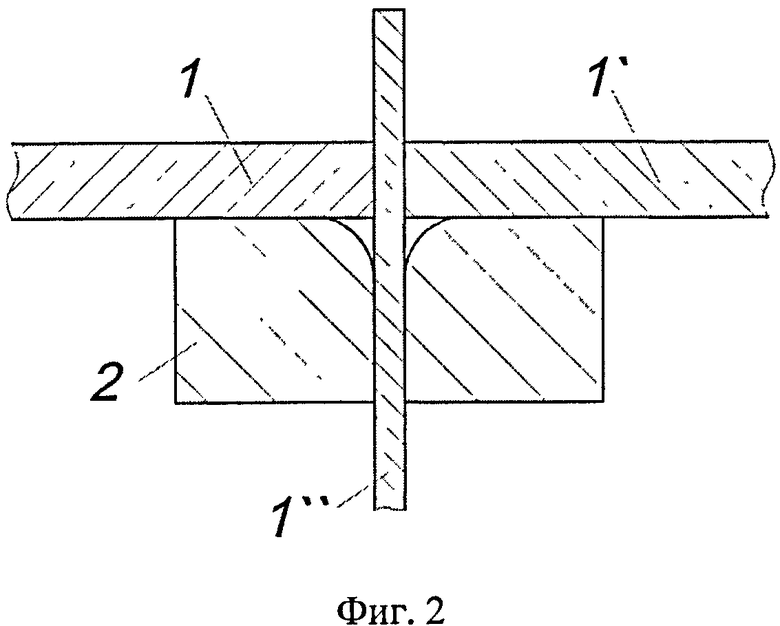
Известен способ сварки таврового соединения (Сварка тавровых профилей из листовых заготовок. / Штрикман М.М., Веселов А.А., Афанасьев П.О. // Сварочное производство, №12, 1969), в котором заготовки предлагают собирать таким образом, чтобы ребро тавра выступало за пределы его полки (фиг.2), тем самым являясь присадкой. Однако такой способ сборки, подходящий для дуговой сварки, не может быть применен при выполнении соединения фрикционной сваркой, поскольку высота выступающей части ребра тавра ограничена высотой подъема опорного бурта инструмента при сварке (как правило, менее 1 мм). В случае, если ребро тавра выступает на высоту, превышающую 1 мм, оно будет смято вращающимся инструментом и не сможет быть использовано в качестве присадочного материала. Если ребро тавра выступает на высоту менее 1 мм, то оно не может обеспечить количество присадочного материала, достаточное для заполнения пустот в зазоре, формирования галтелей и недопущения утонения сечения шва.
Известен способ сварки трением с перемешиванием тавровых соединений, содержащих полку и ребро, включающий погружение в свариваемые детали инструмента в виде вращающегося с высокой скоростью рабочего сердечника из высокопрочного материала, перемещение его по всей длине соединения, вывод сердечника из соединения и охлаждение детали, в котором погружение и перемещение инструмента осуществляют с рабочим сердечником, имеющим рабочую поверхность большего диаметра для обработки полки и рабочую поверхность меньшего диаметра для обработки ребра, при этом погружение рабочего сердечника производят с проникновением в материал ребра на глубину, равную 0,7-0,9 толщины ребра.
Инструмент для сварки трением с перемешиванием тавровых деталей, включающих полку и ребро, содержит оправку с опорным буртом, несущую установленный соосно с ней рабочий сердечник, а рабочий сердечник выполнен двуступенчатым с основным стержнем, несущим на своем нижнем конце дополнительный стержень, имеющий меньший, чем у основного стержня, диаметр, при этом дополнительный стержень выполнен конусообразным, сужающимся к низу, с диаметром основания, равным (0,5-0,6) диаметру торца основного стержня, и диаметром при вершине, равным 0,4-0,5 толщины ребра (См. патент Р.Ф. №2418664, В23К 20/12, 2011 г.).
