1243925
2. Способ по п,1, о т л и ч а ю - до поминального значения в направле- щ и и с я тем, что погонную тепло- нии от нагревателя, расположенного вую мощность сопутствующего подогре- за сварочной головкой походу сваркик ва изменяют по длине стыка от нуля нагревателю,расположенному передней.
Изобретение относится к сварке, в частности к способам сварки кольцевых стыков обечаек с предварительным и сопутствующим подогревом, и может- быть использовано в различных отраслях машиностроения.
.Целью изобретения является повышение качества сварных соединений за счет обеспечения равномерности их подогрева.
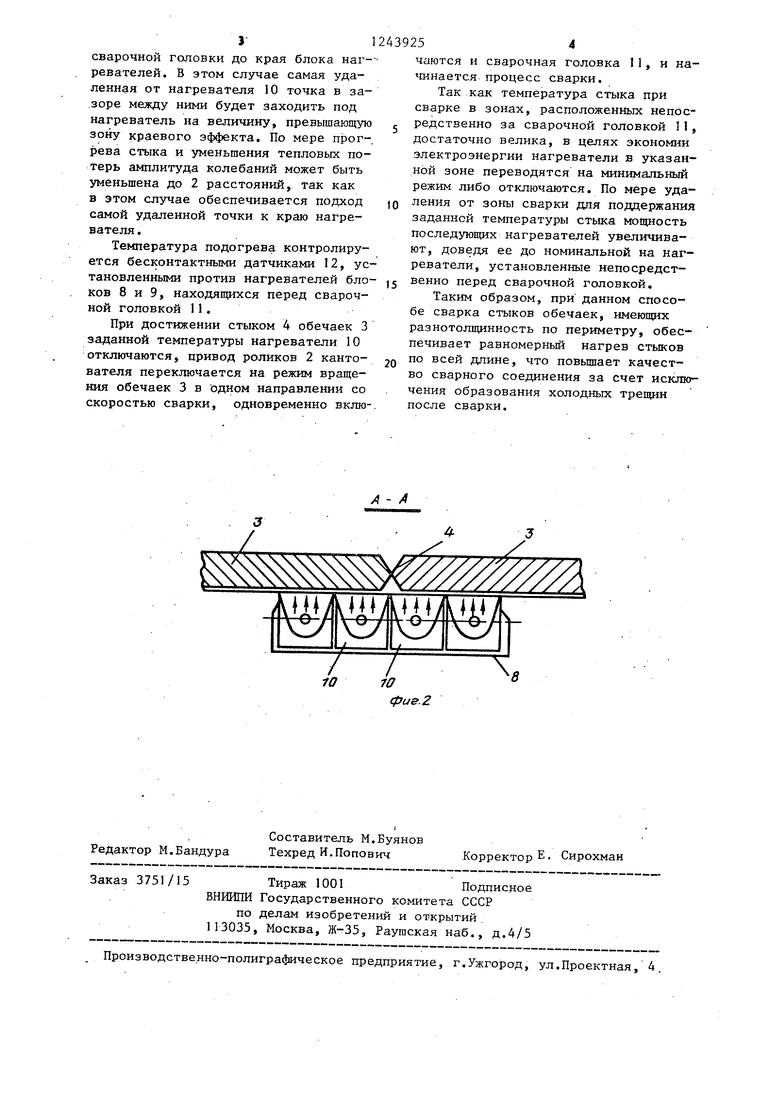
На фиг. 1 представлена схема осуществления предлагаемого способа; на фиг.2 - сечение А-А на фиг„1.
Способ осуществляют следующим образом.
На кантователь 1 с приводными роликами 2 устанавливаются две обечайки 3, образуя стык 4 (фиг, 1 и 2). Обечайки имеют по периметру стыка 4 утолщенные зоны 5 и тонкие зоны 6. К стыку 4 обечаек подводят на тележках 7 блоки 8 и 9 с нагревателями 10. При этом перед утолщенной зоной 5 подводятся блоки 8, а перед тонкой зоной 6 - блоки 9.
Блоки 8 и 9 устанавливаются с зазором, в котором на заданном расстоянии от краев блоков размещают сварочную головку 11. Для контроля температуры нагрева использ тот бесконтактные датчики 12.
Перед началом сварки производят предварительный подогрев изделия, для чего включают нагреватели 10 в блоках 8 и 9. Тепловую мощность на единицу длины стыка определяют по формуле
§-J - -,
Р К
кВт/м,
где К - т ехнологический коэффициент, равный 0,6-1,5 кВт/ч град, (который зависит от конструкции нагревателя): (У - толщина зоны стыка обечаек, м;
Благодаря колебательным перемещениям обечаек с указанной амплитудой обеспечивается равномерный прогрев стьоса в промежутках между блоками нагревателей. Конкретные значения амплитуды колебаний назначаются в зависимости от величины краевого та нагревателя, т.е. от длины краевых зон, в которых не достигается номинальная температура подогрева вследствие: утечек тепла в ненагретые зоны стьнса.
