15
20
11353842
Изобретение относится к гальванотехнике и может использоваться для автоматического измерения и регулирования плотн-ости тока при нанечении гальванических покрытий,, например при гальванической металлизации печатных плат.
Цель изобретения - упрощение уст ройства и повышение качества покрытия.
На фиг; 1 представлена схема устройства при нанесении покрытия на плоские детали; на фиг. 2 - установка контура при обработке объемных деталей, например цилиндрических.
Устройство для автоматического измерения и регулирования плотности тока в гальванической ванне содержит ванну 1, в которую между анодами 2 загружается катодная штанга 3 с деталями,
В ванне устанавливается контур 4, выполненный из диэлектрического не растворяющегося и не взаимодействующего с электролит.ом материала и образующий поверхность, эквидистантную .поверхности подвески с детгшями. На контуре расположены датчики 5 магнитометров, т.е, приборов для измерения напряженности постоянного магнитного поля. Возможно применение феррозондо- вых магнитометров или магнитометров с датчиками Холла, так как датчики этих видов магнитометров малогабаритные и обладают требуемой чувствительностью. Датчики магнитометров расположены так, чтобы их чувствительные оси располагались по периметру подвески. При таком расположении датчиков магнитометры измеряют проекции вектора напряженности магнитного поля, наводимого гальваническим тона контур.
Устройство работает следующим образом.
При загрузке катодной штанги 3 с деталями через- них проходит суммарный гальванический ток I. Если контур с расположенными на нем датчиками магнитометров полностью охватывает поверхнос-. ти деталей, то он полностью охватывает д проходящий через них ток I.
Как известно, линейный интеграл напряженности магнитного поля по замкнутому контуру равен алгебраической сумме охватываемых токов
п
сВн.. cosd dl zZ I
J
В рассматриваемом случае
cosdL dl 1, где Н cos 0 Н - проекция вектора магнитного поля на ,линию контура.
Если измерять проекции вектора магнитного поля на контуре через небольшие расстояния, равные 6,1,
то линейный интеграл напряженности
h
может быть определен как л 1 Y р 30 i--i
Усредненную плотность гальванического тока, проходящего через контур, можно определить как отношение i 4/3, где I - гальванический ток, прохо- 35 дящий через контур; S -площадь, охватываемая контуром. Отсюда усредненная плотность гальванического тока определяется по формуле
40
ul
S
i:i
i
(1)
ком,
I
, При нанесении гальванических пок- .рытий на плоские детали, например печатные платы, контур устанавливается согласно фиг. 1, а при обработке объемных деталей, например цилиндрических, - согласно фиг. 2. Выходы датчиков 5 магнитометров подключены к блоку 6 определения средней плотности тока, последовательно соединенному с блоком 7 переработки сигналов
В блоке 6 определения средней 45 плотности тока рассчитывается средняя катодная плотность тока гальванической ванны по формуле (1), где & - коэффициент, определяемый расстоянием между датчиками магнитометров; S - коэффициент, определяемый
50
площадью контура подвески; Ну.
- выходной сигнал датчика магнитометра; п - количество датчиков магнитометров, закрепленных на контуре под- датчика, блоком 8 регулирования плот- 55 вески.
ности тока, регулируемым источником 9 Сигнал, с выхода блока определения питания. Соединительные провода от средней плотности тока усиливается да /чиков магнитометров прокладывают ;В блоке 7 переработки сигналов и пос- в гиде жгутов по контуру,тупает в блок В регулирования плотУстройство работает следующим образом.
При загрузке катодной штанги 3 с деталями через- них проходит суммарный гальванический ток I. Если контур с расположенными на нем датчиками магнитометров полностью охватывает поверхнос-. ти деталей, то он полностью охватывает проходящий через них ток I.
Как известно, линейный интеграл напряженности магнитного поля по замкнутому контуру равен алгебраической сумме охватываемых токов
п
сВн.. cosd dl zZ I
J
В рассматриваемом случае
cosdL dl 1, где Н cos 0 Н - проекция вектора магнитного поля на линию контура.