Основным недостатком данного способа является невозможность получения соединения без утонения с лицевой стороны шва, что приводит к ослаблению сечения и невозможности получения обводообразующей поверхности. Кроме того, жесткие ограничения на величину зазора между заготовками, образующими полку тавра, повышают трудоемкость процесса сборки, особенно при сварке длинномерных деталей.
Сущность изобретения
Задачей настоящего изобретения является разработка технологического процесса фрикционной сварки длинномерных тавровых конструкций из несвариваемых плавлением материалов, обеспечивающего получение качественных изделий: повышенной прочности и имеющих качественную наружную поверхность.
Поставленная задача осуществляется тем, что процесс сварки осуществляется по крайней мере в два прохода разными способами: первый проход осуществляют фрикционной сваркой вращающимся дисковым инструментом, толщина которого равна толщине ребра тавра. При этом сварка осуществляется на подкладке с канавкой, что позволяет создать утолщение на обратной стороне сварного шва. Также во время первого прохода по всей длине сварного соединения образуют качественно сформированный корень шва и паз шириной, равной толщине диска.
После выполнения первого прохода в образовавшийся паз вставляют ребро тавра и располагают конструкцию на подкладке с галтелями. После чего производят фрикционную сварку стержневым инструментом, например, со стороны полки тавра. При этом на лицевой поверхности шва отсутствует утонение сечения шва вследствие того, что при первом проходе было образовано утолщение на поверхности свариваемых деталей.
Таким образом, обеспечивается повышенная прочность и гладкая лицевая поверхность шва без утонения его сечения, а также решается проблема зазоров при сборке под сварку длинномерных тавровых конструкций.
Перечень чертежей
Предлагаемый способ поясняется чертежами, на которых:
Фигура 1 - показывает традиционную схему сварки тавровых соединений;
