Изобретение относится к производству сборных железобетонных конструкций и может быть использовано при стыковом соединении вертикальных арматурных стержней или арматурных выпусков из колонн и дру- гих железобетонных элементов.
Цель изобретения - обеспечение возможности соединения стержней разного диаметра при нижнем расположении стержня меньшего диаметра.
На фиг. 1 изображено место соединения арматурных стержней; на фиг. 2 - разрез А-А на фиг. 1.
Перед соединением арматурных стержней 1 и 2 на стержень 2 меньшего диаметра накладывают и сваривают с ним продольны- ми швами 3 скобу 4, плошадь поперечного сечения которой совместно с этим стержнем принимают равной 0,85-0,9 площади поперечного сечения стержня 1. Затем в месте стыка стержней устанавливают формуюш.ий элемент 5 с охватом скобы 4 и производят электродуговую сварку стержней 1 и 2, при этом в элементе 5 образуется ванна расплавленного металла, из которой при остывании образуется сварной шов 6.
Зависимость суммарной попе- речного сечения скобы и стержня 2 от площади сечения стержня 1 определяют следующие условия. При отношении менее 0,85 не обеспечивается прочность сварного соединения из-за наличия в зоне термического влияния структуры перегретого металла.
При отношении более 0,9 затрудняется установка формующего элемента на место стыка стержней. При отнощении 0,85-0,9 при испытании образцов разрушение происходит по основному металлу.
Изобретение позволяет соединять электродуговой сваркой вертикальные арматурные стержни при нижнем расположении стержня меньшего диаметра, что обеспечивает возможность соединения таким способом арматурных выпусков из колонн и других железобетонных конструкций при значительной разнице диаметров арматуры.
Формула изобретения
Способ стыкового соединения вертикальных арматурных стержней, включающий установку на стержнях в месте их стыка формующего элемента., в котором концы стержней соединяют электродуговой ванной сваркой, отличающийся тем, что, с целью обеспечения возможности соединения стержней разного диаметра при нижнем расположении стержня меньшего диаметра, перед сваркой стержней на конец стержня .мень- щего диаметра накладывают и сваривают с ним продольными шва.ми скобу, площадь поперечного сечения которой совместно с этим стержнем составляет 0,85-0,9 площади поперечного сечения стержня больщего диаметра, а последующую установку формующего элемента на стержень меньшего диаметра производят с охватом скобы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТЫКОВОГО СВАРНОГО СОЕДИНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 2012 |
|
RU2520285C1 |
| Стыковое соединение элементов сборной железобетонной колонны | 1983 |
|
SU1081304A1 |
| СТЫКОВОЕ СВАРНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2481179C2 |
| Стыковое соединение ригелей с колонной | 1989 |
|
SU1652478A1 |
| Стыковое соединение железобетонных ригелей и колонны | 1991 |
|
SU1761887A1 |
| СТЫКОВОЕ СВАРНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2204465C2 |
| Способ стыкового соединения арматурных стержней | 1987 |
|
SU1477876A1 |
| Стыковое соединение сборных железобетонных колонн | 1980 |
|
SU947321A1 |
| СПОСОБ МОНТАЖА КОЛОНН И УСТРОЙСТВО ДЛЯ ЗАХВАТА КОЛОНН | 2006 |
|
RU2334067C1 |
| Способ ванной электродуговой сварки встык стержней разного диаметра | 1981 |
|
SU969480A1 |
Изобретение относится к производству сборных железобетонных конструкций и .может быть использовано при стыко- во.м соединении вертикальных арматурных стержней или арматурных выпусков из полосы и других железобетонных элементов. Позволяет обеспечить возможность соединения стержней разного диаметра при нижнем расположении стержня меньшего диаметра. Перед соединением стержней 1 и 2 на стержень 2 меньшего диаметра накладывают и сваривают с ним продольными швами 3 скобу 4, плош.адь поперечного сечения которой совместно с этим стерж- не.м принимают равной 0,85-0,9 плош,ади поперечного сечения стержня I. Затем в месте стыка устанавливают формующую оправку 5 с охвато.м скобы 4 и производят соединение стержней электродуговой ван- ной сваркой с образованием шва 6. 2 ил. g i со сд 05 оо ел gjus.j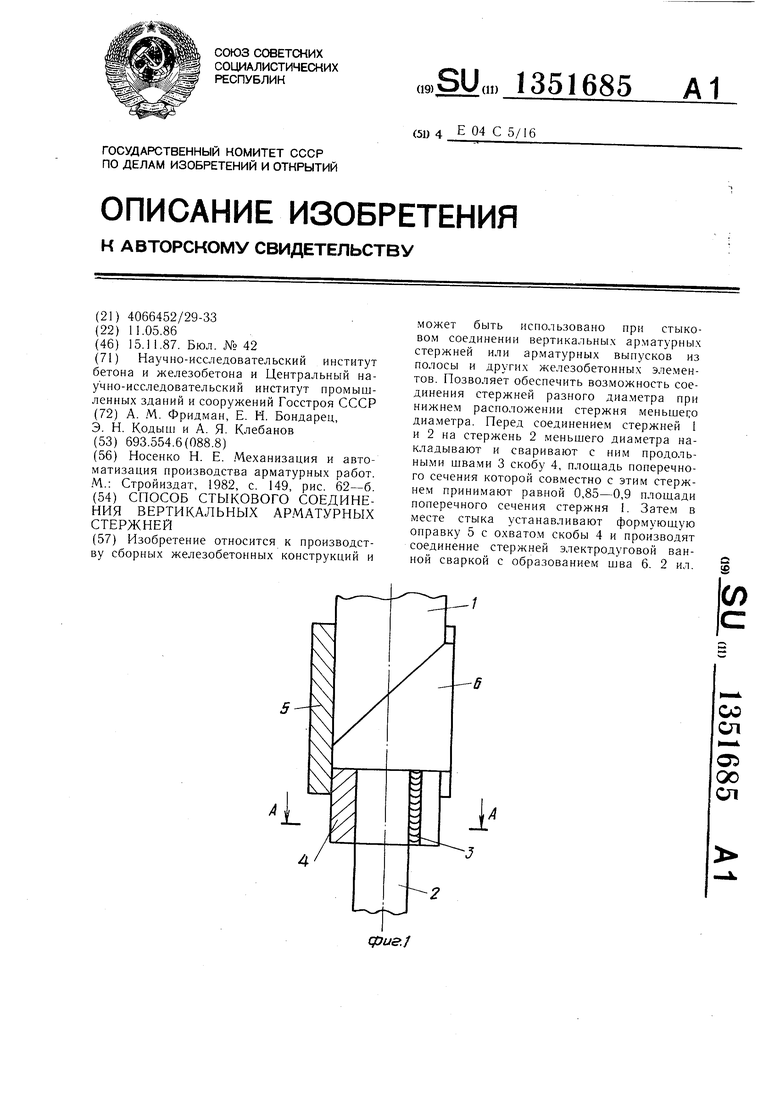
| Носенко Н | |||
| Е | |||
| Механизация и автоматизация производства арматурных работ | |||
| М- Стройиздат, 1982, с | |||
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
