(5) СПОСОБ ВАННОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ВСТЫК СТЕРЖНЕЙ РАЗНОГО ДИАМЕТРА
. VИзобретение относится ксварке
металлов и может найти применение в строительстве при сварке арматурных стержней.
Известен способ ванной электродуговой сварки встык арматурных стерж- . ней одинакового диаметра в инвентарных медных или графитовых формах. . При этом/инвентарная форма, охватывая концы соединяемых стержней, позволяет удерживать выводимый электросварной расплав между Торцами стержней 1 .
Однако сварка стержней с соотношением их диаметров от 1 до 03 указанным способом не предусмотрена,
Известен способ электрошлаковой сварки, при котором для дополнения меньшего сечения до большего применяются вкладыши. При этом вкладыши .без зазоров подгоняют к дополнительному сечению 2.
Однако при этом трудно обеспечить сброс излишков шлака, появляющегося
при элекгродуговой ванной сварке стержней.
Цель изобретения - улучшение качества сварного соединения путем удаления излишков шлака из зоны сварки,
Поставленная цель достигается тем, что, согласноСпособу сварки встык стержней разного диаметра в инвертарных формах включающему дополнение
10 меньшего свариваемого сечения вкладышами, вкладыши выполняют из нескольких элементов с различным сечением для получения между ними, стенками формы и свариваемым стержнем каналов,
15 сечение которых зависит от состава применяемого шлака.
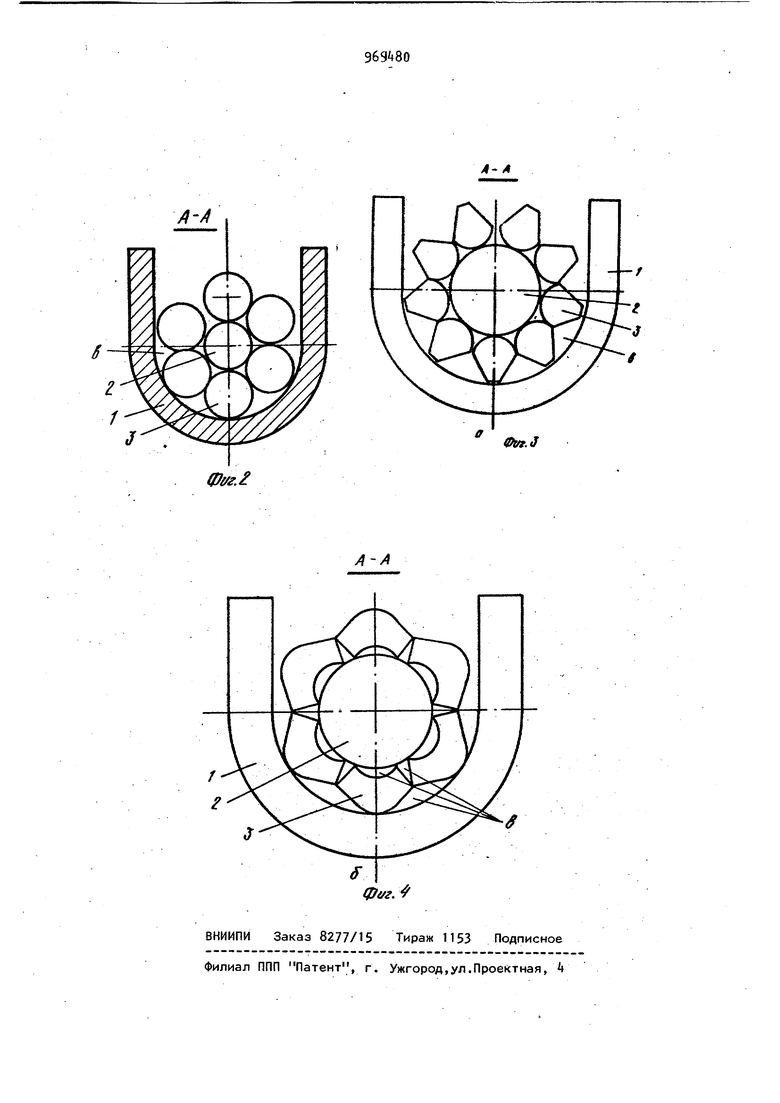
На фиг. 1 представлена схема осуществления способа; на фиг. 2 - сечение А-А на фиг. 1, с цилиндрическими
20 элементами вкладыша; на фиг. 3 - то же, с треугольными элементами вкладышей; на фиг. 4 - то же, с элементами вкладышей в виде уголков. В форму 1 укладывают стержень 2 и элементы вкладышей 3. При этом образуются полости в между вкладышами, стержнем и стенками формы. Форму элементов вкладышей выбирают в зависимости от величины вязкости , поверхностного и межфазного натяжения шлака. Величина этих свойств зависит от системы шлака. В случае применения электродов по рошковых про олок и флюсов на фтористо-кальциевой основе, т.е. солеок сидной системы шлака (УОНИ 13, ПП2ДСК, АНФ-6 и др.), темпе|эатура пла ления шлака которых находится в пределах 1100..., а поверхностное натяжение составляет ЗЮ-.