Фигура 2 - схема сборки таврового соединения под дуговую сварку с выступающим ребром тавра;
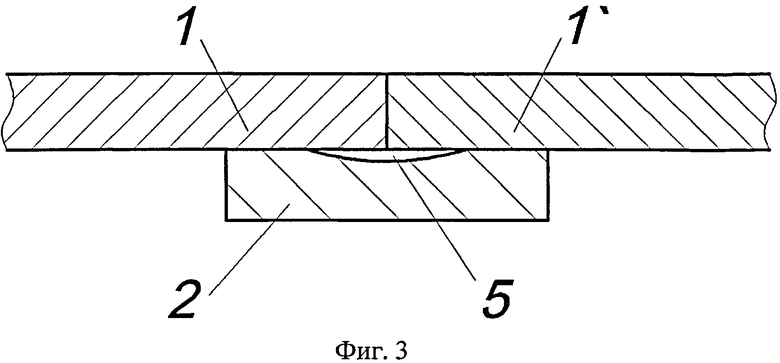
Фигура 3 - показывает схему сборки заготовок 1 и 1′, образующих полку тавра, под первый проход дисковым инструментом на подкладке 2 с канавкой 5;
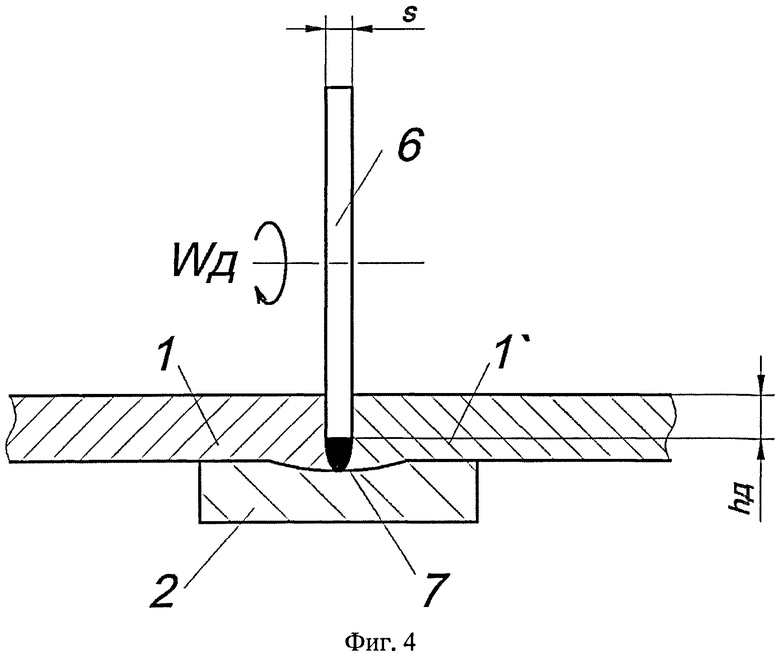
Фигура 4 - показывает выполнение первого прохода вращающимся дисковым инструментом 1;
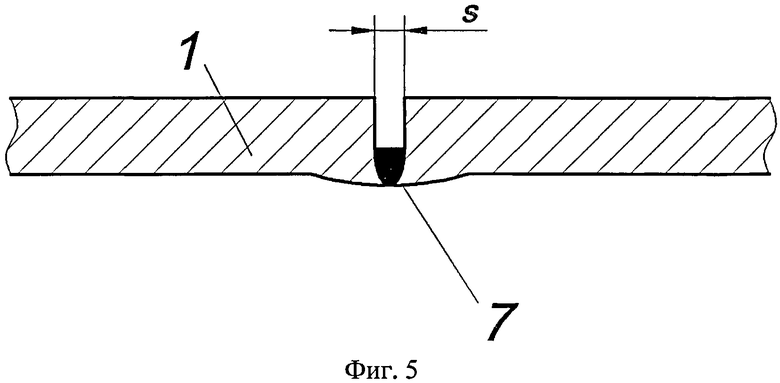
Фигура 5 - показывает поперечное сечение соединения после первого прохода; на рисунке видны паз и сформированный корень шва 7;
Фигура 6 - показывает схему сборки заготовок 1 и 1" под второй проход фрикционной сваркой на подкладке 2 с галтелями;
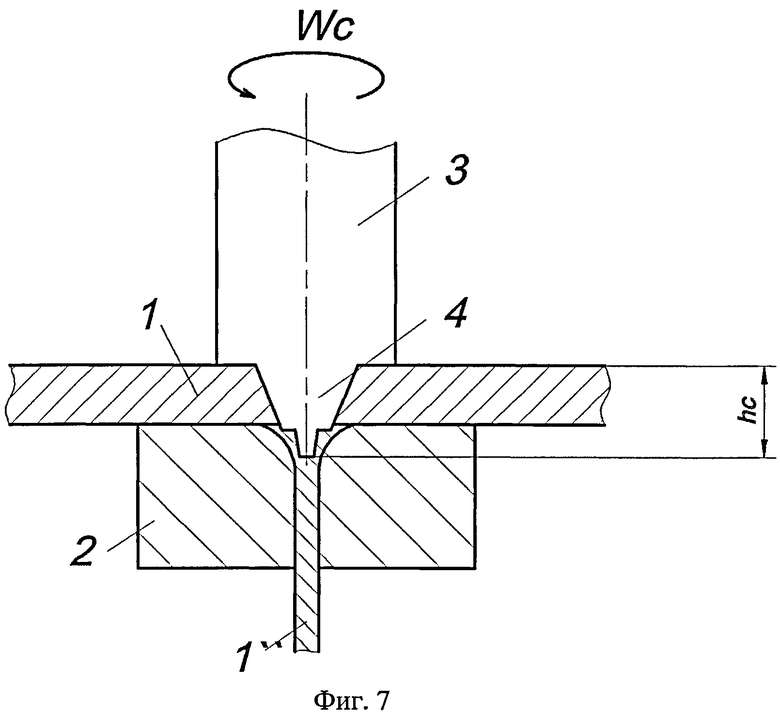
Фигура 7 - показывает выполнение второго прохода фрикционной сваркой вращающимся стержневым инструментом 3;
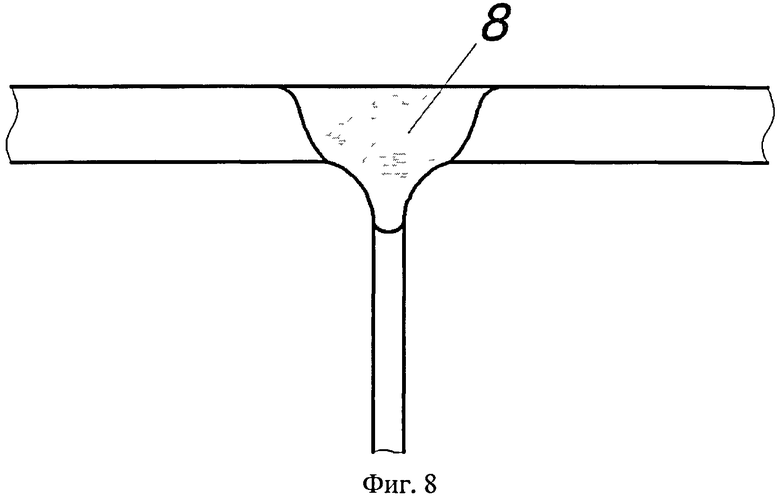
Фигура 8 - показывает поперечное сечение полученного таврового соединения со сварным швом 8.
Обозначения на чертежах:
ωд - направление вращения дискового инструмента;
ωс - направление вращения стержневого инструмента;
hд - глубина погружения вращающегося дискового инструмента;
hc - глубина погружения вращающегося рабочего стержня инструмента;
s - толщина дискового инструмента и ребра тавра;
1, 1′ и 1′′ - соединяемые заготовки;
2 - подкладка, на которой производится сварка;
3 - стержневой инструмент для фрикционной сварки;
4 - рабочий стержень стержневого инструмента для фрикционной сварки;
5 - канавка в подкладке для формирования утолщения на обратной стороне шва;
6 - дисковый инструмент для фрикционной сварки;
7 - корень шва, сформированный вращающимся диском;
8 - сварной шов, сформированный вторыми проходом вращающимся стержневым инструментом.
Осуществление изобретения
В соответствии с изобретением способ комбинированной сварки трением с перемешиванием тавровых соединений, содержащих полку и ребро, осуществляют следующим образом.
