Изобретение относится к станкостроению и может найти применение на миогоинструментальных металлорежущих станках, станках с ЧПУ и автоматических линиях.
Цель изобретения - повьшение производительности труда и точности определения износа инструмента путем формирования непрерьшного сигнала учета колебаний напряжения сети и температуры электродвигателя.
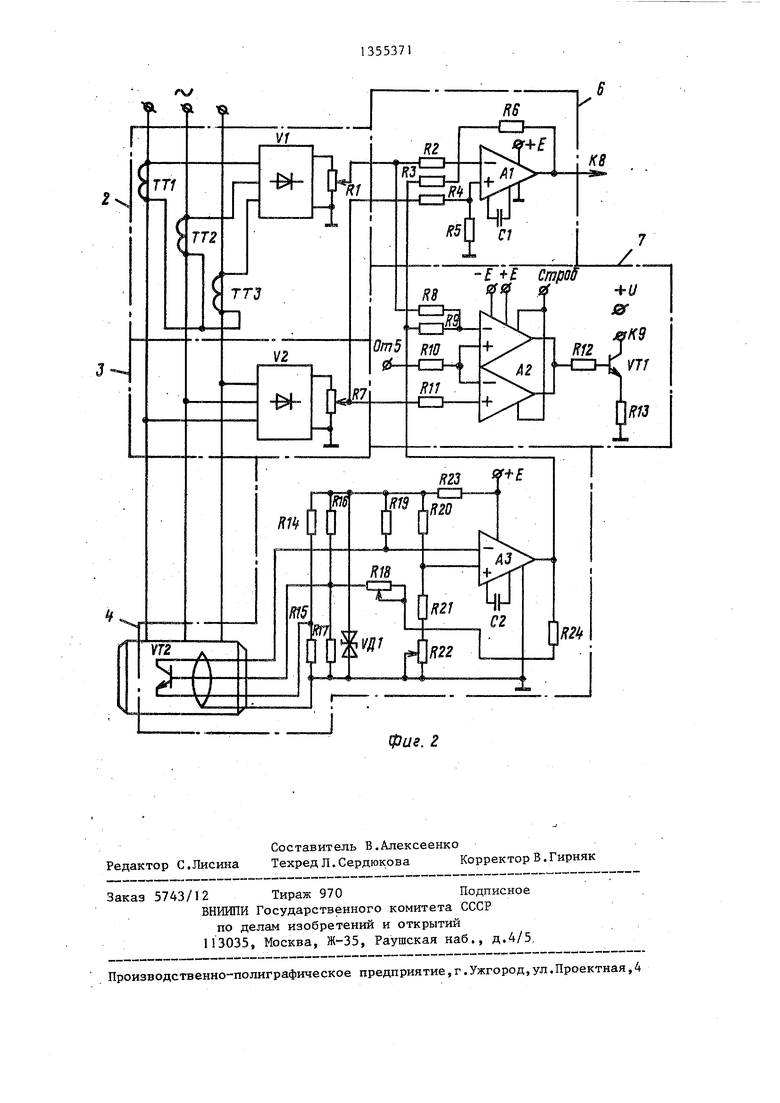
На фиг.1 изображена структурная схема предлагаемого устройства; на фиг.2 - часть принципиальной схемы.
Устройство содержит производственный механизм 1 , датчик 2 тока,датчик 3 напряжения, датчик 4 температуры, регулируемый источник 5 опорного напряжения, сумматор 6, компаратор 7 первый преобразователь 8 напряжения в частоту, первый исполнительный механизм 9, второй преобразователь 10 напряжения в частоту, квадратурный фильтр 1, первый цифровой блок 12 отсчета, второй исполнительный механизм 13, второй блок 14 отсчета.
На фиг.2 приняты следующие обоз- начения: ТТ1 , ТТ2, ТТЗ - трансформа;- торы тока; VI, V2 - блоки выпрямления датчиков тока и напряжения соответственно . .
В качестве датчика 2 тока используют трансформаторы тока ТТ1, ТТ2, ТТЗ, преобразующие величину тока каждой фазы устройства в пропорциональную ей величину напряжения, в зависимости от величины нагрузки (М.) , которое вьшрямляется блоком выпрямления VI и поступает на вход суммирующей цепи, образованной резистором R1, выход которой соединен с инвертирующим входом сумматора 6 (причем выходное напряжение блока выпрямления V1-U.J пропорционально среднему значению тока на входе суммирующей цепи) .
