1 13
Изобретение относится к машиностроению, в частности к конструкции систем управления оборудования для обработки давлением.
Целью изобретения является расширение технолог.ических возможностей и улучшение условий обслуживания путем обеспечения возможности программирования управления,
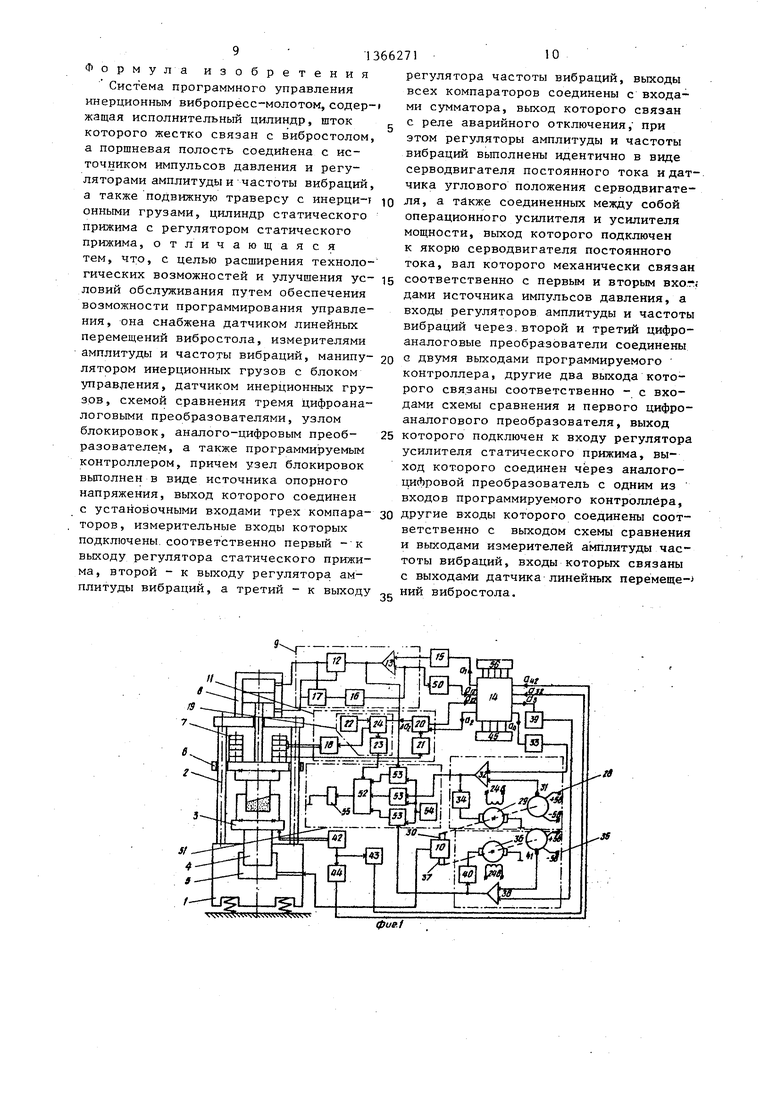
На фиг.1 показана конструктивная блок-схема системы управления инерционным вибропресс-молотом; на фиг.2 - датчик инерционных грузов и схема сравнения; на фиг.З - блок-схема про- граммируемого контроллера.
Инерционный вибропресс-молот состоит из станины 1-е колоннами 2, вибростола 3, связанного с поршнем 4 рабочего цилиндра 5, подвижной тра- версы 6 с инерционными грузами 7 и цилиндра 8 статического прижима, шток которого жестко соединен с подвижной траверсой 6. Полости цилиндра 8 статического прижима соединены с регу- лятором 9 статического прижима, а рабочий цилиндр 5 с источником 10 импульсов давления. Наборные инерционные грузы 7 установлены на подвижной траверсе 6 с возможностью съема при помош,и устройства 1 1 управления инерционными грузами.
Регулятор 9 статического прижима состоит из электрогидравлического . преобразователя 12, обеспечивающего заданный перепад давлений в полостях цилиндра. 8 пропорционально величине и знаку сигнала управления, подаваемого с выхода первого операционного усилителя 13, прямой вход которого соединен с выходом программируемого контроллера 14, через первый цифроа- налоговый преобразователь 15, а инвертированный вход связан с тензоуси лителем 16 и датчиком 17 нагрузки, выполненным в виде тензорезисторного дифференциального датчика давления.