Предварительно осуществляют сборку полки тавра из двух плоских заготовок путем сварки трением с перемешиванием вращающимся дисковым инструментом с формированием выпуклого наружу корня сварного шва заданной толщины и паза шириной, равной толщине ребра тавра, после чего в сформированный паз вставляют ребро тавра и выполняют сварку трением с перемешиванием вращающимся сердечником таврового соединения со стороны выпуклого наружу корня сварного шва. Способ включает погружение в свариваемые детали со стороны полки инструмента в виде вращающегося с высокой скоростью рабочего сердечника из высокопрочного материала, перемещение его по всей длине соединения, вывод сердечника из соединения и охлаждение детали.
Пример конкретной реализации способа
Заготовки 1 и 1′, образующие полку будущего таврового соединения, собираются под сварку на подкладке 2 с канавкой 5 (фиг.3). После сборки и фиксации заготовок дисковый инструмент 6, вращающийся со скоростью ωд (200÷1500 об/мин), погружают в стык между свариваемыми заготовками на глубину hд (фиг.4). После погружения инструмент 6, не прекращая вращения, перемещают вдоль линии стыка со скоростью 100÷2000 мм/мин, формируя корень сварного шва 7 и паз глубиной hд и шириной s, равной ширине дискового инструмента 6 (фиг.5). При этом большая скорость вращения ωд, меньшая скорость сварки Vд применяются для сварки материалов с относительно высокой температурой пластификации и наоборот. Глубину погружения hд выбирают таким образом, чтобы расстояние от нижней поверхности заготовок до нижней точки дискового инструмента составляло порядка 1-2 мм (независимо от толщины свариваемых материалов), при этом большие значения hд выбираются при сварке материалов с относительно высокой температурой пластификации, а также при сварке с высокими скоростями на малых скоростях вращения инструмента. Ширину дискового инструмента 6 выбирают равной толщине s детали 1′′, образующей ребро тавра.
