1
Изобретение относится к области контроля гальванических процессов, в частности контроля плотности тока на деталях, подвергаемых гальванической обработке.
Известны способы измерения плотности тока в электролитических ваннах. К ним относятся измерение тока, протекающего по пластине известной площади, завешиваемой в ванну вместе с деталями, п измерение тока, протекающего между анодом и заземленным корпусом ванны 1, 2. Однако указанные способы не находят широкого применения в первом случае из-за необходимости частой смены эталонных пластин, которые быстро покрываются и изменяют габаритные размеры, и необходимости расположения их в строго определенном месте ванны, и во втором случае вследствие низкой точности измерений, обусловленной неудовлетворительным соответствием плотности тока в ванне и плотности тока на деталях из-за характера распределения электрического поля в ванне и отличий напряжения анод-корпус от напряжения анод-деталь, что вызвано дополнительными падениями напряжений на токоподводах катодной штанги. Кроме того, эксплуатационные характеристики применяемых устройств неудовлетворительны вследствие быстрого изменения электрохимических свойств участка ванны, через который протекает электрический ток, и соответствующего изменения распределения тока в ванне.
Целью изобретения является повышение точности определения катодной плотности тока и улучшение эксплуатационных характеристик. Это достигается тем, что одновременно с загрузкой деталей в ванну вводится «свидетель в виде пластины, электрически соединенной с катодом ванны, а катодная плотность определяется по току, протекающему через поверхность «свидетеля, ограниченную площадью внутреннего окна бесконтактного датчика.
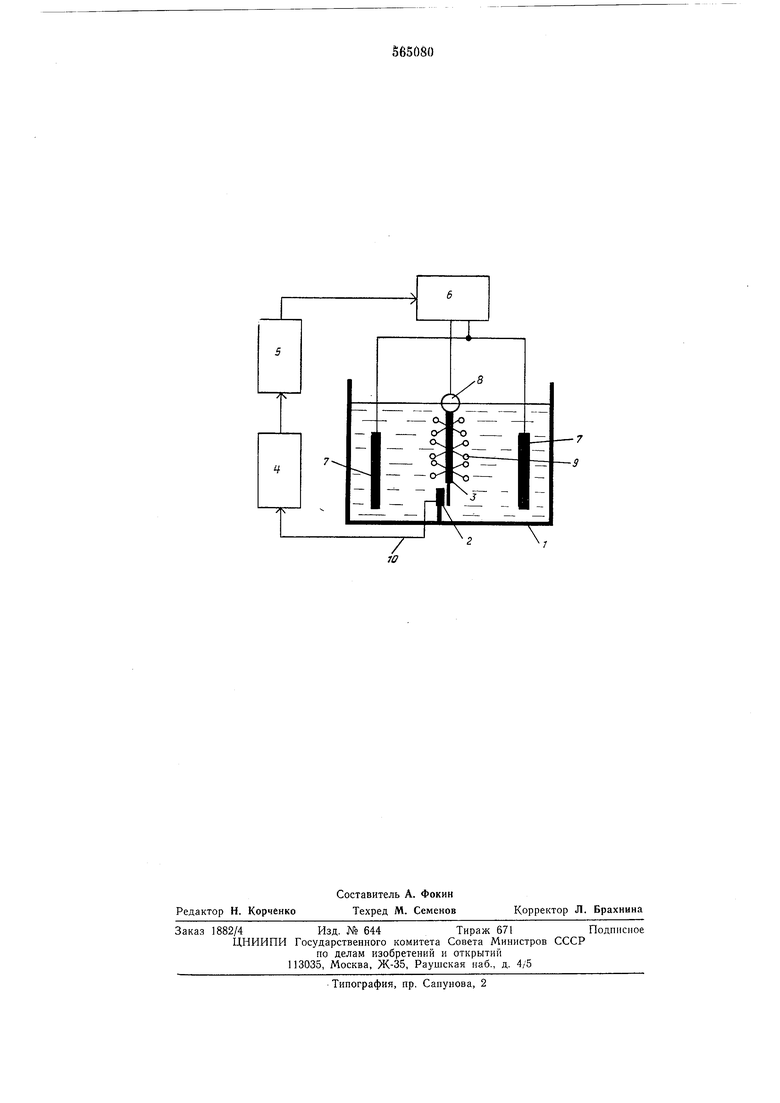
Сущность способа поясняется чертежом, где 1 - ванна с электролитом; 2 - бесконтактный датчик; 3 - «свидетель, представляющий собой плоскую электропроводную пластину постояпной известной толщины; 4 - блок переработки сигналов датчика; 5 - блок регулирования плотности тока; 6 - регулируемый источник питания; 7 - аноды; 8 - катодные штанги; 9 - детали, подвергаемые обработке; 10 - соединительные провода. «Свидетель 3 устанавливают в ванну 1
одновременно с загрузкой деталей 9 на минимально допустимом расстоянии от окна жестко закрепленного бесконтактного датчика 2. При подключении между анодами 7 и катодной штангой 8 постоянного напряжения в
ванне протекает электрический ток, который
распределяется между покрываемыми деталями и «свидетелем, причем ток, протекающий через впутреннее окно бесконтактного датчика 2, характеризует среднюю плотность тока на участке «свидетеля, находящегося против этого окна.