Если измерять проекции вектора магнитного поля на контуре через небольшие расстояния, равные 6,1,
то линейный интеграл напряженности
h
может быть определен как л 1 Y р i--i
Усредненную плотность гальванического тока, проходящего через контур, можно определить как отношение i 4/3, где I - гальванический ток, прохо- дящий через контур; S -площадь, охватываемая контуром. Отсюда усредненная плотность гальванического тока определяется по формуле
ul
S
i:i
i
(1)
В блоке 6 определения средней 45 плотности тока рассчитывается средняя катодная плотность тока гальванической ванны по формуле (1), где & - коэффициент, определяемый расстоянием между датчиками магнитометров; S - коэффициент, определяемый
50
площадью контура подвески; Ну.
- выности тока 8. В этом блоке заданное значение плотности тока сравнивается с расчетным значением i, и в случае рассогласования сигналов выдается команда на регулируемый источник 9 питания для устранения рассогласования путем увеличения или уменьшения тока ванны.
Технико-экономический эффект применения предлагаемого устройства по сравнению с известным заключается в повышении равномерности и качества гальванических покрытий деталей. Это достигается за счет того, что в устройстве усраняется искажение электрического поля в плоскости деталей за счет отсутствия датчиков в этой плоскости, и картина распределения силовых линий электрического поля более равномерно, что, в свою очередь, приводит к повышению равномерности гальванических покрытий деталей. Так как в плоскости деталей в устройстве отсутствуют секции сетки и датчики, расположенные в узлах этих секций, то устраняется возможность перекрытия поверхности покрытия деталей датчиками и секциями сетки, которое может привести к непокрытию отдельных участков деталей, т.е. повышается качество
0
5
покрытия деталей. Кроме того, упрощается устройство для автоматического измерения и регулирования плотности тока по сравнению с известным, так как уменьшается количество датчиков, упрощается подвеска для их закрепления и уменьшается количество соединительных проводов от датчиков.
Формула изобретения Устройство для автоматического измерения и регулирования плотности тока в гальванической ванне, содержащее датчики, расположенные на подвеске, выполненной из диэлектрического материала и образующей поверхность, эквидистантную контуру подвески с деталями, и последовательно соединенные блок определения средней плотности тока, блок переработки сигналов датчика, блок регулирования плотности тока, регулируемый источник питания, отличающееся тем, что,
5 с целью упрощения устройства и повышения качества покрытия, подвеска для датчиков выполнена в виде контура, охватывающего подвеску с деталями, а датчики выполнены в виде магни тометров, чувствительные оси которых расположены по периметру подвески.
