Из0 бретен,ие относится к л.итейному производству, а Именно к конструкции литейного стержня для отл-ивки пустотелых изделий.
Известны литейные стержни, состоящие из сердечника и сегментов.
Однако рабочая часть сегментов известных стержней контактирует с расплавом, возможно заклинивание сегментов с образованием треЩин в отл-ивках, что затрудняет .извлечение стержня .из отливки.
Предлагаемый литейный стержень отличается от известных тем, что сердечник и сегменты в месте контакта выполнены с конусной поверхностью, обращенной в сторону, противоположную направлению ввода стержня в форму. Сердечник может быть выполнен полым, а сегменты снабжены сменными вставками, установленны ми по длине сегментов с зазором. Это облегчает извлечение стержня из отливки.
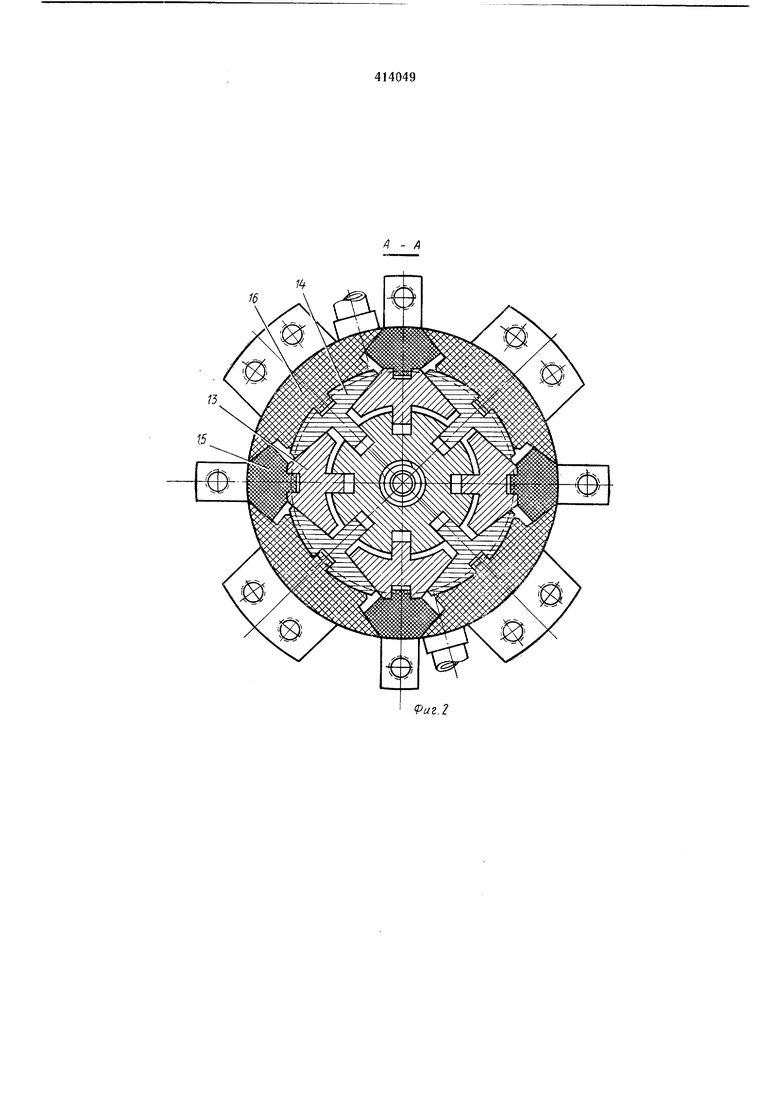
На фиг. 1 изображен предлагаемый стержень; «а фиг. 2 - разрез по А-А на фиг. на фиг. 3-разрез по на фиг. 1.