Выходной сигнал бесконтактного датчика поступает в блок 4 переработки сигналов, а усиленный сигнал направляется в блок 5 регулирования плотности тока, с выхода которого подается сигнал на регулируемый источник 6 питания. Выходное напряжение источника питапия увеличивается или уменьшается так, что средний катодный ток становится равным номинальной заданной величине.
При изменении температуры электролита, его концентрации или при изменении площади загружаемых деталей изменяется сигнал с выхода бесконтактного датчика, а система регулирования соответственно изменяет выходное напряжение регулируемого источника питания и автоматически восстанавливает заданный средний катодный ток.
Таким образом, осуществляется непрерывный процесс измерения и регулирования катодной плотности в заданных технологическим процессом пределах.
Закрепление в ванне бесконтактного датчика и введение «свидетеля, устанавливаемого так, что обеспечивается параллельное располол ;ение датчика относительно «свидетеля на постоянном определенном расстоянии, позволяет измерять плотность тока при загрузке деталей в ванну вручную или автоматически автооператором, повысить точность измерения и регулирования, исключить влияние на показания датчика геометрии деталей
и нх расположения относительно датчика, упростить изготовление «свидетеля, так как его площадь не влияет на точность измерения. При использовании данного способа легко
реализуются высоконадежные и точные устройства автоматической установки заданной плотности тока на деталях, так как единственным перемещаемым элементом является «свидетель, который находится в тех же условиях, что и детали, подвергаемые гальванообработке.
Формула изобретения
Способ автоматического контроля плотности тока при гальванических процессах, основанный на измерении тока, протекающего через фиксированную площадь внутреннего окна магнитного усилителя, являющегося бесконтактным датчиком плотности тока, отличающийся тем, что, с целью повышения точности определения катодной плотности тока и улучщения эксплуатационных характеристик, одновременно с загрузкой деталей в
ванну вводится «свидетель в виде пластины, электрически соединенной с катодом ванны, а катодная плотность тока определяется по току, протекающему через поверхность «свидетеля, ограниченную площадью внутреннего
окна бесконтактного датчика.
Источники информации, принятые во внимание при экспертизе
1.Короленко Н. К. Источники и регулирование тока в цехах электрохимической обработки металлов. М.-Л., Энергия, 1964, с. 154.
2.Авторское свидетельство № 362071, кл. С 25D 21/12, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля и автоматического регулирования плотности тока в гальванической ванне | 1975 |
|
SU565955A1 |
| Устройство контроля и автоматического регулирования плотности тока в гальванической ванне | 1985 |
|
SU1271917A1 |
| Устройство контроля и автоматического регулирования плотности тока в гальванической ванне | 1980 |
|
SU899735A1 |
| Установка для гальванической обработки изделий в многопозиционных ваннах | 1989 |
|
SU1661251A1 |
| Способ измерения плотности тока в электролите | 1990 |
|
SU1770460A1 |
| Устройство автоматического регулирования плотности тока в конвейерной линии гальванического осаждения металла | 1983 |
|
SU1098979A1 |
| Устройство для автоматического измерения и регулирования плотности тока в гальванической ванне | 1986 |
|
SU1353842A1 |
| Способ автоматического управления процессами электроосаждения | 1982 |
|
SU1048005A1 |
| Устройство для автоматического измерения и регулирования плотности тока в гальванической ванне | 1984 |
|
SU1252736A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ | 1973 |
|
SU362071A1 |