Изобретение относится к дуговой сварке стыковых соединений стержней и может использоваться в строительно-монтажных работах, и изготовлению изделий из железобетона с использованием арматурных стержней классов АI, АII, АIII, АIV, АтIV, АтV, АтVI.
Известны стыковые сварные соединения арматурных стержней и способ их получения с использованием накладок, устанавливаемых в зоне стыка с последующим соединением накладок и арматурных стержней сварными швами. Стержни располагают с образованием V-образной разделки и последовательно заплавляют зазор между стержнем и накладками и затем с образованием горки с уклоном в сторону, противоположную раскрытию кромок [1].
Недостатком этого соединения и способа его получения являются большая трудоемкость, ограниченность использования только при сварке порошковой проволокой стержней диаметром более 28 мм, расположенных в горизонтальной плоскости при маленькой скорости сварки и большом расходе материалов.
Наиболее близким сварным стыковым соединением является соединение арматурных стержней С21-Рн, включающее установленные с зазором стержни, накладки и продольные сварные швы наложенные между накладками и стержнями. Длина накладок 6-10 dн, зазор между торцами стержней 0,5 dн. Способ получения такого соединения включает продольное расположение арматурных стержней с зазором между торцами и стержневых накладок вдоль стыка и последовательное наложение продольных швов между накладками и арматурными стержнями с лицевой и обратной стороны [2].
Недостатком такого соединения и способа его получения является недостаточная прочность стыка, необходимость наличия двусторонних швов при прочности арматуры более 90 кг/мм2 (Ов).
Техническая задача заключается в получении равнопрочного соединения при расширении технологических возможностей использования различных марок стали, а также отходов арматуры, снижении трудоемкости и повышении производительности за счет увеличения скорости сварки и снижения размеров сварочных швов.
Поставленная задача решается таким образом, что стыковое сварное соединение арматурных стержней, включающее установленные с зазором стержни, накладки и продольные сварные швы, наложенные между накладками и стержнями, согласно изобретению снабжено поперечным сварным швом между стыкуемыми торцами арматурных стержней и накладками длиной (1,1-2,5)dн, установленными с зазором (0,1-2,0)dн, при этом длина продольных швов между накладками и арматурными стержнями равна (2,0-6,5)dн, где dн - номинальный диаметр стыкуемого стержня, причем накладки выполнены в виде стержней, и/или пластин, и/или уголка, или гнутого профиля. Накладки могут быть выполнены в виде стержней длиной (3-10)dн. Кроме того, на оборотной стороне продольного шва выполнены прихваточные швы. Помимо этого, накладки могут быть расположены под углом 45-180o в поперечном сечении стыка арматурных стержней. Накладки могут быть выполнены из сталей разных марок.
А в способе получения стыкового сварного соединения арматурных стержней, включающем продольное расположение арматурных стержней с зазором между торцами и накладок вдоль стыка, наложение продольных сварных швов между накладками и стержнями, согласно изобретению между торцами арматурных стержней и накладками накладывают поперечный сварной шов с выводом шва на накладки на величину не менее 0,1dн с заваркой зазора между стержнями, а продольные сварные швы накладывают начиная от периферии к центру стыка на расстоянии от конца накладки не менее 1 dн. Причем в качестве накладок устанавливают стержни длиной 5-10dн, при этом на обратной стороне продольного шва производят заварку поперечного шва и наложение прихваточных швов.
Предлагаемое стыковое сварное соединение отличается от известного тем, что оно снабжено поперечным сварным швом между стыкуемыми торцами арматурных стержней и накладками длиной (1,1-2,5)dн при ширине сечения шва (0,1-2,0)dн, что позволяет обеспечить равнопрочность соединения в сечении стыка за счет заварки зазора между стержнями и достаточной глубины проварки накладок. При этом длина продольных швов между накладками и арматурными стержнями равна (2,0-6,5)dн, что дает возможность сократить длину сварочных швов и снизить трудоемкость работ при достижении равнопрочности стыка. Накладки могут быть выполнены в виде стержней, и/или пластин, и/или уголка, или гнутого профиля из стали марок АI-АV и АтIV-АтVI и их отходов. Накладки могут быть выполнены в виде стержней длиной не менее 3dн, а на оборотной стороне продольного шва для арматуры прочностью более 90 кг/мм2 выполнены прихваточные швы длиной (1,0-1,2) dн. При этом накладки могут быть расположены параллельно друг другу или под углом друг к другу в поперечном сечении стыка на величину от 45 до 180o, обеспечивающим возможность наложения швов дуговой сваркой.
