V
имя нозможности оперативного изменения схемы нагрева стыка. Блоки нагревателей 7 в KOHTeiinepax 6 гтодгзют на леса 1, установленные над стыком. На лесах 1 смонтированы кабельные барабаны 2 с катушками 3, на которые намотаны связки соединительных кабелей 4, состоящие из отдельных соединенных между co6oii частей различной длины. Пгфвый блок 7 нагревателей ус- танавливяют на направляющую 10, подсоединяют к кабелям 4 и спускают под собственным весом на свое рабочее
1
Изобретение относится к области сварки, в частности к способам монтажа нагревательных устройств и соединительных коммуникаций в установках для предварительного, сопутствующего и выравнивающего подогрева неповоротных вертикально расположенных стыков обечаек при сварке, и может быть использовано в различньос отраслях машипостроения.
Цель изобретения - повьшеиие удобства в работе за счет обеспечения возможности оперативного изменения схемы иагрева стыка,
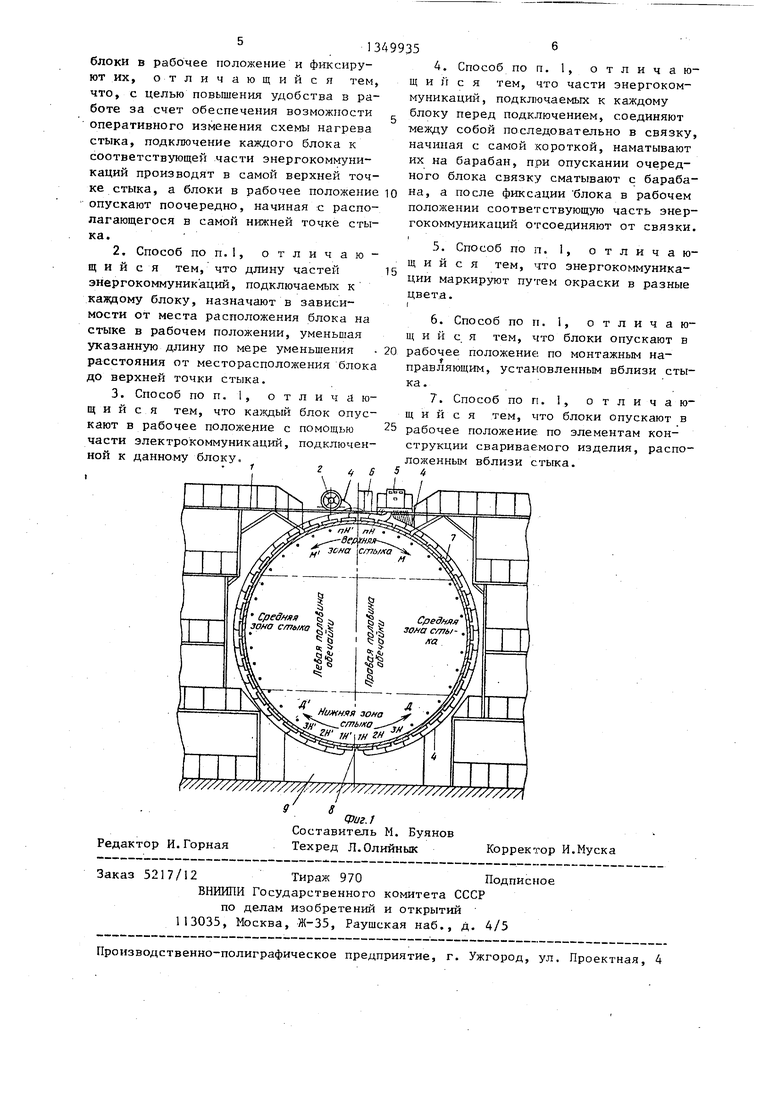
На фиг. I представлена схема монтажа электронагревателей на кольцевой стык, вид с торца обечайки; на фиг„2- то же, вид сбоку.