Устройство 11 управления инерционными грузами состоит из манипулятора 18, установленного рядом с вибро- пресс-мблотом таким образом, что траверса 6 находится в зоне действия его исполнительнО ГО органа, блока 19 управления схемы 20 сравнения и дат-j чика 21 инерционных грузов. Блок 19 управления состоит из накопителя 22, пульта 23 управления работом и, связанным с ними, командного блока 24,
g
0 5 о
о
5
0
5
первый выход которого связан с входом манипулятора 18.
Датчик 21 инерционных грузов представляет собой набор из восьми пар свето- и фотоэлементов 25, установленных на траверсе 6 вибропресс-моло- та таким образом, что при установке каждого последующего инерционного груза 7 прерывается световой поток в одной из пар свето- и фотоэлементов 25. Схема 20 сравнения включает в -, себя шифратор 26, каждый из входов которого связан с выходом одной из пар свето- и фотоэлементов 25. Шифратор 26 преобразует эту информацию в двоичный цифровой код. Выход шифратора 26 соединен с первым входом цифрового компаратора 27, выход которого связан с вторым входом командного блока 24.
Регулятор 28 амплитуды вибраций содержит электродвигатель 29 постоянного тока, вал которого кинематически связан с первым входом 30 источника 10 импульсов давления и датчиком 31 углового положения, на крайние контакты которого подается опор- ное напряжение (+5 и -5 В), а также операционный усилитель 32, вход которого соединен с выходом второго циф- роаналогового преобразователя 33. .
Обмотка якоря электродвигателя 29 через последовательно включенньш усилитель 34 мощности, соединены с выходом второго операционного усилителя 32, прямой вход которого подключен к выходу.второго цифроаналогового преобразователя 33, а инвертированный - к среднему контакту датчика, 31 углового положения.
Регулятор 35 частоты вибраций выполнен по той же схеме, что и регулятор 28 амплитуды вибраций и содержит электродвигатель 36 постоянного тока, вал которого кинематически связан с вторым входом 37 источника 10 импульсов давления, операционный усилитель 38, вход которого соединен с выходом третьего цифроаналогового преобразователя 39. Регулятор 35 содержит также усилитель 40 мощности и датчик 4 углового положения. На об-( мотки возбуждения электродвигателей- 29 и 36 подается постоянное напряжение 24 Б.
Выход датчика 42 линейного перемещения, связанный с вибростолом 3,
31366271
с входами измерителей ампливираз
туды 43 и частоты 44 вибраций.
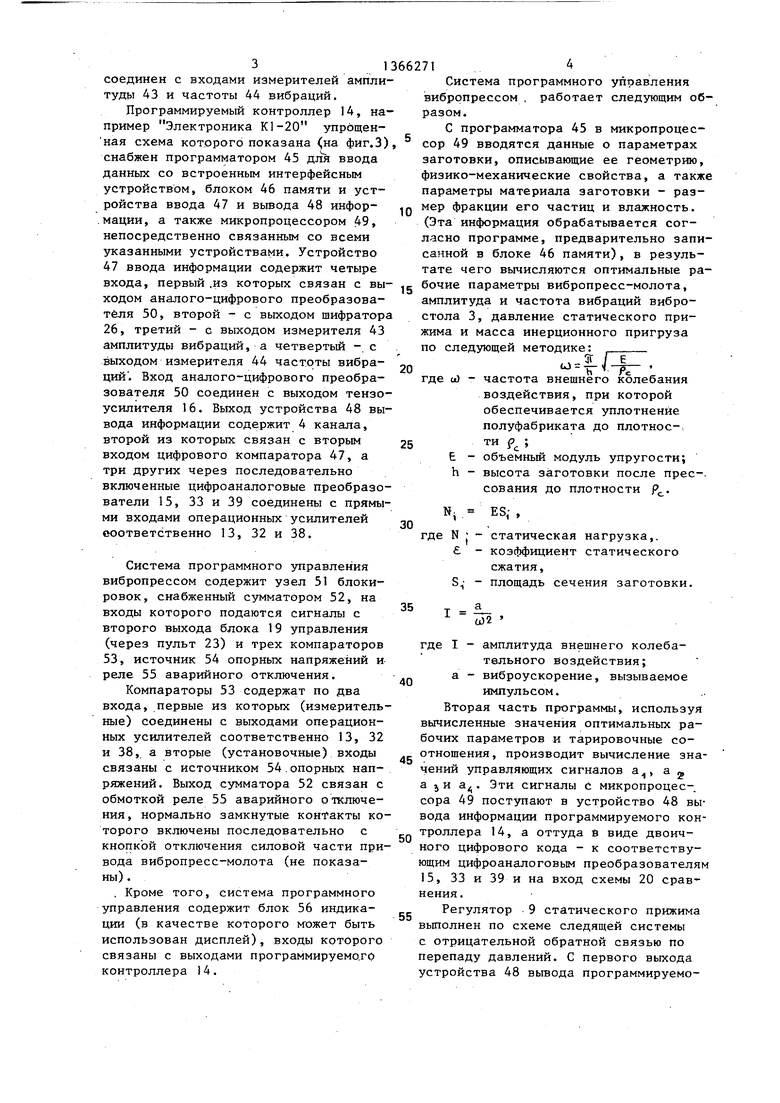
Программируемый контроллер 14, например Электроника К1-20 упрощенСистема программного управления вибропрессом , работает следующим образом.