Способ получения стыкового сварного соединения арматурных стержней отличается тем, что между торцами арматурных стержней и накладками накладывают поперечный сварной шов с выводом шва на накладки на величину не менее 0,1dн с заваркой зазора между стержнями, а продольные сварные швы накладывают начиная от периферии к центру стыка на расстоянии от конца накладки не менее 1dн. Это позволяет получить равнопрочный стык с целой арматурой за счет исключения перегрева в зоне стыка у начала сварного продольного шва при увеличении скорости сварки и снижении расхода электродов. Причем в качестве накладок устанавливают стержни длиной 5-10dн, при этом на обратной стороне продольного шва производят заварку поперечного шва и наложение прихваточных швов.
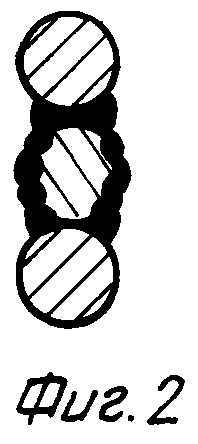
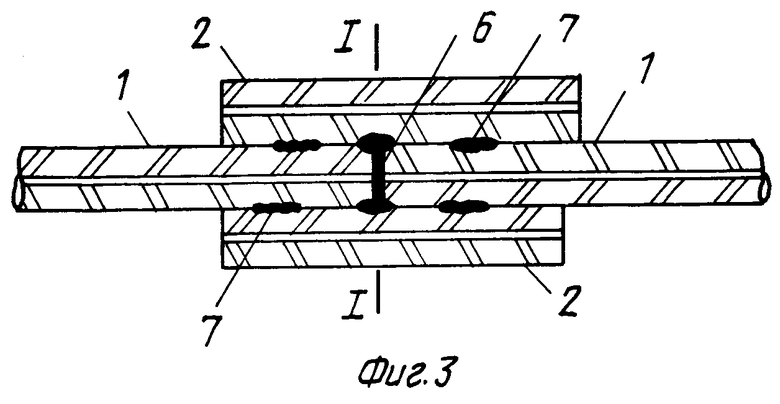
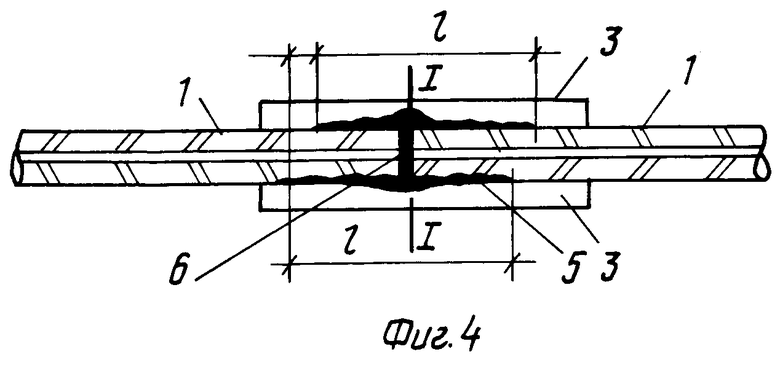
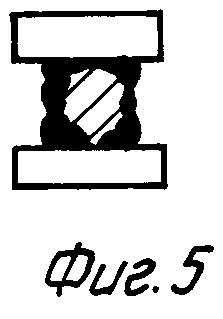
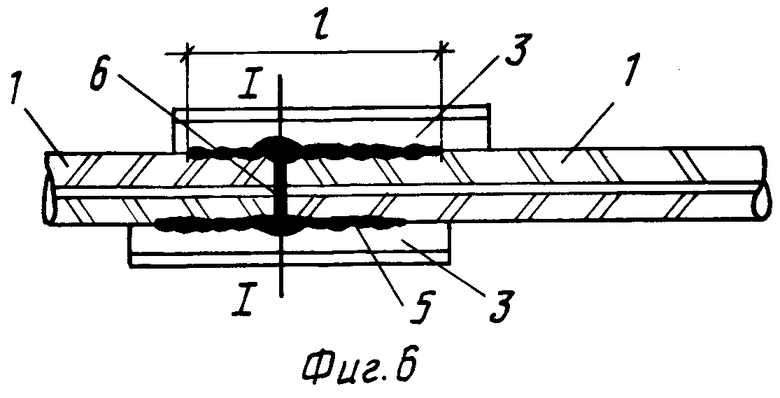
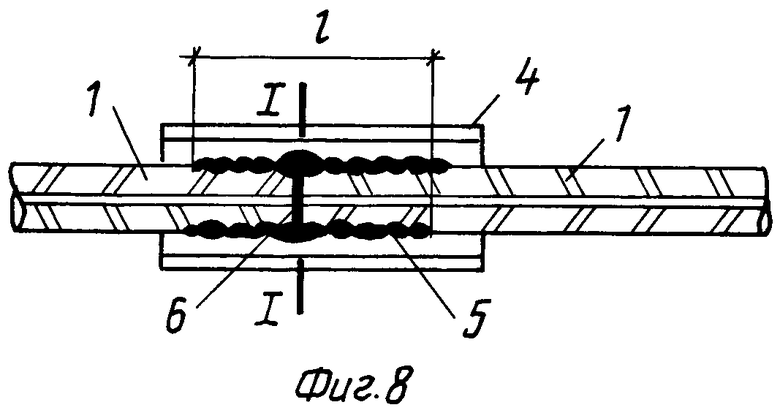
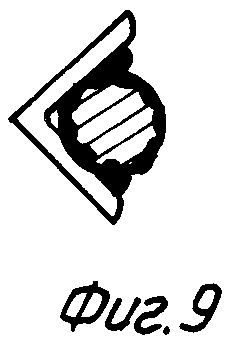
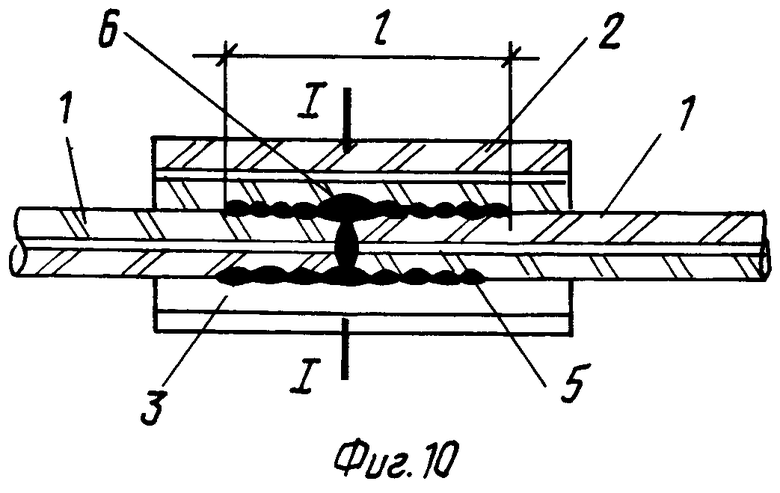
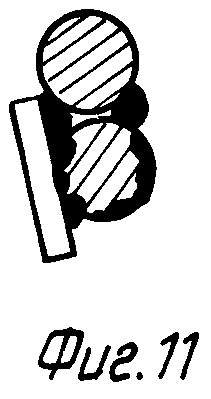
На чертеже представлено на фиг.1 - стыковое сварное соединение, фиг.2 - сечение I-I фиг.1, фиг.3 - то же, что и на фиг.1 (вид сзади), фиг.4, 6, 8, 10 - то же, что и на фиг.1, варианты использования накладок соответственно: параллельных пластин, пластин под углом, уголка, пластины и стержня; фиг.5, 7, 9, 11 - сечения I-I фиг.4, 6, 8, 10.