В верхней зоне, находящейся над стыком обечаек на монтажных лесах I, устанавливаются цеховым мостовым краном кабельный барабан 2, состоящий из трех катушек 3 с намотанными на них соединительными кабелями 4, кото- рые в данном случае играют роль энергокоммуникаций, источник 5 питания и контейнер 6 с блоками нагревателей 7. На наружную поверХ11Ость одной из обечаек 8, установленных на ложемен- тах 9, на заданном от стыка расстоянии, обусловленном конструктивными особенностями крепления нагревателя, монтируется монтажная направляющая 0 Вместо монтажной направляющей может быть использовано ребро жесткости обечайки. Затем в верхней зоне стыка обечаек на монтажную направляющую 10
место в самой н11Ж}1ей точке стыка. Концы часч и кабеля 4 отсоединяют от связки и подключают к источнику 5. Длина каждой части кабеля в связке расстоянию от источника 5 до соотватствующего блока нагревателей в рабочем положении. Аналогично монтируют второй и последующие блоки нагревателей. При этом нагреватели разной мощности можно устанавливать в разных зонах стыка, а также опера- ТИБно менять схемы подогрева.6 з,п. ф-лы, 2 ил.
Р
„ 5 о
устанавливается первый нагреватель под номером 1Н, взятый из контейнера 6, с возможностью свободного перемещения по монтажной направляющей IО вдоль стыка обечаек.
Части кабелей, подключаемых к каждому нагревателю, соединяются последовательно в связку, которая наматывается на кабельные барабаны 2, при этом самая короткая часть кабеля, подключаемая к блоку нагревателей, располагающемуся в верхней части стыка, расположена в начале связки, а самая длинная (для блока располагающегося в самой ншкней точке стыка) - в конце связки и образует внешний слой намотанной на барабан 2 связки.
При питании блоков нагревателей 7 от трехфазной электросети формируются три связки соответственно для каждой из трех фаз, которые наматываются на катущки 3 6apa6aifa 2. К нагревателю IH подключаются три наиболее длинных части связки соединительных кабелей 4, намотанных на катушки 3 кабельного барабана 2 (фиг. 2), окра- щенных в цвета фаз А, В и С (соответственно в желтый, зеленый и красный). КаждьЕЙ соединительный кабель с обоих концов также окрашен в соответствующие: цвет фазы. После этого блок нагревателя IH под собственным весом опускается по монтажной направляющей за соединительные кабели путем их разматывания с катушек 3 в нижнюю зону стыка обечаек по направлению, указанному стрелкой М. В нижней зоне
стыкл оПсчаек блок нагревателей 1Н жестко фиксируется на монтажной на- правляющеп 10 струбциной.
Вторые концы соединительных кабелей 4 поочередно отсоединяются от первых концов следующих соединительных кабелей в связке, намотанных на катушки 3, и подключаются на соответствующие фазы А, В и С источника 5 питания,
Затем на монтажную направляющую 10 в верхней зоне стыка обечаек устанавливается второй блок нагревателей под номером 2Н, к которому подключаются с катушек концы трех следующих соединительных кабелей 4, длина которых меньше длины первых.кабелей на величину, равную длине нагревателя. Вращением катушек 3 кабельного барабана 2 блок нагревателей 2Н под собственным весом опускается за соединительные кабели по монтажной направляющей в нижнюю зону стыка обечаек по направлению стрелки М и там жестко фиксируется рядом с блоком нагревателей 1Н.
Вторые концы соединительных кабелей 4 отсоединяются от первых концов
следующих соединительных кабелей, на- ЗО демонтаж блоков нагревателей с HONteрами от пН до 1н и соединительных кабелей на левой половине стыка обечаек по направлению, указанному стрелкой Д.
ходящихся на катушках, и подключаются на соответствующие фазы источника питания.
Аналогичная операция повторяется до тех пор, пока не заполняется нижняя, средняя, и верхняя зоны правой половины стыка обечаек, т.е. пока блок нагревателей под номером пН не занимает положения в верхней зоне стыка обечаек (фиг. 1). Аналогично ведется монтаж блоков нагревателей под номерами от 1Н до пН и соединительных кабелей 4 на левой половине стыка обечаек, только уже по направлению, указанному стрелкой М .
После окончания монтажа блоков нагревателей 7 и соединительных кабелей 4 по всему периметру стыка обечаек включается источник 5 питания и производится нагрев стыка обечаек.
Демонтаж блоков нагревателей 7 и соединительньсх кабелей 4 ведут в обратной монтажу последовательности. При этом отключаются от соответствующих фаз источника 5 питания соединительные кабели 4,самые короткие по длине блока нагревателей пН, расположенного в самой верхней зоне стыка .обечаек, подсоединяются к специальным
(9935
болтам, находящимся на каркасах катушек 3, и наматываются на эти катушки путем их вращения. Затем соединитель- g ные кабели отключаются от нагревателя пН, а сам нагреватель снимается с монтажной направляющей 10 или ребра жесткости и убирается на свое место в контейнер 6. Затем отключаются от
10 источника питания соединительньае кабели 4 следующего нагревателя и подсоединяются к концам предыдущих (уже намотанных) на катущки 3 соединительных кабелей. При вращении катушек 3
15 соединительные кабели наматываются на НИХ и поднимают за собой по монтажной направляющей блок нагревателей по направлению, указанному стрелкой Д. При достижении нагревателем верх20 ней зоны стыка обечаек от него отключаются концы соединительных кабелей, а он сам снимается с монтажной направляющей 10 и убирается в контейнер 6 .