-ЗбО мДж/м элементы вкладышей следует применять круглого сечения. В случаях применения электродов и порошковых проволок на рутиловой основе (АНФ-, 03G-4, МР-3, ПП-1ДСК и др), а также флюса (оксидная система шлака)- температура плавления в интервале 1200... , а поверхностное натяжение при этом 350...40 мДж/м - элементы вкладышей следует применять с поперечным сечением в виде треугольника, уголка, скобы или части кольца. Вкладыши, кроме того, выполняют такие функции, как отвод излишнего тепла вглубь вкладышей и предотвраще
ние тем самым перегрева стержня малого диаметра; удержание ванны расплавленного металла между свариваемыми стержнями; обеспечение соосности свариваемых стержней. Изобретение экономически целесообразно при изготовлении или монтаже узлов и элементов арматуры железобетонных и других стержневых металлоконструкций переменного по длине сечения, при этом расчетный экономический эффект от внедрения этого способа составит ориентировочно 100 тыс. руб. в год. Формула изобретения Способ ванной электродуговой сварки встык стержней разного диаметра в инвертарных формах, при котором меньшее свариваемое сечение дополняют вкладышами, отличающийся тем, что, с целью улучшения качества сварного соединения путем удаления излишков шлака из зоны сварки, вкладыши выполняют из нескольких элементов с различным сечением для получения между ними, стенками формы и свариваемым стержнем каналов, сечение которых выбирают в зависимости от состава применяемого шлака.
/1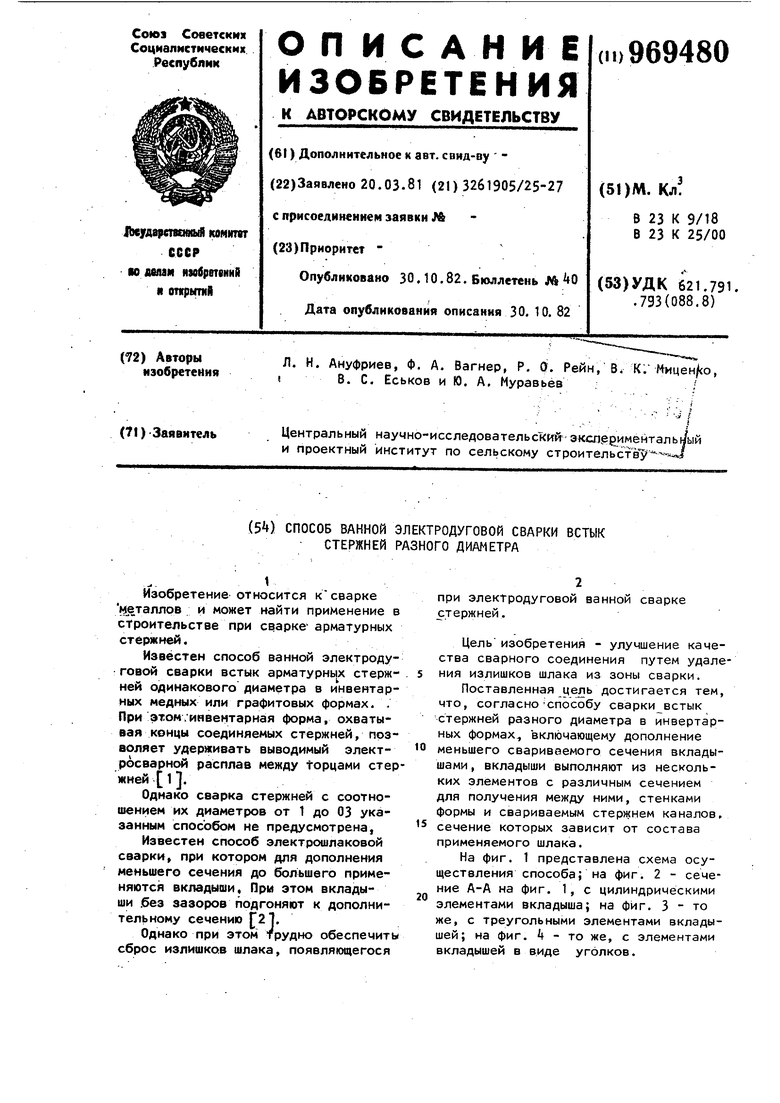
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1995 |
|
RU2086688C1 |
| Сварочный флюс для электрошлаковой сварки легированных сталей | 1981 |
|
SU998064A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2000 |
|
RU2164849C1 |
| Способ подводной мокрой сварки и резки с порошковой проволокой и флюсовой лентой | 2021 |
|
RU2771341C1 |
| Способ контактно-шлаковой сварки | 1981 |
|
SU961903A1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115521C1 |
| Устройство для сварки | 1985 |
|
SU1291325A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 1962 |
|
SU147267A1 |