Датчик 3 напряжения образован напряжением питания производственного механизма 1 и блоком выпрямления V2, который включает понижающие трансформаторы. Датчик 3 напряжения образует напряжение подвижного порога срабатьшания, приложенное к неинвертирующим входам операционных усилителей А1 и А2. Для точного соответствия зависимости напряжения, снимаемого с датчика 3 напряжения требуемо
,му, производят калибровку регулировкой резистора R2.
В качестве датчика 4 температуры асинхронного двигателя производственного механизма 1 применена самонастраивающаяся мостовая схема с использованием термочувствительного элемента, выполненного в виде вынесен10 ного кремниевого транзистора с малыми значениями обратных токов насыщения через эмиттерный и коллекторный, переходы. В схеме используется пря- мопропорциональная зависимость на15 пряжения база-эмиттер кремниевого транзистора от температуры. Выходной сигнал сумматора 6 о текущем износе инструмента получают путем суммирования выходных сигналов датчика то- 20 ка и, и температуры U на инвертирующем, а выходного сигнала датчика напряжения Uy - на неинвертирующем входах операционного усилителя А1. Регулирование напряжения U-j потенцио25 метром RI и напряжения 11 потенциометром R7 осуществляют аналогично указанному при рассмотрении работы компаратора 7. Выходной сигнал компаратора 7 на продолжение работы или
30 останов производственного механизма 1 получают суммированием выходных сигналов датчиков тока U-j и температуры и на инвертирующем входе компаратора. Эти сигналы образуют верх- 35 ™ порог срабатывания компаратора Upg. Выходной сигнал датчика напряжения b lj , образующего нижний подвижный порог срабатьюания и„ , суммируП Н
ют на неинвертирующем входе компара40 тора. Напряжение сравнивают с напряжением сигнала U. , несущим информацию о задаваемом износе инструмента и снимаемым с регулируемого источника 5 опорного напряжения. На45 пряжение U-j регулируют потенциометром R1 таким образом, чтобы суммарное напряжение U-j + U удовлетворяло механической характеристике электродвигателя производственного меха50 низма I с учетом запаса по току и температуре. Напряжение U регулируют потенциометром R7 так, чтобы его зависимость от М производственного механизма 1 повторяла механичес55 кую характеристику двигателя производственного механизма 1 для среднего допустимого тока через него в зависимости от Mj, с учетом запаса по току.
, выходной сигнал О. Если на вход
Компаратор 7 имеет вход с гробиро- вания,, на котором подается сигнал от внешнего источника питания (например, от системы управления производственным механизмом 1 при запуске программы на станке с ЧПУ). При этом учитьшают, что, если на вход строби- рования подан О компаратора равен
стробирования подан сигнал +4 В, то выходной сигнал .порогового элемента ограничен уровнем 3,ЗВ. После включения строба компаратор 7 готов к
работе.
I
Выходной сигнал U,(t) первого преобразователя 8 напряжения в частоту, стабилизированный по амплитуде и про- порц;иональньй U, (t)U, cos-(o,t, приходит соответственно на первый вход квадратурного фильтра 11 и через выделитель нуля и дешифратор на счетный вход реверсивного счетчика перво20 на его входах трех сигналов: сигнала U.J, снимаемого с датчика 2 тока, величина которого пропорциональна величине нагрузки Mj,, возникающей при взаимодействии обрабатьшающего инс- го цифрового блока 12 отсчета. На
второй вход квадратурного фильтра „ ..«..м-„,х.„« .. , поступает сигнал U.(t) второго пре- трумента с обрабатьтаемои деталью;
сигнала U, снимаемого с датчика 4 температуры. При увеличении температуры производственного механизма 1
образователя 10 напряжения в частоту, стабилизированньш по амплитуде и пропорциональный и,, (t)U-cosco,t, причем значение опорной частоты второго пре- ,„ снижается его мощность п уменьшается образователя 10 напряжения в частоту - компенсации указанного сиг- устанавливают регулируемым источником опорного напряжения в зависимости от физических свойств от М., задаваемого технологией обработки или исъ
налы U.J и UT складьтаются; сигнала lS, снимаемого с датчика 3 напряжения. При уменьшении напряжения питания производственного механизма 1
опытн1к дан нГкГо5а а з ан- его мощность и М, уменьшаются (что уных сигнала U, и U поступают на противоположно по действию темпера 1.
вход квадратурного фильтра 11, выходной сигнал которого U, вьщеления сос- ставляющей (0 - со, , равньш Uj(t) (,)t при фиксированной частоте са второго преобразователя 10 напряжения в частоту, соответствует определенному значению М,, соответствздащему М при затс
жутцем инструменте и М М на велического состояния.