25 Аналогичная операция повторяется до тех пор, пока не поднимается блок нагревателей с номером Н, расположенный в самой ни5хней зоне правой половины стыка обечаек, так же ведется
5
рами от пН до 1н и соединительных кабелей на левой половине стыка обечаек по направлению, указанному стрелкой Д.
Затем убирается мостовым краном кабельньй барабан 2 с соединительными кабелями 4, источник 5 питания и контейнер 6 с блоками нагревателей.
Предлагаемый способ монтажа наряду со снижением трудоемкости и повышением производительности труда при установке и съеме нагревателей позволяет, при необходимости, устанавливать в разных зонах стыка нагревате- 5 ли различной мощности, а также опе.ра- тивно менять схемы подогрева, что значительно расширяет технологические возможности процесса.
0
Формула изоб.ретения
1. Способ монтажа нагревательных устройств, состоящих из отдельных блоков, преимущественно на кольцевых стыках, расположенных в вертикальной плоскости, при котором блоки нагревателей с энергокоммуникациями размещены в -зрне, находящейся над стыком, а затем под собственным весом опускают
51349935
в рабочее положение и фиксирущму бл ме на их но
ют их, отличающийся тем, что, с целью повьшения удобства в работе за счет обеспечения возможности оперативного изменения схемы нагрева стыка, подключение каждого блока к соответствующей части энергокоммуникаций производят в самой верхней точ4. Способ по п, 1, отличающийся тем, что части энергокоммуникаций, подключаемых к каждому блоку перед подключением, соединяют между собой последовательно в связку, начиная с самой короткой, наматывают их на барабан, при опускании очередного блока связку сматывают с бараба1Чс ЛЛГ1г1 lli WiT-O JJi-J /l JJ jx-jt--.--.
ке стыка, a блоки в рабочее положение ю на, а после фиксации блока в рабочем опускают поочередно, начиная с распо- положении соответствующую часть энер- лагающегося в самой нижней точке стыка.
2. Способ по п.1, отличаю15
гокоммуникаций отсоединяют от связки.
щ и и с я тем, что длину частей энергокоммуникаций, подключаемьк к каждому блоку, назначают в зависимости от места расположения блока на стыке в рабочем положении, уменьшая указанную длину по мере уменьшения расстояния от месторасположения блока до верхней точки стыка.
3. Способ по п. 1, отличающийся тем, что блок опускают в рабочее положение с помощью части электрокоммуникаций, подключенной к данному блоку.
5. Способ по п. 1, отличающийся тем, что энергокоммуникации маркируют путем окраски в разные
цвет.а.
6.Способ по п. 1, отличающийся тем, что блоки опускают в
20 рабочее положение по монтажным направляющим, установленным вблизи стыка. .
7.Способ по п. 1, отличающийся тем, что блоки опускают в
25 рабочее положение по элементам конструкции свариваемого изделия, расположенным вблизи стыка. 5 4
L
/////////уУ/////МУ///}/У
Ц)иг.1
Составитель М. Буянов Редактор И.Горная Техред Л.Олийнык Корректорши.Муска
Заказ 5217/12Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
4. Способ по п, 1, отличающийся тем, что части энергокоммуникаций, подключаемых к каждому блоку перед подключением, соединяют между собой последовательно в связку, начиная с самой короткой, наматывают их на барабан, при опускании очередного блока связку сматывают с барабана, а после фиксации блока в рабочем положении соответствующую часть энер-
гокоммуникаций отсоединяют от связки.
на, а после фиксации блока в рабочем положении соответствующую часть энер-
5. Способ по п. 1, отличающийся тем, что энергокоммуникации маркируют путем окраски в разные
цвет.а.
6.Способ по п. 1, отличающийся тем, что блоки опускают в
20 рабочее положение по монтажным направляющим, установленным вблизи стыка. .
