Изобретение относится к области станкостроения и может быть использовано как на обычных станках, например токарных, так и на сложных автоматических станках этой группы, входящих в гибкие производственные системь.
Целью изобретения является упрощение конструкции резцедержателя за счет отсутствия в нем специального зажимного механизма, возможность применения при автоматической смене инструмента роботов с по.- ниженной точностью позиционирования, а также повышение жесткости крепления сменного держателя инструмента.
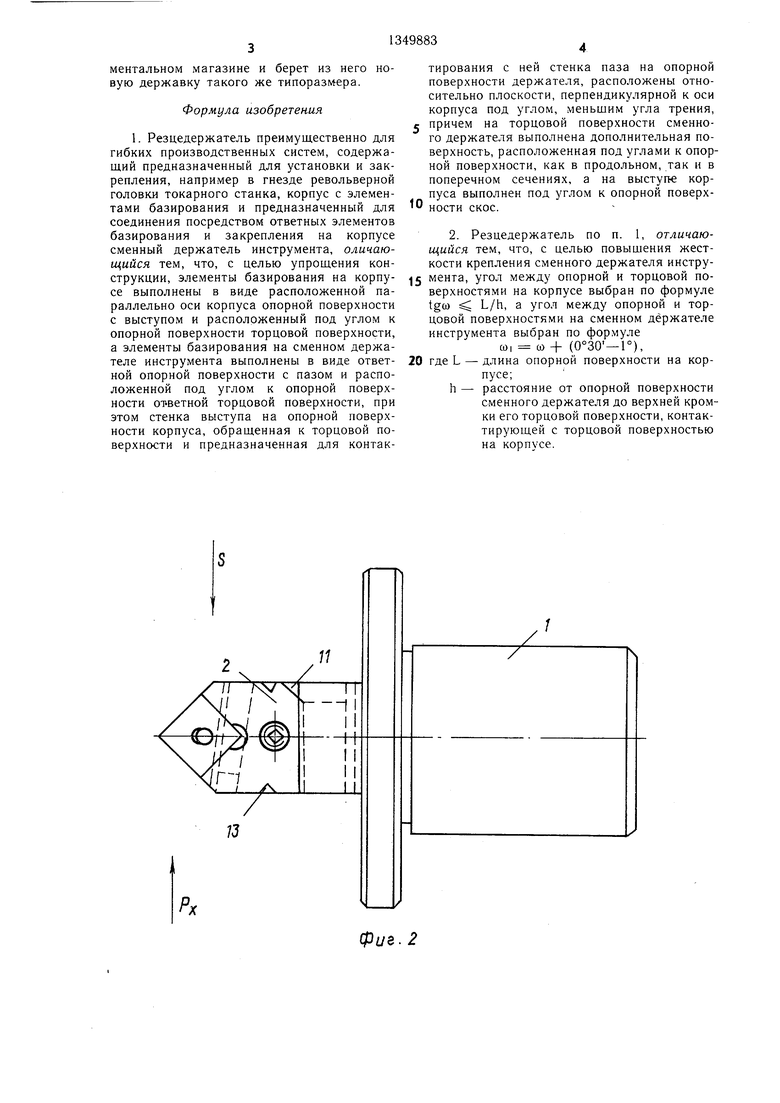