Стержень включает в себя пустотелый сердечник 1. Пространство внутри сердечника предусмотрено для его охлаждения. В сердечнике 1 выполнены два отверстия. Однако отверстие нарезное, в которое ввинчивается шту|цер вт}лкой 2 на прокладке 3. К штуцеру подключается щланг 4, который «репится хомутом 5 и зажимается болтом 6 с гайкой 7. Через шлаиг 4 подается охлаждающая жидкость для охлаждения рабочих поверхностей сердечника и контактирующих с н.им деталей. Во втулку 2 штуцера вставляется трубка 8 с отверстием для прохода через отверст1ие штуцера. Один конец трубки заглущен Пробкой 9. Во второе отверстие сердечника 7 вставляется штуцер W и крепится к нему, например, электросваркой. Со штуцером
0 10 аналогичным способом крепится .шланг, через который отводится жидкость. К сердечнику / крепится муфта 11 на прокладке 12. В пазы и гнезда КоФиновшдных сегментов 13 и 14 вставляются кера.мические вставКИ 15 и 16,
5 соединяются с ними посредством скоб 17 и крепятся винтами -IS. Керамические вставки 1/5 1И 6 используются в податливом стержне на приведенном примере отливки гильз из чугуна, где не допускается Отбел в отЛИвке. При
0 проливе отверстий в отливках из других металлов, включая сталь и Цветные металлы, где отбел отсутствует или доиускается, сменные керамИЧесКИе вставки могут быть выпол5нены металлическйМИ с покрытием рабочей тговерхности керамической огнеупорной краской.
Сердечник 1 имеет продольные пазы. В продоль}1ые пазы сердечника 1 вставляются сегменты 3 и -14 в сборе с керамическими
встявками И соел иняются ic сердечником 1 с одной стороны посредством скоб 19 .и 20. Скобы одним концом вставляются в клиновидный паз фланца сердечника /. Другим концом скобы соединяются с фланцевой частью клиновидных сегментов 13 и 14 и кренятся аинтами 2-1, а с другой стороны соединяются коиусНОЙ шайбой 22, которая насажена на хвостовик сердечника / и креп.ится на нем гайкой 23 с шайбой 24.
Соедииеиные сегменты с сердечником могут передвигаться конусными выступами по конуса.м сердечника / и ИО конусу конусной шайбы 22 и конусной части фланца сердечника / вдоль О.СИ и ие,рпендИКуля1рно к ней в пределах предусмотренных зазоров, а также по плоскостям кл,инов идпых сегментов 13 и 14 и по пазам сердечника 1 в пределах предусмотренных зазоров. Уклоны сердечника 1, конусной шайбы 22 1И скоб 19 и 20 выполняются под одним углом. В муфту // вставляется пружина 25 и втулка 26. Затем податливый стержень соединяется со штоком 27 цилиндра и крепптся накидной гайкой 28. Муфта // .имеет прорези, через которые вставляются кронштейны 29 и крепятся к подвижной втулке 26, например, резьбовым соединением.
Через отверстия в кронштейне 29 пропускаются штанпи 30, которые одним концо.м кренятся к скоба.м 19 п 20 сегментов 13 .п 14, а на другой конец навинчиваются гайки с контргайками 31, и посредством гаек производится натяжение штанг. При этом сегменты 14 скользят по конусным плоскостям сердечника / до упора в конусный фланец сердечника /. Одновременно с натяжением штанг 30 втулка 26 скользит в .муфте 11 и сжимает нружину. Пружина 25 в данном случае воспринимает только усилия трения между конусными плоскостями при их регулировке. При этом восстанавливается заданное сечен.ие стержня с целью покрытия стержня граф-итовой пастой до захода стержня в фор.му.
Пружина 25 предназначена еще для амортизации удара при заходе податливого стерлшя в форму. Предусматривается запас хода штока 27 в 2-3 мм за счет сжатия пружины после упора заплечиками стержня в форму.
Пр.и это.м штанги 30 освобождаются от натяжения дружины и свободно продвигаются в отверстия кронштейнов 29 на указанную величину сжатия прул.ины. Тем самы.м сечение стержня остается в заданном положении.
Возвратно-поступательное движение стержня осуш:ествляется с по.мошью известных гидро- или пневмо:цил:индров.
Стержень работает следующим образом. После заливки металла в форму происходит кристаллизация отливки с одновременной усадкой как в радиальном, так и в продольном направлениях.
За счет податливости стержпя отливка не испытывает .напряжений усадки.