После выполнения первого прохода в сформированный паз вставляют ребро тавра 1′′ и собирают всю конструкцию на подкладке 2 с галтелями (фиг.6). После погружения инструмент 6, не прекращая вращения, перемещают вдоль линии стыка со скоростью 100÷2000 мм/мин, формируя корень сварного шва 7 и паз глубиной hд и шириной s, равной ширине дискового инструмента 6. Инструмент 3 с фигурным рабочим стержнем 4 вращают со скоростью ωc (200÷2000 об/мин) и погружают в стык ребра тавра с его полкой на глубину hc (фиг.7). Глубина погружения hc выбирается таким образом, чтобы кончик рабочего стержня инструмента 4 находился на одном уровне с галтелью будущего таврового соединения. Далее инструмент, не прекращая вращения, перемещают со скоростью 80÷800 мм/мин вдоль ребра тавра, образуя сварной шов 8 (фиг.8). При этом большая скорость вращения ωс и меньшая скорость сварки Vc применяются для сварки материалов с относительно высокой температурой пластификации и наоборот. Инструмент 3 с рабочим стержнем 4 выбирают таким, чтобы диаметр рабочего стержня превышал толщину s детали 1′′ на 1-2 мм. При этом высота рабочего стержня должна на 0.5-1 мм превышать толщину деталей 1 и 1′, которые образую полку тавра.
Параметры режима сварки определяют опытным путем - сваркой контрольных образцов и оценкой качества шва по ряду критериев: отсутствие дефектов в корне шва, отсутствие несплошностей, микроструктура перемешанного металла, геометрия сварного шва (отсутствие острых углов поверхности, качество галтелей). В частности были получены качественные корневые швы при сварке алюминиевого сплава Д19 толщиной 3 мм дисковым инструментом диаметром 110 мм и толщиной 3 мм при скорости вращения 200 об/мин и скорости сварки 200 мм/мин с погружением на глубину 2 мм. Фрикционную сварку стержневым инструментом проводили при скорости вращения 1000 об/мин и скорости сварки 160 мм/мин с погружением на глубину 4 мм. Комбинированную фрикционную сварку образцов выполняли на двух фрезерных станках: горизонтально-фрезерном (сварку дисковым инструментом корневого шва) и вертикально-фрезерном (сварку второго прохода для получения полномерного шва). Вместо режущего инструмента устанавливали дисковый инструмент и стержневой инструмент соответственно. Фрезерные станки позволяют осуществлять необходимые технологические перемещения при сварке: поперечное перемещение каретки станка - для установки инструмента на линию стыка; продольное перемещение каретки - для рабочего перемещения инструмента по линии стыка и вертикальное движение каретки - для погружения инструмента на заданную глубину.
Технико-экономические преимущества предлагаемого способа сварки
1. Утолщение на полке тавра, образованное в ходе выполнения первого прохода вращающимся дисковым инструментом, позволяет избежать утонения сечения шва и решить проблему дефицита металла в зоне сварки, связанную с тем, что часть материала заготовок уходит на образование галтелей в соединении.
2. Предлагаемый способ позволяет получать качественные длинномерные тавровые соединения из разнородных материалов, в том числе из не свариваемых плавлением, в условиях значительного колебания величины зазора, что становится возможным благодаря выполнению первого прохода фрикционной сваркой вращающимся дисковым инструментом.