туры). Поэтому сигнал UL,, подавае- мьй на неинвертирующий вход сумматора 6, вычитают из суммы сигналов 40 Uj +-U, подаваемых на инвертирующий вход сумматора 6.
Сравнение сигнала о текущем износе инструмента с сигналом, соответст- ответствующему М, при заточенном ре- .Ующем износу инструмента до крити Х UQ DOrrTJ-
чину степени износа режущего инструмента. Это соответствует определенному напряжению на обмотке статора двигателя производственного механиз- „ инстрз мента с обрабатываемой деталью ма 1 и соответствующей определенной пропорционально двигателя или М частоте to, первого преобразователя 8 производственного механизма 1. Чем
больше изнашивается инструмент в процессе обработки, тем большим стано, соответственно, сигнал . на выходе датчика 2 тока увеличивается. Значение напряжения U,. , сот ответств ющее износу .инструмента до
Сигнал о текущем износе инструмента получают с выхода сумматора 6, так как взаимодействие обрабатывающего
напряжения в частоту и вблизи частоты coi вызывает скачок амплитуды выходного напряжения в виде резонансной кривой с узкой полосой пропускания, достаточного для срабатывания исполнительного механизма 13, заменя-
вится Mj,
и
ющего обрабатывающий инструмент.
критического состояния, устанавливаОдновременно сигнал квадратурного фильтра 1I поступает на нулевые входы реверсивных счетчиков первого j
12 и второго 14 блоков отсчета,сбра- сьшая их показания. Перестраивая
частоту (0 второго преобразования 10 напряжения в частоту регулированием напряже ния регулируемого источника 5 опорного напряжения, получают возможность устанавливать степень износа обрабатьшающего инструмента, при которой обработка ведет к браку, т.е. максимально допустимую степень износа.
Способ определения износа инструмента включает получение сигнала о текущем износе инструмента. Сигнал о текущем износе инструмента получают на выходе сумматора 6 сравнением
на его входах трех сигналов: сигнала U.J, снимаемого с датчика 2 тока, величина которого пропорциональна величине нагрузки Mj,, возникающей при взаимодействии обрабатьшающего инс- ..«..м-„,х.„« .. , трумента с обрабатьтаемои деталью;
снижается его мощность п уменьшается - компенсации указанного сиг-
ъ
налы U.J и UT складьтаются; сигнала lS, снимаемого с датчика 3 напряжеческого состояния.
Сравнение сигнала се инструмента с сиг Ующем износу инстру
инстрз мента с обрабатываемой деталью пропорционально двигателя или М производственного механизма 1. Чем
Сигнал о текущем износе инструмента получают с выхода сумматора 6, так как взаимодействие обрабатывающего
. на вых вается. З ответств
вится Mj,
и
критического состояния, устанавливается регулируемым источником 5 опор- .ного напряжения, преобразуется в частотный сигнал вторым преобразователем 10 напряжения в частоту и подается на второй вход квадратурного фильтра 11 и на второй блок 14 отсчета, где его значение отображается в цифровой форме. Выходной сигнал сумматора 6, характериззтощий сигнал о теку1цем износе инструмента, преобразуется в частотньй сигнал первым преобразователем 8 напряжения в частоту и подается на первьш вход квад- ратурного фильтра 11 и на первьй блок .12 отсчета, где его значение контролируется. Равенство частот со, и tOj на выходе квадратурного фильтра 11, соответствующее достижению сигналом, снимаемым с сумматора 6, критического износа инструмента, вызывает скачок амплитуды вьпсодно.го напряжения квадратурного фильтра 11, достаточньш для срабатьгоания первого исполнительного механизма 9, производящего замену обрабатьшающего инструмента.