Стыковое сварное соединение содержит соосно расположенные (в горизонтальной или вертикальной плоскостях) арматурные стержни 1 номинальным диаметром dн, установленные с зазором от 0,1-2,0dн, накладки, выполненные в виде стержней 2, или пластин 3, или уголка 4. Между накладками и стержнями 1 наложены продольные сварные швы 5 и поперечный сварной шов 6. На оборотной стороне шва выполнены прихваточные швы 7. Продольные швы накладывают длиной (2,0-6,5)dн, шириной 0,4-0,6 dн, глубиной не менее 0,25 dн. Поперечный шов - длиной (1,1-2,5) dн, шириной - (0,1-2,0) dн, глубиной не менее 0,25 dн.
Получают стыковое сварное соединение следующим образом. Арматурные стержни 1 устанавливают или укладывают горизонтально соосно друг другу с минимальным зазором (0,1-2,0) dн. В зоне стыка параллельно друг другу располагают накладки (стержни 2, пластины 3, уголок 4, скобу в зависимости от назначения конструкции и наличия материала, возможно использование отходов арматуры). Накладки могут быть расположены параллельно друг другу или со смещением до образования угла в поперечном сечении от 45 до 180o в зависимости от вида конструкции и особенностей технологии. После чего электродуговой сваркой электродом накладывают поперечный шов 6 от одной накладки к другой с заваркой зазора между торцами арматурных стержней 1. Затем накладывают продольные швы 5 между накладками 2 и арматурными стержнями 1 последовательно: сначала в зоне одной накладки слева направо от периферии к центру стыка, затем справа налево в зоне другой накладки от периферии к центру, затем в зоне первой накладки справа налево от периферии к центру и, наконец, слева направо второй накладки от периферии к центру. При этом сварку продольных швов производят начиная от конца накладки на расстоянии не менее 1dн со скоростью 1-3 см/с и снижающейся к центру стыка в 1,5-2,0 раза. Таким образом, заварка швов сопровождается меньшим тепловыделением в начале шва, что приводит к снижению степени разупрочнения стержня в зоне продольного шва.
Пример. Стыкуют два арматурных стержня диаметром 12 мм периодического профиля из стали класса АтVI прочностью более 130 кг/мм2, накладки из таких же стержней длиной 120 мм. Сварка электродуговая электродами диаметром 3 мм УОНИ 13•55. Ток сварки 120-130 А. Поперечный шов накладывают от одной накладки к другой с заваркой зазора между торцами стержней. Общее время 2,5 с. Затем накладывают продольный шов между первой накладкой и стержнем начиная с конца накладки на расстоянии 15-18 мм от ее конца к центру стыка со скоростью 1 см/с. Со снижением к центру стыка до 0,5 см/с с увеличением ширины и глубины катета шва. Далее - аналогично - шов между второй накладкой справа налево, затем между первой накладкой и стержнем справа налево и, наконец, - между второй накладкой и стержнем слева направо. После выдержки с обратной стороны стыка накладывают поперечный шов и прихваточные короткие швы по два на каждом стыкуемом стержне.
Результаты испытаний показали из 6 образцов прочность стыка (Ов) средняя 126 кг/мм2 - при миним. 117 кг/мм2 и максим. 131 кг/мм2. Прочность (Ов) стали арматуры 131 кг/мм2.
Предлагаемое техническое решение позволяет достичь равнопрочности сварных соединений с целой арматурой из стали всех классов от АI до Ат-VI, и, таким образом, стыки могут располагаться в любом количестве по эпюре моментов железобетонных конструкций изгибаемых конструкций: балок, настилов перекрытий, ферм и др. А также использовать отходы высокопрочной арматуры в качестве рабочей арматуры с тем же расчетным сопротивлением, сократить расход электродов, увеличить производительность.