5 Ч
Фиг. г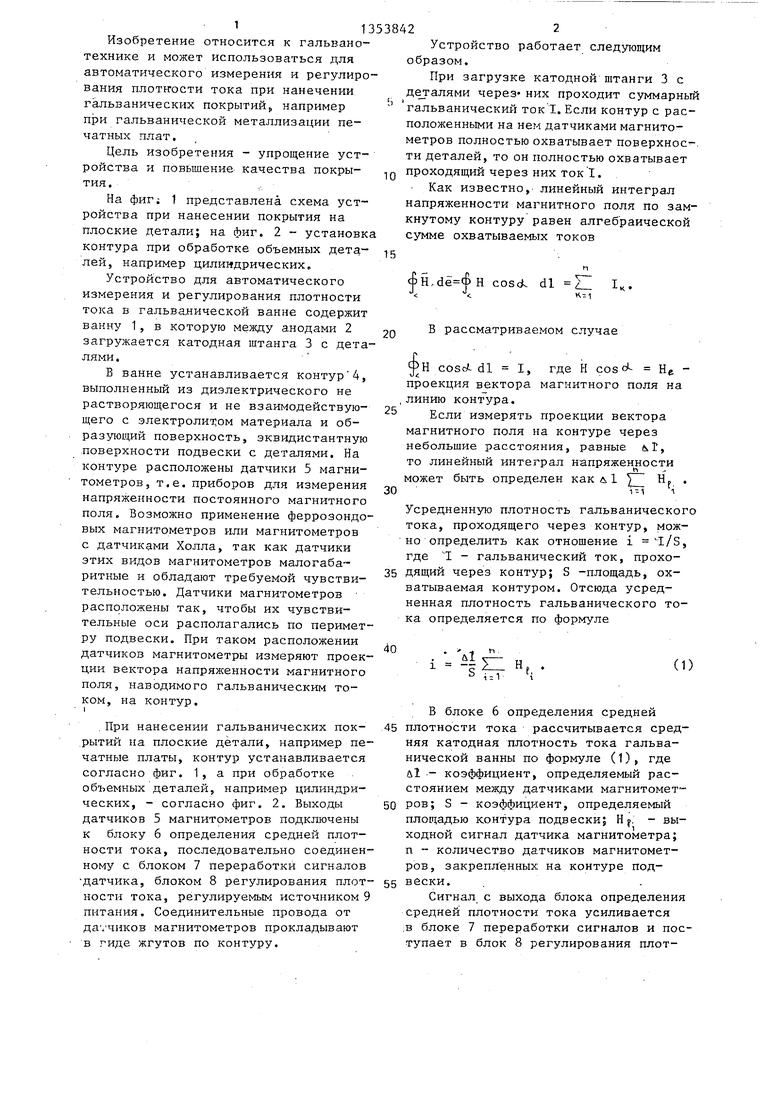
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического контроля плотности тока при гальванических процессах | 1975 |
|
SU565080A1 |
| Устройство для автоматического регулирования плотности тока в гальванической ванне | 1979 |
|
SU773155A1 |
| Установка для нанесения гальванических покрытий | 1983 |
|
SU1113433A1 |
| Устройство для автоматического регулирования плотности тока в гальванической ванне | 1980 |
|
SU889754A1 |
| Установка для гальванической обработки изделий в многопозиционных ваннах | 1989 |
|
SU1661251A1 |
| Способ электрохимической обработки ферромагнитных деталей и подвеска для установки ферромагнитных деталей | 1988 |
|
SU1608252A1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ В ВАННЕ С ДОПОЛНИТЕЛЬНЫМИ ЭЛЕКТРОДАМИ | 2019 |
|
RU2719050C1 |
| Устройство контроля и автоматического регулирования плотности тока в гальванической ванне | 1985 |
|
SU1271917A1 |
| Устройство контроля и автоматического регулирования плотности тока в гальванической ванне | 1975 |
|
SU565955A1 |
| Устройство для питания гальванических ванн импульсным током | 1990 |
|
SU1789576A1 |
Изобретение относится к гальванотехнике и может быть использовано для автоматического измерения и регулирования плотности тока- для нанесения гальванических покрытий. Цель изобретения - упрощение устройства и повышение качества покрытия. Устройство содержит ванну 1, в которую между анодами 2 загружается катодная штанга 3 с деталями. В ванне устанавливают контур 4, на котором расположены датчики магнитометров 5. При загрузке в гальваническую ванну катодной штанги 3 с деталям и датчики магнитометров 5 измеряют проекции вектора магнитного поля на линию контура, а в блоке 6 определяется средняя плотность тока, значение которой поступает в регулятор 8, который устраняет воз- никшее несоответствие между заданным значением плотности тока и измеренным значением путем увеличения или уменьшения тока ванны с помощь регулируемого источника питания 9, Упрощение устройства и повышение качества покрытия достигается за счет того, что подвеска для датчиков выполнена в виде контура, охватывающего подвеску с деталями, а датчики выполнены в виде магнитометров, чувствительные оси которых расположены по периметру подвески. 2 ил. i (Л со ел СО эо hO
Редактор В. Петраш Заказ 5673/26
Составитель С. Пономарев
Техред М.Ходанич Корректор М. Максимишинец
Тираж 613Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство контроля и автоматического регулирования плотности тока в гальванической ванне | 1975 |
|
SU565955A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для автоматического измерения и регулирования плотности тока в гальванической ванне | 1984 |
|
SU1252736A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