Установлено, что в начальной стадии подогрева, когда потери велики, 45 аколитуда колебаний должна быть равна 3 расстояниям от места установки
5
0
5
Т - температура подогрева стыка, °С; t - время подогрева стыка,ч.
Установлено, что равномерный прогрев стыка при использовании обычно применяемых панельных электронагревателей, работающих в экономически выгодном режиме по потребляемой мощности, может быть достигнут при k 0,6 кВт.ч/град.м.Уменьшение 1 ниже этого значения увеличивает общее потребление энергии, что делает процесс подогрева экономически невыгодным.
Увеличение К. сверх 1,5 кВт. ч/ /град.м приводит к резкому снижению- ресурса нагревателей и усложнению конструкции, что делает невозможным применение при сварке реальных изделий.
В процессе.предварительного подогрева обечайкам 3 с помощью роликов 2 придают вращательные колебательные перемещения с амплитудой, равной 2-3 расстояниям между местом размещения сварочной головки 11 и кровли блока 8 или 9 --(В случае необходимости сварочную головку при Q предварительном подогреве удаляют).
Благодаря колебательным перемещениям обечаек с указанной амплитудой обеспечивается равномерный прогрев стьоса в промежутках между блоками нагревателей. Конкретные значения амплитуды колебаний назначаются в зависимости от величины краевого та нагревателя, т.е. от длины краевых зон, в которых не достигается номинальная температура подогрева вследствие: утечек тепла в ненагретые зоны стьнса.
сварочной головки до края блока наг-- ревателей. В этом случае самая удаленная от нагревателя 10 точка в за- .зоре между ними будет заходить под нагреватель на величину, превышающую зону краевого эффекта. По мере прогрева стыка и уменьшения тепловьрс потерь амплитуда колебаний может быть уменьшена до 2 расстояний, так как в этом случае обеспечивается подход самой удаленной точки к краю нагревателя .
Температура подогрева контролируется бесконтактными датчиками 12, установленными против нагревателей блоков 8 и 9, находящихся перед сварочной головкой 11.
При достижении стыком 4 обечаек 3 заданной температуры нагреватели 10 отключаются, привод роликов 2 кантователя переключается на режим вращения обечаек 3 в одном направлении со скоростью сварки, одновременно вклю439254
чаются и сварочная головка I1, и на- шнается процесс сварки.
Так как температура стыка при сварке в зонах, расположенных непосредственно за сварочной головкой 11, достаточно велика, в целях экономии электроэнергии нагреватели в указанной зоне переводятся на минимальный режим либо отключаются. По мере уда- (0 ления от зоны сварки для поддержания заданной температуры стыка мощность последующих нагревателей увеличивают, доведя ее до номинальной на нагреватели, установленные непосредственно перед сварочной головкой.
Таким образом, при данном способе сварка стыков обечаек, имеющих разнотолщинность па периметру, обеспечивает равномерный нагрев стыков по всей длине, что повьшает качество сварного соединения за счет исключения образования холодных трещин после сварки.
15
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа нагревательных устройств | 1986 |
|
SU1349935A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЧУГУНА ОПЛАВЛЕНИЕМ | 2003 |
|
RU2240904C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В КОЛЬЦЕВЫХ СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ ПРИ СВАРКЕ ПОД ФЛЮСОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2477202C1 |
| Устройство для сварки продольных швов обечаек | 1990 |
|
SU1787729A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШВОВ ПРИ СВАРКЕ ПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ | 1991 |
|
RU2022748C1 |
| Устройство сопутствующего местного нагрева кольцевых сварных стыков | 1989 |
|
SU1691007A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПОЛЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2011 |
|
RU2457930C1 |
| УСТАНОВКА КОНСОЛЬНОГО ТИПА ДЛЯ ДВУХСТОРОННЕЙ ДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ ЛИСТОВ И ОБЕЧАЕК В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1963 |
|
SU169718A1 |
| СПОСОБ ЗОНАЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 1991 |
|
RU2031150C1 |
| ОРБИТАЛЬНОЕ СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ СТРОИТЕЛЬСТВА ТРУБОПРОВОДОВ | 2004 |
|
RU2355539C2 |

/ /
: /
10 1О
фиг. 2
т
/ / JI
: / .
1О
Редактор М.Бандура
Составитель М.Буянов Техред И.Попович
Заказ 3751/15 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4.
Корректор Е. Сирохман
| Автоматическая сварка, 1978, № 2, с.38-41 | |||
| Автоматическая сварка, 1979, № 2, с.36-27 | |||
| о |