С программатора 45 в микропроцес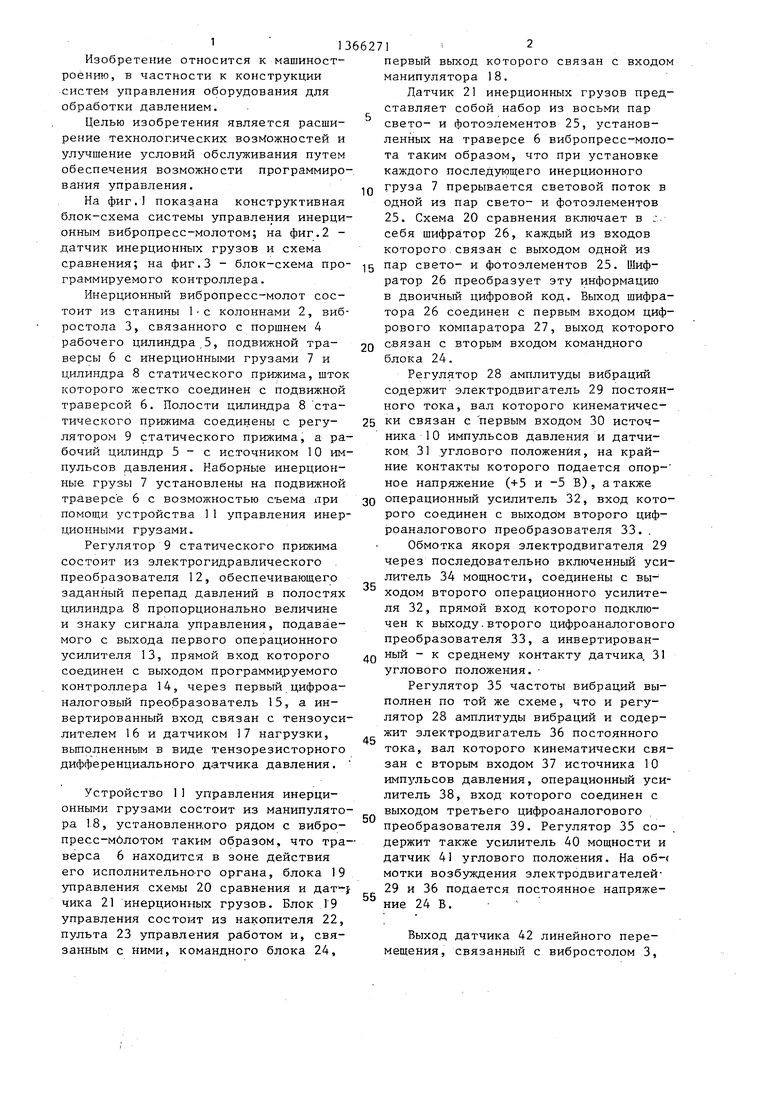
| название | год | авторы | номер документа |
|---|---|---|---|
| Адаптивная система программного управления инерционным вибропресс-молотом | 1989 |
|
SU1687351A1 |
| СИСТЕМА УПРАВЛЕНИЯ СЛЕДЯЩИМ ПРИВОДОМ ВИБРАЦИОННОГО ПРЕССА | 1995 |
|
RU2095249C1 |
| Автоматизированный гидроимпульсный вертикальный вибропресс | 1991 |
|
SU1784395A1 |
| Устройство для автоматической балансировки роторов гироскопов | 1985 |
|
SU1226090A1 |
| ВИБРОПРЕСС И СПОСОБ ВИБРОПРЕССОВАНИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2007 |
|
RU2353514C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ НАСТРОЙКИ И ПОДДЕРЖАНИЯ РЕЗОНАНСНЫХ РЕЖИМОВ КОЛЕБАНИЙ ВИБРАЦИОННОЙ МАШИНЫ С ПРИВОДОМ ОТ АСИНХРОННОГО ДВИГАТЕЛЯ | 2014 |
|
RU2589639C1 |
| ВИБРОПЛОЩАДКА С ИЗМЕНЯЕМОЙ АМПЛИТУДОЙ КОЛЕБАНИЙ | 2002 |
|
RU2233738C2 |
| ВИБРОВОЗБУДИТЕЛЬ С УПРАВЛЯЕМОЙ ЧАСТОТОЙ И НАПРАВЛЕНИЕМ КОЛЕБАНИЙ | 2005 |
|
RU2284870C1 |
| Устройство для автоматической балансировки роторов гироскопов | 1982 |
|
SU1055980A1 |
| Цифроаналоговая следящая система | 1986 |
|
SU1405025A1 |

Изобретение относится к машиностроению, в частности к конструкции систем управления оборудованием для обработки давлением. Цель изобретет, ния - расширение технологических возможностей и улучшение условий обслуживания путем обеспечения возможности программирования управления. Эта цель достигается за счет оснащения системы регулятора статического прижима и устройством управления инерционными грузами с манипулятором, программируемым контроллером, соединенным с циф-. роаналоговым преобразователем и тен- зоусилителем, датчиками нагрузки и инерционных грузов, -измерителями амплитуды и частоты вибраций, блоком управления и пультом управления роботом, а также регуляторами амплитуды и частоты вибраций. При введении с пульта управления в микропроцессор программируемого контроллера данных о параметрах заготовок происходит вычисление оптимальных рабочих параметров вибропресс-молота по программе, записанной в блоке памяти. После этого программируемый контроллер производит настройку режима вибрации, при помощи регуляторов. Контроль работы и корректировка -производятся при помощи датчиков нагрузки и инерционных грузов, а также измерителей амплитуды и частоты вибраций. 3 ил. I (Л