3. Благодаря установке ребра тавра в паз, сформированный первым проходом вращающимся дисковым инструментом, облегчается сборка соединения под сварку, увеличивается жесткость конструкции в процессе сварки и улучшаются условия формирования сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННОЙ СВАРКИ | 2011 |
|
RU2460617C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ТАВРОВЫХ СОЕДИНЕНИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2418664C1 |
| Способ получения таврового соединения | 2023 |
|
RU2822529C1 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| СОЕДИНЕНИЕ ЛИСТОВЫХ ДЕТАЛЕЙ ИЗ МЕТАЛЛОКОМПОЗИТНЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2548435C2 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ЛИСТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2702536C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННО-ДУГОВОЙ СВАРКИ | 2011 |
|
RU2460618C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ВРАЩАЮЩИМСЯ ДИСКОМ | 2012 |
|
RU2496621C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1986 |
|
RU1408650C |
| Способ и устройство для гибридной лазерно-дуговой сварки таврового соединения | 2023 |
|
RU2827374C1 |
Изобретение может быть использовано для получения тавровых соединений большой протяженности из разнородных материалов, преимущественно алюминиевых и магниевых сплавов, а также других конструкционных материалов, в том числе не свариваемых плавлением. Сварку осуществляют в два прохода: первый проход - фрикционной сваркой вращающимся дисковым инструментом, толщина которого равна толщине ребру тавра. При этом сварку осуществляют на подкладке с канавкой, что позволяет создать утолщение на обратной стороне сварного шва. Во время первого прохода по всей длине сварного соединения образуют качественно сформированный корень шва и паз шириной, равной толщине диска. После выполнения первого прохода в образовавшийся паз вставляют ребро тавра, располагают конструкцию на подкладке с галтелями, и осуществляют второй проход - фрикционную сварку стержневым инструментом. Способ обеспечивает получение качественных изделий, обладающих повышенной прочностью. 8 ил.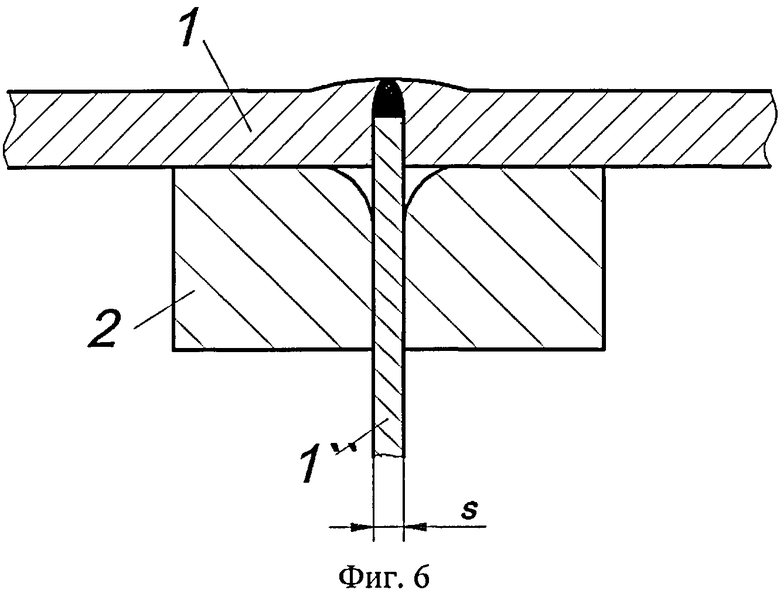
Способ комбинированной сварки трением с перемешиванием тавровых соединений, содержащих полку и ребро, включающий погружение в свариваемые детали со стороны полки инструмента в виде вращающегося с высокой скоростью рабочего сердечника из высокопрочного материала, перемещение его по всей длине соединения, вывод сердечника из соединения и охлаждение детали, отличающийся тем, что предварительно осуществляют сборку полки тавра из двух плоских заготовок путем сварки трением с перемешиванием вращающимся дисковым инструментом с формированием выпуклого наружу корня сварного шва заданной толщины и паза, ширина которого равна толщине ребра тавра, после чего в сформированный паз вставляют ребро тавра и выполняют сварку трением с перемешиванием вращающимся сердечником таврового соединения со стороны выпуклого наружу корня сварного шва.
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ТАВРОВЫХ СОЕДИНЕНИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2418664C1 |
| Инструмент для наплавки трением | 1985 |
|
SU1393567A1 |
| JP 2002283069 A, 02.10.2002 | |||
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ | 1994 |
|
RU2072173C1 |