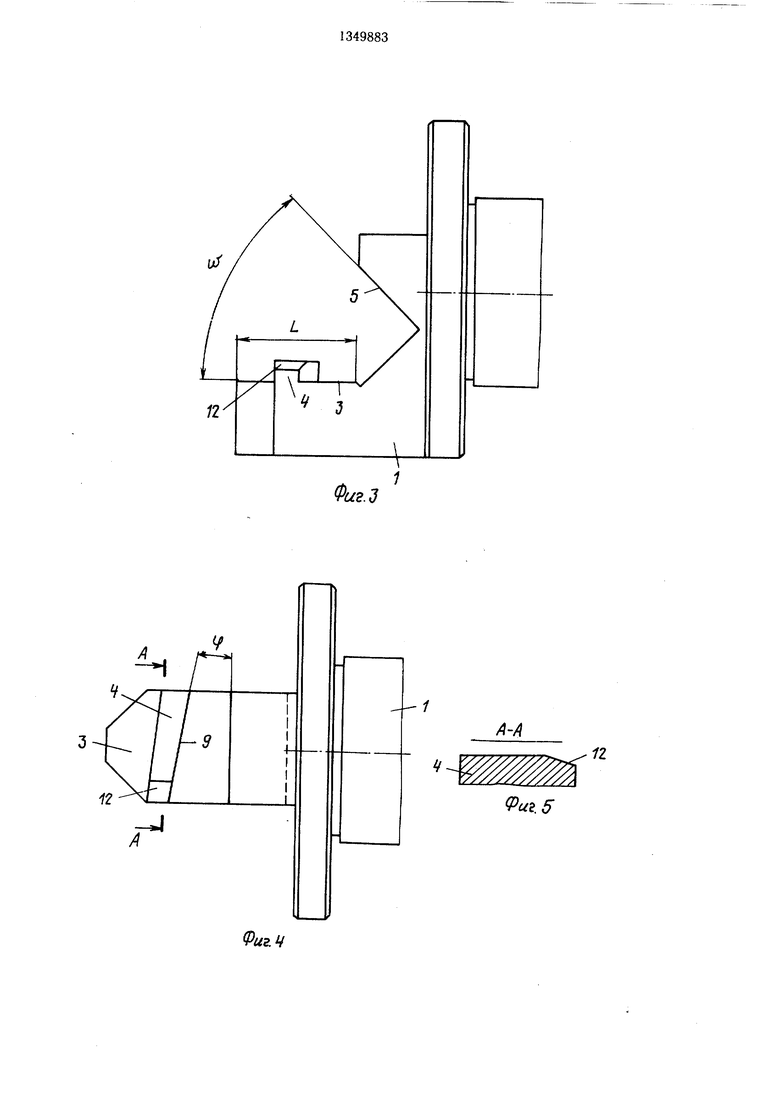
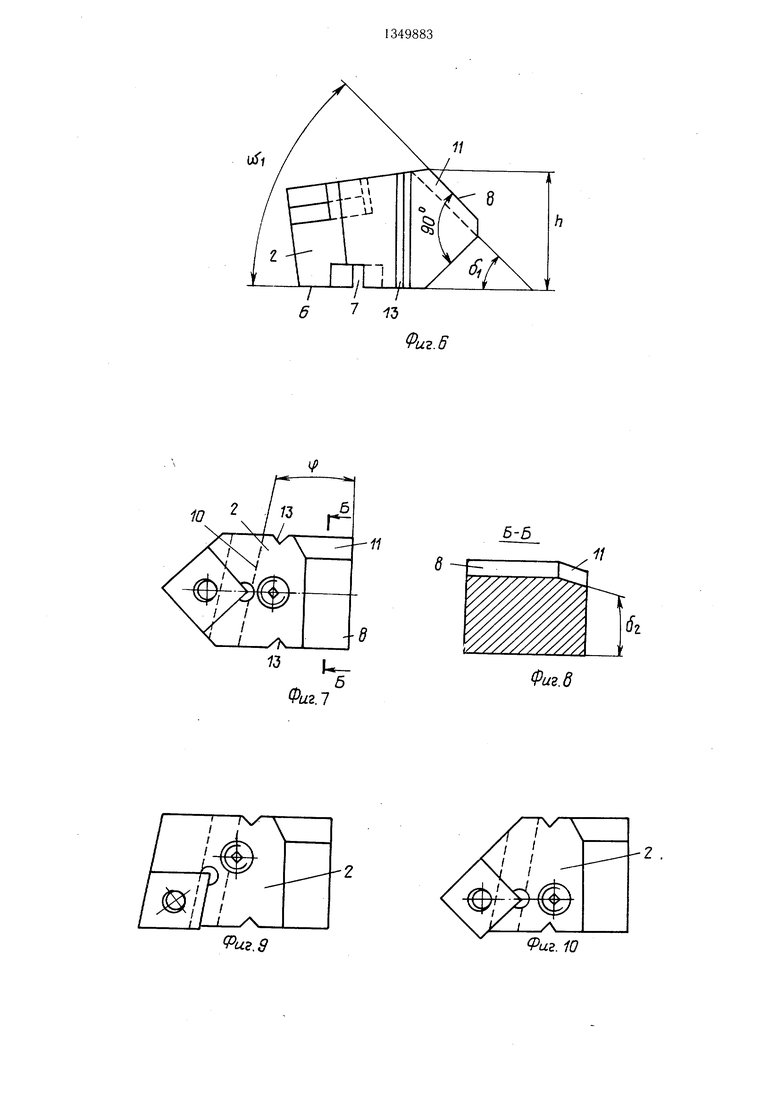
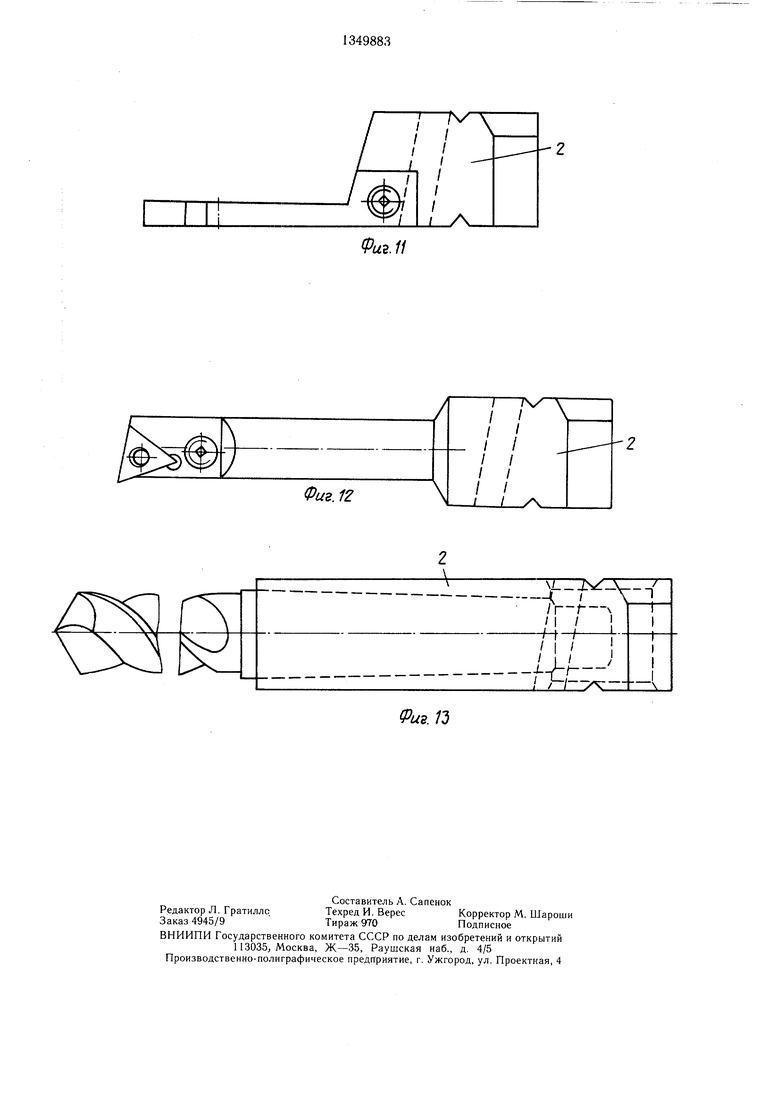
На фиг. 1 показан резцедержатель, частичный разрез по сменному держателю инструмента; на фиг. 2 - то же, вид сверху; на фиг. 3 - корпус с элементами базирования, вид сбоку; на фиг. 4 - то же, вид сверху; на фиг. 5 - сечение А-А на фиг. 4; на фиг. 6 - с.менный держатель инструмента, вид сбоку; на фиг. 7 - то же, вид сверху; на фиг. 8 - сечение Б-Б на фиг. 7; на фиг. 9-13 - смежные держатели инструмента различных типов, вид сверху.
Резцедержатель преимущественно для производственных систем содержит предназначенный для установки и закрепления, например, в гнезде револьверной головки токарного станка корпус 1 с элементами базирования и предназначенный для соединения посредством ответных элементов базирования и закрепления на корпусе 1 сменный держатель 2 инструмента.
Элементы базирования на корпусе 1 выполнены в виде расположенной параллельно оси корпуса опорной поверхности 3 с выступом 4 и расположенной под углом к опорной поверхности 3 торцовой поверхности 5.