ная схема которого показана (на фиг.З), сор 49 вводятся данные о параметрах
снабжен программатором 45 для ввода данных со встроенным интерфейсным устройством, блоком 46 памяти и устройства ввода 47 и вьшода 48 инфор- .мации, а также микропроцессором 49, непосредственно связанным со всеми указанными устройствами. Устройство 47 ввода информации содержит четыре входа, первый .из которых связан с выходом аналого-цифрового преобразователя 50, второй - с выходом шифратора 26, третий - с выходом измерителя 43 амплитуды вибраций, а четвертый -. с выходом измерителя 44 частоты вибраций . Вход аналого-цифрового преобразователя 50 соединен с выходом тензо- усилителя 16. Выход устройства 48 вывода информации содержит 4 канала, второй из которых связан с вторым входом цифрового компаратора 47, а три других через последовательно включенные цифроаналоговые преобразователи 15, 33 и 39 соединены с прямыми входами операционных усилителей соответственно 13, 32 и 38.
Система программного управления вибропрессом содержит узел 51 блокировок, снабженный сумматором 52, на входы которого подаются сигналы с второго выхода блока 19 управления (через пульт 23) и трех компараторов 53, источник 54 опорных напряжений и- реле 55 аварийного отключения.
Компараторы 53 содержат по два входа, первые из которых (измерительные) соединены с выходами операционных усилителей соответственно 13, 32 и 38, а вторые (установочные) входы связаны с источником 54.опорных напряжений. Выход сумматора 52 связан с обмоткой реле 55 аварийного отключения , нормально замкнутые контракты которого включены последовательно с кнопкой отключения силовой части привода вибропресс-молота (не показаны) .
. Кроме того, система программного управления содержит блок 56 индикации (в качестве которого может быть использован дисплей), входы которого связаны с выходами программируемого контроллера 14.