Получение сигнала на продо.пжение работы или на останов производственного механизма 1 получают сумми- рованием выходных сигналов датчика 2 тока и датчика 4 температурыд т.е U-j и и на инвертирующем входе компаратора 7 Сигналы U.J и U образуют верхний порог Uf,e, компаратора 7. . Выходной сигнал U|j датчика 3 напряжения образует нижний порог Ипц сра- батьшания компаратора 7. Напряжение и„ц и Uf, сравнивают с напряжением регулируемого источника 5 опорного напряжения, несзпцего информацию о ве личине критического изцоса инструмента. Сигнал на отключение производственного механизма 1 на выходе компаратора 7 появляется при II т.е. Upg и Upi .задают интервал попадания сигнала 11. Выходной сигнал компаратора 7 поступает на первьй исполнительный механизм 9, отключающий производственный механизм I, что происходит при резком увеличении М производственного механизма 1 вследствие, например, выкрашивания обрабатьшающего инструмента и резком падении или отключении напряжения сети
Ф- о р м у л а изобретения
I, Способ определения износа инструмента, при котором получают сигнал о текущем износе инструмента пу-| тем измерения тока в приводе инстру-| мента, сравнивают сигнал о текущем I износе инструмента с сигналом, соот- ветствутощим износу инструмента до критического состояния, и получают сигнал на продолжение обработки или на смену инструмента, отличаю0 щ и и с я тем, что, с целью повьщ1е- ния производительности труда и точности определения износа инструмента, дополнительно измеряют напряжение питания и температуру в приводе
5 инструмента, а сигнал на продолжение работы или на останов производственного механизма получают сравнением задаваемого износа инструмента с верхним порогом срабэ.тьшания, полу0 ча.емым суммированием сигналов о величинах тока и температуры, и нижним порогом срабатьюания, образуемым сигналом о величине напряжения, а сиг- нал о текуьцем износе инструмента по5 лучают путем сзжмировання сигналов о величинах тока и температуры и вычитания сигнала о величине напряжения .
0 2, Устройство для определения износа инструмента, содержащее производственный механизм с датчиком тока в приводе, сумматор и исполнительные механизмы, о тличающе,- е с я тем, что, с целью повьшения производительности труда и точности определения износа инструмента, оно снабжено датчиками напряжения и температуры в приводе, регулируемым ис0 точником опорного напряжения, компаратором, первым и вторым преобразователем напряжения в частоту, квадратурным фильтром, первым и вторым цифровым отсчетным устройством, при5 чем выход датчика тока соединен с входами сумматора, и компаратора, выход датчика напряжения соединен с входом сумматора и входом компаратора, выход датчика температуры соеди0 нен с входами сумматора и компарато- . ра, выход регулируемого источника опорного напряжения соединен с входом компаратора и входом второго преобразователя напряжения в частоту,
5 выходы сумматора и компаратора соединены соответственно с входами первого преобразователя напряжения в частоту и первого исполнительного механизма, выход первого исполнительного механизма соединен с входом производственного механизма выход первого преобразователя напряжения в частоту соединен со счетным входом первого цифрового блока отсчета и с входом квадратурного фильтра, выход второго преобразователя напряжения в частоту соединен
13
5371 8
с входом квадратурного фильтра и со счетным входом второго цифрового блока отсчета, вход второго исполнительного механизма соединен с выходом квадратурного фильтра и с входами сброса нуля первого и второго цифровых блоков отсчета,а выход - с первым входом производственного механизма.