Эле.менты базирования на смежном держателе 2 инструмента выполнены в виде ответной опорной поверхности 6 с пазом 7 и расположенной под углом к опорной поверхности ответной торцовой поверхности 8. Стенка 9 выступа 4, обращенная к торцовой повер-хности 5, и стенка 10 паза 7 на опорной поверхности 6 сменного держателя 2 расположены относительно плоскости, перпендикулярной к оси корпуса под углом ср, меньшим угла трения; на торцовой поверхности 8 сменного держателя 2 выполнена дополнительная поверхность 1, расположенная под углами к опорной поверхности 6, как в продольном (6i), так и в поперечном (62) сечениях, а на выступе 4 корпуса выполнен под углом к опорной поверхности 3 скос 12. Угол ф, поверхность 11 и скос 12 обеспечивают возможность установки сменного держателя на корпусе при пониженной точности позиционирования робота. Повышение жесткости крепления смен- 1101-0 держателя на корпусе обеспечивает- я за счет того, что угол между опорной 3 и торцовой 5 поверхностями на корпусе выполнен из расчета tgco -г-, а угол
между опорной и торцовой 8 поверхностями на сменном держателе 2 инструмента - а)1 а)+(0°30 -1°), где L - длина опорной 3 поверхности на корпусе, мм; h - расстояние от опорной поверхргости 6 сменного держателя до верхней кромки его торцовой поверхности 8.
На противоположных боковых поверхностях сменных держателей 2 выполнены сквозные V-образной формы пазы 13, вершины углов которых направлены навстречу друг другу. Эти пазы необходимы для фиксиро- 5 вания положения сменных держателей при установке последних в соответствующие пазы инстру.ментальных магазинов.
Установка сменного держателя 2 и его закрепление на корпусе 1 осуществляются
0 с помощью робота (манипулятора), который, установив держатель 2 на базирующие элементы корпуса, надавливает на него в направлении действия составляющей Р силы резания с помощью импульса силы (г.е.
5 легкого удара), осуществляемого в направлении P.t, заклинивает держатель 2 между стенкой 9 выступа 4 корпуса 1 и его торцовой поверхностью 5. При этом импульс силы, сообщаемый роботом (манипулятором), должен обеспечивать нагрузку, превы0 1паюпхую составляющую Р силы резания, возникающую в процессе резания. Это исключит перемещение держателя в направлении РЯ в процессе резания. При врезании инструмента в заготовку осевая сила резания Р.1 дополнительно зажимает держа5 тель 2 на корпусе 1 с усилием тем боль- щим, чем больше будет сила резания, причем усилие зажима сохраняется и после прекращения действия сил резания (после прекращения процесса снятия стружки). После закрепления сменного держателя 2 на кор0 пусе 1 с помощью контактного электромеханического niyna автоматически фиксируется осевое и радиальное положение вершины кромки инструмента. Затем автоматически подается сигнал и производится разC мерная коррекция программы в системе числового программного управления (ЧПУ) станка на обработку данной детали. Контактные щупы могут быть установлены на передней бабке, станине и других деталях станка и обеспечивают контроль положения
Q и целостности инструме:1та. Щуп позволяет также производить контроль размеров готовой детали. Автоматическое устройство контроля усилия подачи позволяет определить степень износа инструментальной державки. Отработавшая свой период стойкости инстру5 ментальная державка, захватывается роботом, который сообщает ей импульс силы в направлении S и раскрепляет ее. Затем робот устанавливает эту державку в инструментальном магазине и берет из него новую державку такого же типоразм ера.
Формула изобретения
1. Резцедержатель преимущественно для гибких производственных систем, содержащий предназначенный для установки и закрепления, например в гнезде револьверной головки токарного станка, корпус с элементами базирования и предназначенный для соединения посредством ответных элементов базирования и закрепления на корпусе сменный держатель инструмента, сличающийся тем, что, с целью упрощения контирования с ней стенка паза на опорной поверхности держателя, расположены относительно плоскости, перпендикулярной к оси корпуса под углом, меньшим угла трения, причем на торцовой поверхности сменного держателя выполнена дополнительная поверхность, расположенная под углами к опорной поверхности, как в продольном, так и в поперечном сечениях, а на выступе корпуса выполнен под углом к опорной поверхности скос.