заготовки, описывающие ее геометрию, физико-механические свойства, а также параметры материала заготовки - размер фракции его частиц и влажность. (Эта информация обрабатывается согласно программе, предварительно записанной в блоке 46 памяти), в результате чего вычисляются оптимальные ра- бочие параметры вибропресс-молота, амплитуда и частота вибраций вибростола 3, давление статического прижима и масса инерционного пригруза
о следующей методике:
где и) - частота внешнего колебания воздействия, при которой обеспечивается уплотнение полуфабриката до плотности f ;
Е - объемный модуль упругости; h - высота заготовки после прес-. сования до плотности р.
; . ES; ,
де N - статическая нагрузка,.
- козффициент статического
сжатия, S,- - площадь сечения заготовки.
35
0
5
0
5
где I - амплитуда внешнего колебательного воздействия; а - виброускорение, вызываемое импульсом.
Вторая часть прюграммы, используя вычисленные значения оптимальных рабочих параметров и тарировочные соотношения, производит вычисление значений управляющих сигналов а, а а J и а . Эти сигналы с микропроцес-. сора 49 поступают в устройство 48 вывода информации программируемого контроллера 14, а оттуда 6 виде двоичного цифрового кода - к соответствующим цифроаналоговым преобразователям 15, 33 и 39 и на вход схемы 20 сравнения.
Регулятор 9 статического прижима выполнен по схеме следящей системы с отрицательной обратной связью по перепаду давлений. G первого выхода устройства 48 вьгаода программируемого контролера 14 управляющих сигналов а- в виде двоичного цифрового кода
т
поступает на вход цифроаналогового; преобразователя 15, а оттуда в виде регулируемого напряжения U на прямой вход операционного усилиттеля 13. На инвертированный вход последнего поступает сигнал и датчика 17 нагрузки, преобразованный тензоусилителем IQ
да компаратора 27 на первый вход командного блока 24 не поступает и робот остается в исходном положении. Если после установки инерционного груза 7 остается сигнал л О, то операция установки груза 7 повторяется и устанавливается еще один инерционный груз 7 и т.д.
Аналогично происходит операция снятия инерционных грузов 7 в случае, если на выходе цифрового компаратора
27 формируется сигнал А а--с 0.
Одновременно с подачей сигнала от 15 блока 24 к манипулятору 18 на установку или снятие инерционного груза 7, с второго выхода блока 24 через пульт 23 подается сигнал на второй вход сумматора 52, который не снима- .
Сигнал и с вьгхода тензоусилителя 2Q ется до тех пор, пока манипулятор 18 16 подается также на вход аналого- не возвратится в исходное положение.
При этом на выходе узла 51 блокировки также появится напряжение, которое включит реле 55 аварийного отключе-; 25 ния, разомкнув контакты последнего, дублирующие кнопку Отклонение силовой части привода вибропресс-молота. Это исключит возможность запуска привода вибропресс-молота во время уста- пад давлений в цилиндре 8 статическо- о новки или съема инерционного груза 7. го прижима. Сигнал управления а Ус- С выхода шифратора 26 информация
о количестве установленных инерционцифрового преобразователя 50, с выхода которого этот сигнал в виде двоичного цифрового кода а поступает на первый вход устройства 47 ввода программируемого контроллера 14. Приведенный микропроцессором 49 к раз- мерности МПа, этот сигнал заводится на блок 56 индикации, показывая перетройства 11 управления инерционными грузами в виде двоичного цифрового кода с второго канала устройства 48 вывода программируемого контроллера 14, поступает на второй вход цифрового компаратора 27 схемы 20 сравнения. На компараторе 27 этот цифровой код сравнивается с кодом, поступающим с выхода шифратора 26 - а,.,, и в зависимости от их сортнощений, на выходе компаратора 27 формируется сигнал ла 1 3iii , поступающий на первый вход командного блока 24. Если , то командный блок 24 обращается к т ой ч;асти программы, предварительно записанной в накопителе 22 блока 19 управления роботом, которая обеспечивает установку одного инерционного груза 7, и запускает манипулятор 18. При установке на траверсу 6 инерционного груза 7 прерывается световой поток в одной из пар свето- и фотоэлементов 25 и изменяется сигнал на одном из входов шифратора 26, а, следовательно, изменяется цифровой двоичный код на его выходе. Если пос-- ле установки груза 7 цифровые коды а и а совпадут, то сигнал с выхо35
40
45
50
55
ных грузов а . „ поступает на второй вход устройства 47 ввода программируемого контроллера 14 и далее через микропроцессор 49 - к блоку 56 индикации .