7.Способ по п. 1, отличающийся тем, что блоки опускают в
25 рабочее положение по элементам конструкции свариваемого изделия, расположенным вблизи стыка. 5 4
L
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4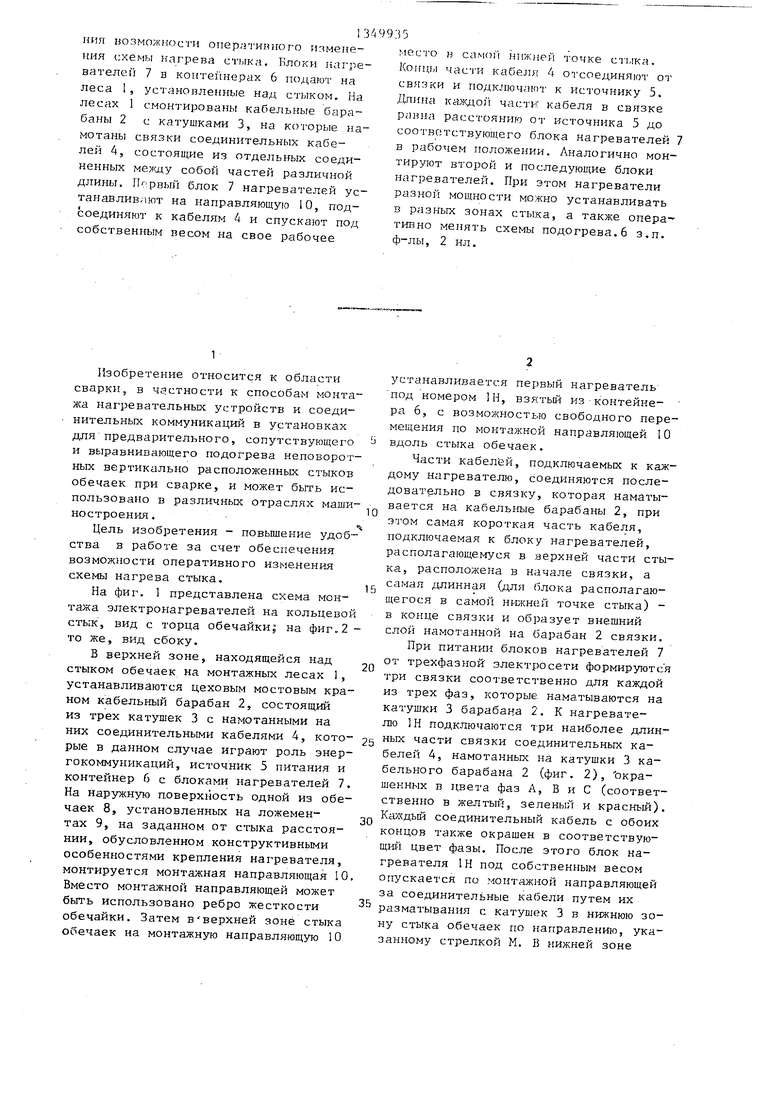
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ БУХТОНАМОТЧИК | 2006 |
|
RU2312054C1 |
| Устройство для подборки сейсмических кос | 1987 |
|
SU1441342A1 |
| Устройство для передачи коммуникаций | 1975 |
|
SU547891A2 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ПРОКЛАДКИ КАБЕЛЕЙ И ПУЧКОВ ПРОВОДОВ | 1993 |
|
RU2091945C1 |
| Устройство для установки кабельного барабана на перемотку | 1988 |
|
SU1663673A1 |
| Устройство для пропуска кабеля | 1990 |
|
SU1712240A1 |
| Устройство для спуска и подъема каротажного кабеля | 1977 |
|
SU742582A1 |
| СПОСОБ РЕМОНТА ГИБКОЙ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ БЕЗ ИЗВЛЕЧЕНИЯ ГЕОФИЗИЧЕСКОГО КАБЕЛЯ | 2012 |
|
RU2513319C2 |
| Способ сварки кольцевых швов | 1984 |
|
SU1243925A1 |
| СПОСОБ ПРОГРЕВА ПРИЗАБОЙНОЙ ЗОНЫ СКВАЖИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2559975C1 |
Изобретение относится к области сварки, в частности к способам монтажа нагревательных устройств и соединительных коммуникаций в установках для предварительного сопутствующего и выравнивающего подогрева вертикально расположенных стыков обечаек при сварке, и может быть использовано в различных отраслях машиностроения. Целью изобретения является повышение удобства в работе за счет обеспече- 4 а с о: 4 со со со сд Фиг.2