фиг. f
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Преобразователь кода в угол поворота вала | 1988 |
|
SU1547070A2 |
| Устройство электропитания с компенсацией искажений токов и напряжений системы электропитания | 1987 |
|
SU1576979A1 |
| Система программного управления инерционным вибропресс-молотом | 1986 |
|
SU1366271A1 |
| Преобразователь угла поворота вала в код | 1990 |
|
SU1758875A1 |
| Вентильный электродвигатель | 1989 |
|
SU1767638A1 |
| Вентильный электродвигатель | 1985 |
|
SU1336186A1 |
| УСТРОЙСТВО ОБНАРУЖЕНИЯ МЕТАЛЛИЧЕСКИХ ПРЕДМЕТОВ | 2006 |
|
RU2321069C1 |
| УСТРОЙСТВО УСКОРЕННОЙ СИНХРОНИЗАЦИИ ПРИЕМНИКА ШУМОПОДОБНЫХ СИГНАЛОВ С МИНИМАЛЬНОЙ ЧАСТОТНОЙ МАНИПУЛЯЦИЕЙ | 2011 |
|
RU2446560C1 |
| УСТРОЙСТВО ОБНАРУЖЕНИЯ И КЛАССИФИКАЦИИ МЕТАЛЛИЧЕСКИХ ПРЕДМЕТОВ | 2006 |
|
RU2331113C2 |
| УСТРОЙСТВО АНАЛОГО-ЦИФРОВОГО ПРЕОБРАЗОВАНИЯ | 1992 |
|
RU2042269C1 |
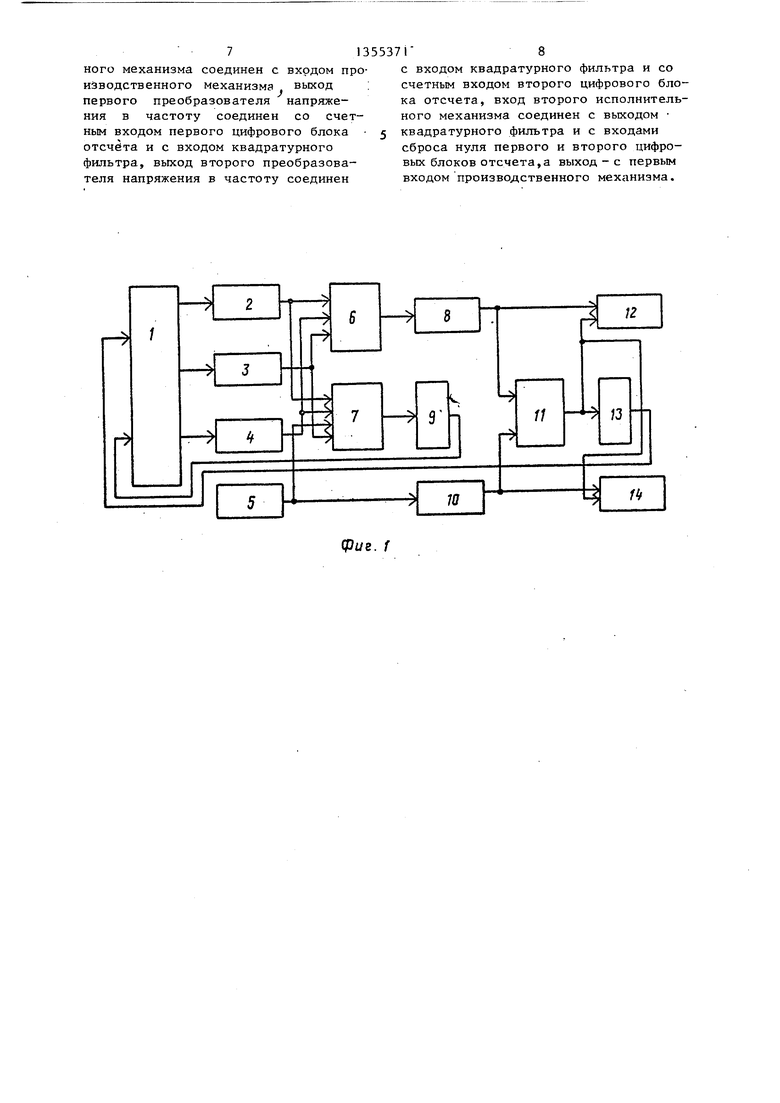
Изобретение относится к станкостроению и предназначено для применения на металлорежущих станках. Цель изобретения - повьшение производительности труда и точности определения износа инструмента. Для определения износа инструмента измеряют ток, напряжение и температуру в приводе производственного механизма. Сигнал на продолжение работы или на останов производственного механизма получают сравнением задаваемого износа инструмента с верхним порогом .срабатьшания, получаемым суммированием сигналов о величинах тока и температуры, и нижним порогом срабатывания, образуемым сигналом о в.ели- чине напряжения, а сигнал о текущем износе инструмента получают путем суммирования сигналов о величинах тока и температуры и вычитания сигнала о величине напряжения. Устройство снабжено датчиком тока, датчиком напряжения, датчиком температуры, регулируемым источником опорного напряжения, компаратором, первым и вторым преобразователем напряжения в частоту, квадратурным фильтром, первым и вторым цифровым отсчетным устройством, причем выходы производственного механизма соединены соответственно с входами датчика тока, датчика напряжения и датчика температуры, выход датчика тока соединен с первыми . входами сумматора и компаратора, выход датчика напряжения соединен с , третьим входом сумматора и четвертым входом компаратора, выход датчика температуры соединен с вторьми входами сумматора и компаратора, выход регулируемого источника опорного напряжения соединен с третьим входом компаратора и входом второго преобразователя напряжения в частоту, выходы сумматора и компаратора соединены соответственно с входами первого преобразователя напряжения в частоту и первого исполнительного механизма, выход первого исполнительного механизма соединен с вторым входом производственного механизма, выход первого преобразователя напряжения в частоту соединен со счетным входом первого цифрового блока отсчета и с первым входом квадратурного фильтра, выход второго преобразователя напряжения в частоту соединен с вторым входом квадратурного фильтра и со счетным входом второго цифрового блока отсчета, вход второго исполнительного механизма соединен с выходом квадратурного фильтра и с входами сброса первого и второго цифровых блоков отсчета, а выход - с первым входом производственного механизма. 2 с.п.ф-лы, 2 ил. (Л 00 сд ел со 
| Авторское свидетельство СССР, | |||
| по заявке № 3689825,кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