Величина амплитуды колебаний вибростола 3 определяется состоянием входа регулирования амплитуды вибраций источника 10 импульсов давления. Сигнал а управления этим входом регулирования вычисляется микропроцессором 49 и в виде двоичного цифрового кода поступает на третий выход устройства 48 вывода, а оттуда на вход цифрового аналогового преобразователя 33. Преобразованный в аналоговую форму (т.е. в виде постоянного напряжения) сигнал U подается на прямой вход операционного усилителя 32, на инвертированный вход которого поступает сигнал U; с датчика 31 углового положения регулятора 28 ам - плитуды. Разность этих сигналов &U.J -(и 3 - U.j) с выхода операци- онного усилителя 32 поступает на вход усилителя 34 мощности, к выходу кото-, рого подключена обмотка якоря электда компаратора 27 на первый вход командного блока 24 не поступает и робот остается в исходном положении. Если после установки инерционного груза 7 остается сигнал л О, то операция установки груза 7 повторяется и устанавливается еще один инерционный груз 7 и т.д.
Аналогично происходит операция снятия инерционных грузов 7 в случае, если на выходе цифрового компаратора
27 формируется сигнал А а--с 0.
Одновременно с подачей сигнала от блока 24 к манипулятору 18 на установку или снятие инерционного груза 7, с второго выхода блока 24 через пульт 23 подается сигнал на второй вход сумматора 52, который не снима- .
5
0
5
0
5
ных грузов а . „ поступает на второй вход устройства 47 ввода программируемого контроллера 14 и далее через микропроцессор 49 - к блоку 56 индикации .
Величина амплитуды колебаний вибростола 3 определяется состоянием входа регулирования амплитуды вибраций источника 10 импульсов давления. Сигнал а управления этим входом регулирования вычисляется микропроцессором 49 и в виде двоичного цифрового кода поступает на третий выход устройства 48 вывода, а оттуда на вход цифрового аналогового преобразователя 33. Преобразованный в аналоговую форму (т.е. в виде постоянного напряжения) сигнал U подается на прямой вход операционного усилителя 32, на инвертированный вход которого поступает сигнал U; с датчика 31 углового положения регулятора 28 ам - плитуды. Разность этих сигналов &U.J -(и 3 - U.j) с выхода операци- онного усилителя 32 поступает на вход усилителя 34 мощности, к выходу кото-, рого подключена обмотка якоря элект71
родвигателя 29. Вал электродвигателя 29 будет вращаться до тех пор, пока напряжение U на выходе датчика 31 углового положения (кинематически связанного с двигателем 29) не орав няется с управляющим напряжением U, , Кроме того, скорость вращения вала электродвигателя 29 пропорциональна напряжению на его якоре, поэтому по мере приближения вала электродвигателя к заданному положению, его ско- рость уменьшается, так как уменьшается сигнал рассогласованияй1Тт на выходе операционного усилителя 32, что обеспечивает устойчивую работу регулятора и точность позиционирования.
Положение входа 37 регулирования частоты вибраций задается управляющим сигналом а на четвертом выходе устройства 48 вывода программируемого контроллера 14. Регулятор 35 час-; тоты вибраций реализован по такой же схеме, как и регулятор 28 амплитуды вибраций и работает аналогичным образом.
Измерение амплитуды и частоты вибраций производится при помощи датчика 42 линейного перемещения, под-: вижный элемент которого связан с вибростолом 3, а неподвижньй установлен на станине 1 вибропресс-молот. С выхода этого датчика снимается аналоговый сигнал Ug, который заводится на входы измерителей амплитуды 43 и частоты 44 вибраций. С этих измерителей сигналы в виде двоичного цифрового кода поступают соответственно на третий и четвертый входы устройства 47 ввода программируемого контроллера 14. Микропроцессор 49 согласно запи-. санной в блоке 46 памяти программе последовательно запрашивает информацию с второго и третьего входов устройства 47 ввода и сравнивает полуг ченные значения и а. с соответствующими управляющими сигналами, вычисленными по изложенной методике - а и а, . В случае, если погрешность
отработки сигналов ла
Э1
- а
за
ла
-Я
-а - превышает Ю% абсо
(Лютного значения, то производится коррекция сигналов управления а .и
а таким образом, чтобы уменьшить указанную погрешность.
С микропроцессором 49 связан блок 56 индикации, на которой программным путем выводится информация об исходных данных: параметрах заготовки ма66271
териала и режимах вибропрессования: амплитуде и частоте вибраций; величине статического прижима и количест ве инерционных грузов.