Источники информации
1. SU авт. св. 1655682, кл. В 23 К 9/00, БИ 22, 1991.
2. Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкция и размеры. ГОСТ 14098-85. - М., 1986, с.12, 13 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТЫКОВОГО СВАРНОГО СОЕДИНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 2012 |
|
RU2520285C1 |
| СТЫКОВОЕ СВАРНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2481179C2 |
| Способ стыковки арматурных стержней при монтаже железобетонных изделий | 2022 |
|
RU2788667C1 |
| Способ стыкового соединения арматурных стержней | 1985 |
|
SU1296704A1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| Конструкция стыка для сварки с остающейся накладкой | 1975 |
|
SU556916A1 |
| Стыковое соединение железобетонных элементов (его варианты) | 1985 |
|
SU1585475A1 |
| СБОРНО-МОНОЛИТНЫЙ ЖЕЛЕЗОБЕТОННЫЙ БЕЗРИГЕЛЬНЫЙ КАРКАС (ВАРИАНТЫ) | 2015 |
|
RU2588229C1 |
| ШАБЛОН В.Г.ДЕМЧУКА ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ СВАРНЫХ ШВОВ СОЕДИНЕНИЙ | 1991 |
|
RU2032140C1 |
| Способ сварки поперечных стыков фасонных профилей | 1980 |
|
SU948588A1 |

Изобретение относится к сварке и может быть использовано для соединения арматурных стержней электродуговой сваркой в строительстве. Стержни установлены с зазором (0,1-2,0)dн. Вдоль стержней расположены накладки, приваренные продольными швами длиной (2,0-6,5) dн и поперечными длиной (1,1-2,5) dн. Сначала выполняют поперечный шов между торцами стержней от одной накладки к другой с выводом на накладки на величину не менее 0,1 dн с заваркой зазора между стержнями. Затем накладывают продольные швы от периферии к центру стыка, начиная от конца накладки на расстоянии не менее 1 dн, где dн - номинальный диаметр стыкуемых стержней. Достигается получение равнопрочного соединения при снижении трудозатрат. 2 с. и 6 з.п. ф-лы, 11 ил.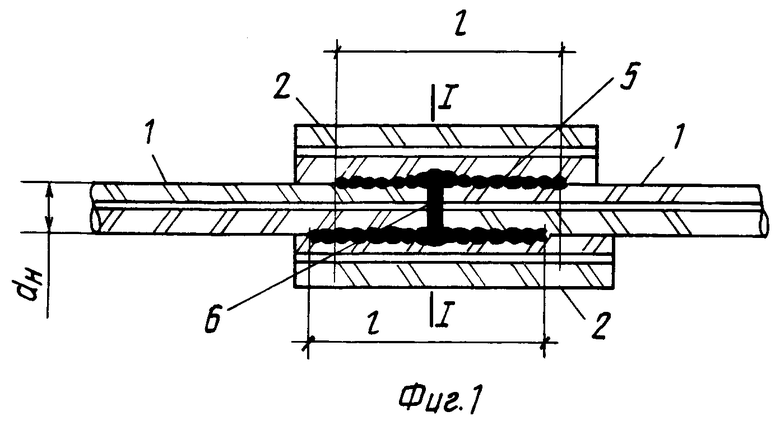
| Соединения сварные арматуры и закладных изделий железобетонных конструкций | |||
| Типы, конструкции и размеры | |||
| Механизм для экрана фототрансформатора | 1928 |
|
SU14098A1 |
| - М., 1986, с.12 и 13 | |||
| Сварка, пайка и термическая резка металлов | |||
| Приспособление для осаждения из продуктов горения у в печенной ими нефти | 1929 |
|
SU19293A1 |
| - М.: Из-во, Стандартов, 1976, с.407 и 408 | |||
| НИКОЛАЕВ Г.А., и др | |||
| Расчет, проектирование и изготовление сварных конструкций | |||
| - М.: Высшая школа, 1971, с.720. | |||