2. Резцедержатель по п. 1, отличающийся тем, что, с целью повышения жест,ии .,™, -..v., . ,...„. кости крепления сменного держателя инструструкции, элементы базирования на корпу- 5 мента, угол между опорной и торцовой по- се выполнены в виде расположенной па-верхностями на корпусе выбран по формуле раллельно оси корпуса опорной поверхностиtgw L/h, а угол между опорной и тор- с выступом и расположенный под углом кцовой поверхностями на сменном держателе опорной поверхности торцовой поверхности,инструмента выбран подформуле а элементы базирования на сменном держа-Ш| со + (0°30 1°), теле инструмента выполнены в виде ответ-20 где L - длина опорной поверхности на корней опорной поверхности с пазом и распо-пусе;
ложенной под углом к опорной поверх-h - расстояние от опорной поверхности
ности ответной торцовой поверхности, присменного держателя до верхней кромэтом стенка выступа на опорной поверх-ки его торцовой поверхности, контакности корпуса, обращенная к торцовой по-тирующей с торцовой поверхностью
верхности и предназначенная для контак-на корпусе.
тирования с ней стенка паза на опорной поверхности держателя, расположены относительно плоскости, перпендикулярной к оси корпуса под углом, меньшим угла трения, причем на торцовой поверхности сменного держателя выполнена дополнительная поверхность, расположенная под углами к опорной поверхности, как в продольном, так и в поперечном сечениях, а на выступе корпуса выполнен под углом к опорной поверхности скос.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 2003 |
|
RU2271904C2 |
| РЕЗЦОВАЯ ДЕРЖАВКА | 1991 |
|
RU2043878C1 |
| Автоматическая револьверная головка металлорежущего станка | 1980 |
|
SU944804A1 |
| ТОКАРНЫЙ РЕЗЕЦ | 2023 |
|
RU2803707C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| Устройство для очистки наружной поверхности цилиндрической детали | 1987 |
|
SU1447461A1 |
| Револьверная головка | 1988 |
|
SU1696158A1 |
| Режущий инструмент | 1990 |
|
SU1757777A1 |
| Резцедержатель быстросменный | 1983 |
|
SU1154057A1 |
Изобретение относится к области станкостроения и может быть использовано как на обычных станках, например токарных, так и на сложных автоматических станках этой группы, входящих в гибкие производственные системы. Целью изобретения является упрощение конструкции резцедержателя за счет отсутствия в нем специального зажимного механизма, возможность при менения при автоматической смене инструмента роботов с пониженной точностью позиционирования, а также повышение жесткости крепления сменного держателя инструмента. Резцедержатель содержит корпус 1 и сменный держатель 2 инструмента. На корпусе 1 выполнены элементы базирования в виде опорной поверхности 3 с выступом 4 и торцовой поверхности 5, расположенной под углом к опорной поверхности. На сменном держателе инструмента .выполнены ответные элементы базирования в виде опорной поверхности 6 с пазом 7 и торцовой поверхности 8. Стенка выступа 4 обращенная к торцовой поверхности 5, и стенка паза 7 расположены относительно плоскости, перпендикулярной к оси корпуса под углом, меньщим угла трения. Угол между опорной и торцовой поверхностями сменного держателя больще угла между опорной и торцовой поверхностями корпуса на 0°30 - 1°. Установка и закрепление сменного держателя на корпусе производятся посредством взаимодействия упомянутых элементов базирования с его заклиниванием и гарантированным контактом опорных поверхностей. 1 з.п. ф-лы, 13 ил. S (Л оо N со оо 00 со Фиг. 1
/
/
Фие. 2
uT
Фи.д
Фиг. 5
Фи.Ч
uTf
(U2.6
10
Фиг.1
5-6
Фиг. 6
гч/
иг.9
9uz. 10
Фиъ. f1
Фиг. 12
2
:z5
7г-г-ч /I / -Н-/L
/ I
иг. 1Ъ
| Инструмент для гибких производственных систем фирмы Sandvik Coromant, Швеция | |||
| Русские (конторские) счеты | 1926 |
|
SU5100A1 |
| Блочная инструментальная система BTS «Block Tool Sistem, 1983. | |||