Контроль работы программируемого контроллера 14 осуществляется программным путем. Контроль работы уст-, ройства, на которых реализованы регу Q ляторы 9, 28 и 35 и устройство 11, осуществляется узлом 51 блокировки. На выходе компаратора 53 может поя- виться сигнал только в том случае, если напряжения рассогласования u.U ,
с &U,. и ди , поступающие на их первые входы с операционных усилителей соответственно 13, 22 и 38, превысят значения эталонных напряжений, заведенные на вторые входы каждого из трех
2Q компараторов 53. Это произойдет, если какой-либо из управляющих сигналов
а и а„ или а выйдет за пределы
1 2. „ ч
возможностей соответствующего регулятора, либо в случае отказа элементов 25 регуляторов. При наличии на выходе любого из компараторов 53 сигнала, появляется напряжение на выходе сумматора 52, включается реле 55 аварийного отключения, дублируя кнопку От- 30 ключение силовой части привода виб- ропресс-молота. 1 .
Таким образом, предлагаемая система управления особенно эффективна в условиях единичного и мелкосерийного производства, когда необходима частая переналадка вибропресс-молота. Применение программируемого контроллера позволяет по параметрам заготовки и ее материала вычислить рабочие параметры вибропресс-молота. Оснащение системы регуляторами статического прижима, амплитуды и частоты вибраций позволяет переналаживать вибропресс-молот без участия оператора, а наличие пульта управления и ввода данных позволяет осуществлять дистанционное управление работой вибропресс-молота, например датчиков нагрузки, инерционных грузов, линейного перемещения вибростола, углового положения валов электродвигателей, регулирующих амплитуду и частоту вибраций, а также устройств управления и коррекции параметров вибропресс-молота, позволяет производить точную настройку рабочих режимов вибропр есс-молота. За счет всего этого обеспечивается эффективность использования системы управления.
40
45
50
55
Формула изобретения
Система программного управления инерционным вибропресс-молотом, содер-i жащая исполнительный цилиндр, шток которого жестко связан с вибростолом, а поршневая полость соедийена с источником импульсов давления и регуляторами амплитуды и частоты вибраций,
а также подвижную траверсу с инерци-i ю также соединенных между собой
онными грузами, цилиндр статического прижима с регулятором статического прижима, отличающаяся тем, что, с целью расширения технологических возможностей и улучшения ус- 15соответственно с первым и вторым вхо.-;
ловий обслуживания путем обеспечениядами источника импульсов давления, а
возможности программирования управле-входы регуляторов амплитуды и частоты
ния, она снабжена датчиком линейныхвибраций через, второй и третий цифроперемещений вибростола, измерителямианалоговые преобразователи соединены
амплитуды и частоты вибраций, манипу- 2о° двумя выходами программируемого
лятором инерционных грузов с блоком управления, датчиком инерционных грузов , схемой сравнения тремя цифроана- логовыми преобразователями, узлом блокировок, аналого-цифровым преобразователем, а также программируемым контроллером, причем узел блокировок выполнен в виде источника опорного напряжения, выход которого соединен
с установочными входами трех компара- зо ДРУгие входы которого соединены соотторов, измерительные входы которых подключены, соответственно первый - к выходу регулятора статического прижима, второй - к выходу регулятора амплитуды вибраций, а третий - к выходу
/3
регулятора частоты вибраций, выходы всех компараторов соединены с входами сумматора, выход которого связан с реле аварийного отключения, при этом регуляторы амплитуды и частоты вибраций вьтолнены идентично в виде серводвигателя постоянного тока и датчика углового положения серводвигатеоперационного усилителя и усилителя мощности, выход которого подключен к якорю серводвигателя постоянного тока, вал которого механически связан
контроллера, другие два выхода которого связаны соответственно - с входами схемы сравнения и первого цифро- аналогового преобразователя, выход 25 которого подключен к входу регулятора усилителя статического прижима, выход которого соединен через аналого- цифровой преобразователь с одним из входов программируемого контроллера.
35
ветственно с выходом схемы сравнения и выходами измерителей амплитуды частоты вибраций, входы которых связаны с выходами датчика линейных перемеще- НИИ вибростола.
0ue.t
1
5
47
Ч
45
3Ci j2
Cff Ct2
cfs Q
сригЗ
| Пневматическая система управления инерционным вибропресс-молотом | 1981 |
|
SU967650A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