Усилия усадки восприни.мают керамические вставки 15 и 1б. Между посЛ|едн1Им/и имеются зазоры в пределах 0,2-0,25 мм, что исключает трение между керамическими вставками и проникновение расплава, а через них усилие передается на металлические сегменты 13 и 14. Сегменты 14 контактирующ.и.ми плоскостями с клиновидными сег.ментами 13 выжимают последние в радиальном направлении к центру, при их движении зазоры уменьшаются на величину усадо.чного обжатия, и уменьшается сечение стерж.ня. Зазоры вьшолнены большими величины расчетной усадки. Сегменты -13 ,н 14 соприкасающимися поверхностями выжимают сердечник /, который с .муфтой // и надаидной гайкой 28 скользят по штоку 27 вдоль его оси и сжимает пружину. В этот момент щток 27, поджатый цилиндром, стоит на месте.
При выжиме сердечника усилием усадка происходит скольжение сег.ментов по конусным местам сердечника 1, конусной части фланца сердечника / по конусной части скоб 19 и 20 и конусной части ш.айбы 22 но конусным местам выступов сегментов 19 л 20. При извлечении же штоком 27 податливого стержня из отл.ив-ки за счет остав1ши.хся величин зазоров, /сердечника / продолжает скольжение конусным местом фланца сердечника и шайбы 22 по конусны.м .места.м выступов сегментов и конусны.м местам скоб 19 и 20 до упора торцовой плоскости фланца сердечника / в торцовые илоскдсти скоб 19 и 26 и конусной шайбы 22 в торцовые плоскости конусных прорезей сегментов 13 и 14. При этом движении пруж.ина разжимается до первоначального положения, шток 27 упирается своим бурТИКО..М в накидную гайку 28, пря этом податливый стержеиь дополнительно у.меньшается в сече.ни.и и легко извлекается из отливки. После извлечения стержпя из отлив.ки первоначально отрегулированное натяжение штанг 30 восстанавливает сег.менты 13 и 14 автоматически в заданном сечении. Острые наружные кромки ,кера.мических вставок 16 срезаны, образованные :канавк1И при покрытии рабочей поверхности податливого стержня графитной пастой для у.менышения трен.ия и износа сглаживаются и образуют рабочую цилиндрическую поверхность без канавок.
При сборке податливого стержня все трущиеся детали с.мазываются, например, смесью технического вазелина с графитом.
П р е .д м е т и з о б р е т е н и я
1.Литейный стержень, состоящий из сердечника и сегментов, отличающийся тем, что, с целью о-блегчения .извлечения стержня .из отливки, сердечник ,и сегменты в месте контакта вы.полнены с конусной поверхностью, обращенной в сторону, противоположную направлению ввода стержня в форму.
2.Стержень по п. 1, отличающийся тем, что сердечник выполнен полы.м, а сегменты снабжены сменными встав.ками, установленнымл по длине сегментов с зазором.
«i
QП
W
9аг.2
14
D-5
20
Риг:
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокиль с полым металлическим стержнем для получения отливок с полостями при литье металла со шлаком | 1990 |
|
SU1811975A1 |
| Раструбный стержень для изложницы центробежной машины | 1978 |
|
SU719798A1 |
| Раструбный стержень для центробежной отливки труб | 1980 |
|
SU863165A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2015 |
|
RU2583799C1 |
| Податливый металлический стержень | 1987 |
|
SU1435386A1 |
| ЛИТЕЙНЫЙ МАГНИТНЫЙ СТЕРЖЕНЬ | 2009 |
|
RU2424077C1 |
| СТЕРЖЕНЬ ДЛЯ ОБРАЗОВАНИЯ ПОЛОСТИ РАСТРУБА ТРУБ ПРИ ЦЕНТРОБЕЖНОЙ ОТЛИВКЕ | 1972 |
|
SU422529A1 |
| УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПОЛОСТИ РАСТРУБА ТРУБ ПРИ ЦЕНТРОБЕЖНОЙ ОТЛИВКЕ | 1973 |
|
SU435060A1 |
| ЛИТЕЙНЫЙ МАГНИТНЫЙ СТЕРЖЕНЬ | 2009 |
|
RU2424078C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2007 |
|
RU2358861C1 |